También podría gustarte
- 12 - R2BP1 200 02 K Esp 70009 - ADocumento49 páginas12 - R2BP1 200 02 K Esp 70009 - AMiguel Martinez GuerreroAún no hay calificaciones
- Ica Recubrimiento An 12 - R2bp1-200-02-K-Esp-70010 - ADocumento63 páginasIca Recubrimiento An 12 - R2bp1-200-02-K-Esp-70010 - AMiguel Martinez GuerreroAún no hay calificaciones
- FALDONESDocumento15 páginasFALDONESMiguel Martinez GuerreroAún no hay calificaciones
- STD Imp - A-Eabc-2.004 Silletas Estandar de AceroDocumento1 páginaSTD Imp - A-Eabc-2.004 Silletas Estandar de AceroMiguel Martinez GuerreroAún no hay calificaciones
- STD Imp - A-Eabc-2.014 Deflectores de AlimentacionDocumento1 páginaSTD Imp - A-Eabc-2.014 Deflectores de AlimentacionMiguel Martinez GuerreroAún no hay calificaciones
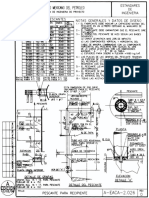
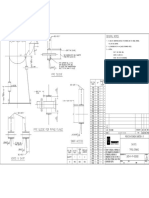
- Pescante para RecipienteDocumento1 páginaPescante para RecipienteMiguel Martinez GuerreroAún no hay calificaciones
- Estandar de Techint Faldon Tipo ConicoDocumento1 páginaEstandar de Techint Faldon Tipo ConicoMiguel Martinez GuerreroAún no hay calificaciones
- LONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Documento1 páginaLONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Miguel Martinez Guerrero100% (2)
- Mitos y Realidades en La CienciaDocumento487 páginasMitos y Realidades en La CienciaMiguel Martinez Guerrero0% (1)
- Areas, Centroides y Momentos de InerciaDocumento2 páginasAreas, Centroides y Momentos de InerciaMiguel Martinez Guerrero100% (1)
- CALCULO NRF-034 OT-2810 (FIBRA DE VIDRIO) A Top165CDocumento1 páginaCALCULO NRF-034 OT-2810 (FIBRA DE VIDRIO) A Top165CMiguel Martinez GuerreroAún no hay calificaciones
- LONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Documento1 páginaLONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Miguel Martinez Guerrero100% (2)
- LONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Documento1 páginaLONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Miguel Martinez Guerrero100% (2)
- ART-02-120-H-ESP-0002 A Espec Tornillos Alta Temperatura PDFDocumento9 páginasART-02-120-H-ESP-0002 A Espec Tornillos Alta Temperatura PDFMiguel Martinez GuerreroAún no hay calificaciones
- Et 053 Pemex 2019Documento53 páginasEt 053 Pemex 2019Miguel Martinez Guerrero97% (60)
- Cofimco VentiladoresDocumento19 páginasCofimco VentiladoresMiguel Martinez Guerrero100% (1)
- Et 028 Pemex 2019 PDFDocumento109 páginasEt 028 Pemex 2019 PDFMiguel Martinez Guerrero75% (4)
- Especificacion EspárragosDocumento2 páginasEspecificacion EspárragosMiguel Martinez GuerreroAún no hay calificaciones
- Et 028 Pemex 2019 PDFDocumento109 páginasEt 028 Pemex 2019 PDFMiguel Martinez Guerrero75% (4)
- Reporte NGA (Modelo)Documento9 páginasReporte NGA (Modelo)ederpuenteAún no hay calificaciones
- Entrepisos Graficos-Steel PDFDocumento22 páginasEntrepisos Graficos-Steel PDFcristhian Sandoval suyonAún no hay calificaciones
- Sabana - PCA-04010EP003 - Mercado Con CETRAM - (22-10-21)Documento10 páginasSabana - PCA-04010EP003 - Mercado Con CETRAM - (22-10-21)Carlos BarriosAún no hay calificaciones
- Modelo Obras de ConcretoDocumento10 páginasModelo Obras de ConcretoPedro Diaz UzcateguiAún no hay calificaciones
- PDF 17 Reforzamiento y Reparacion de Una Losa Aligerada - CompressDocumento5 páginasPDF 17 Reforzamiento y Reparacion de Una Losa Aligerada - CompressDanny MatosAún no hay calificaciones
- PREFABRICADOSDocumento16 páginasPREFABRICADOSJhon Jairo GomezAún no hay calificaciones
- Informe Preliminar HITO N6 - Zanjon de La Aguada - RevbDocumento10 páginasInforme Preliminar HITO N6 - Zanjon de La Aguada - RevbPedro PabloAún no hay calificaciones
- SERVICIO DE INSTALACION DE TUBERIAS PARA CISTERNA DE 3 M3 Y LINEA DE DRENAJE (Tubos de 4", 1" y ")Documento2 páginasSERVICIO DE INSTALACION DE TUBERIAS PARA CISTERNA DE 3 M3 Y LINEA DE DRENAJE (Tubos de 4", 1" y ")noelia subiaAún no hay calificaciones
- Art Instalacion de AndamiosDocumento1 páginaArt Instalacion de AndamiosLuis Alfredo SepúlvedaAún no hay calificaciones
- Analisis de Precios Unitarios Ferias Samc PDFDocumento378 páginasAnalisis de Precios Unitarios Ferias Samc PDFAlejandro Goicochea MoleroAún no hay calificaciones
- 1.3 Clase 01Documento43 páginas1.3 Clase 01Aaron Samaniego RimacheAún no hay calificaciones
- 2 ANALISIS UNITARIOS - Apu SeñalizacionDocumento2 páginas2 ANALISIS UNITARIOS - Apu Señalizacionsadhafz100% (2)
- Acotación Dibujo Técnico 2 BachilleratoDocumento10 páginasAcotación Dibujo Técnico 2 BachilleratoJoelAún no hay calificaciones
- Inspeccion de Herramientas ManualesDocumento2 páginasInspeccion de Herramientas ManualesRicardo CotamoAún no hay calificaciones
- Trabajo de Estructura Daniel AlvarezDocumento9 páginasTrabajo de Estructura Daniel AlvarezMarcelMiguelQuinteroAltuveAún no hay calificaciones
- Pilas y PilotesDocumento43 páginasPilas y PilotesAkira NobaraAún no hay calificaciones
- 1.2 Planos y Detalles Constructivos.Documento7 páginas1.2 Planos y Detalles Constructivos.anaAún no hay calificaciones
- Documental Torre EspacioDocumento4 páginasDocumental Torre EspacioUriel JaramilloAún no hay calificaciones
- Predimensionamiento de Vigas de Concreto Armado (Metodo Convencional, Por Categoría Y Aporticado)Documento1 páginaPredimensionamiento de Vigas de Concreto Armado (Metodo Convencional, Por Categoría Y Aporticado)emilio velasquezAún no hay calificaciones
- Clase 07 PDFDocumento22 páginasClase 07 PDFIsmael Abraham IsidroAún no hay calificaciones
- Especificaciones Tecnicas Cobertura Metalica para Un PolideportivoDocumento15 páginasEspecificaciones Tecnicas Cobertura Metalica para Un PolideportivoDakamie Carranza AtalayAún no hay calificaciones
- Tomas LateralesDocumento7 páginasTomas LateralesKelly Nole DavilaAún no hay calificaciones
- Proceson Del Diseño de Una Vivienda PDFDocumento49 páginasProceson Del Diseño de Una Vivienda PDFRuth Esther Peralta PerezAún no hay calificaciones
- Parametros Geomorfologicos de La CuencaDocumento6 páginasParametros Geomorfologicos de La CuencaAnthonny Jors Rodas CorreaAún no hay calificaciones
- Analisis de Casos ArquitectonicosDocumento21 páginasAnalisis de Casos ArquitectonicosJackson Josue Cahuana FloresAún no hay calificaciones
- Manual ESP Remington HC1095WMDocumento2 páginasManual ESP Remington HC1095WMDiego Samuel SotoAún no hay calificaciones
- Informacion de Producto - Tableros Tricapa - 20051128Documento12 páginasInformacion de Producto - Tableros Tricapa - 20051128Javier VaronaAún no hay calificaciones
- H°P°Documento9 páginasH°P°Elving MendozaAún no hay calificaciones
- 03 RiDocumento1 página03 RiGuti AlfreAún no hay calificaciones
- Catalogo Astral WellnessDocumento204 páginasCatalogo Astral WellnessManuel Salvador Amaro GonzalezAún no hay calificaciones