También podría gustarte
- Caso Practico Liderar Un Equipo de TrabaDocumento2 páginasCaso Practico Liderar Un Equipo de TrabaCarlos Miguel Martinez AriasAún no hay calificaciones
- Cuáles Son Los Métodos para Variar La Velocidad A Los Motores de Rotor Jaula de ArdillaDocumento5 páginasCuáles Son Los Métodos para Variar La Velocidad A Los Motores de Rotor Jaula de ArdillaCarlos Miguel Martinez AriasAún no hay calificaciones
- Cuestionario Graficos de Control para AtributosDocumento3 páginasCuestionario Graficos de Control para AtributosCarlos Miguel Martinez AriasAún no hay calificaciones
- Química Tarea 1Documento13 páginasQuímica Tarea 1Carlos Miguel Martinez AriasAún no hay calificaciones
- Sintesis PruebaDocumento8 páginasSintesis PruebaMaria Jose Osorio FloresAún no hay calificaciones
- Tema 4 Garantias ConstitucionalesDocumento6 páginasTema 4 Garantias ConstitucionalesJorge Silva100% (1)
- NUALC - Normas Universales Sobre El Año Litúrgico y El CalendarioDocumento13 páginasNUALC - Normas Universales Sobre El Año Litúrgico y El CalendarioJOSE GALVISAún no hay calificaciones
- Guía N° 6 Septimo Básico 06-09-2021Documento2 páginasGuía N° 6 Septimo Básico 06-09-2021Martina adriana alejandra Quinillao pintoAún no hay calificaciones
- Analisis - Ensayo Cuentos de BorgesDocumento8 páginasAnalisis - Ensayo Cuentos de BorgesjustsHuLaAún no hay calificaciones
- Nacimiento de ZeusDocumento1 páginaNacimiento de ZeusRafael Sánchez VillaltaAún no hay calificaciones
- GUIA 2 Ejercicios PracticosDocumento8 páginasGUIA 2 Ejercicios PracticosMaria JoseAún no hay calificaciones
- Tarea 9Documento6 páginasTarea 9Martha Piero Barone OgnibeneAún no hay calificaciones
- Capitulo 3 - VA UnidimensionalesDocumento95 páginasCapitulo 3 - VA UnidimensionalesLaura Ximena Guerrero TrujilloAún no hay calificaciones
- FLUSSER, Vilen - Hacia Una Filosofia de La Fotografía (Intro-cap.I-cap - II-cap - III)Documento19 páginasFLUSSER, Vilen - Hacia Una Filosofia de La Fotografía (Intro-cap.I-cap - II-cap - III)Yayo MefuiAún no hay calificaciones
- Definición de Auditoría PDFDocumento2 páginasDefinición de Auditoría PDFEdson LópezAún no hay calificaciones
- Derechos HumanosDocumento3 páginasDerechos HumanosJean MalpicaAún no hay calificaciones
- Tesdoc A2015 Palomo Ana MaternidadDocumento395 páginasTesdoc A2015 Palomo Ana MaternidadElisabet Merino AldaiAún no hay calificaciones
- Capítulo 16 Aseguramiento de La Calidad Mediante Ingeniería de SWDocumento80 páginasCapítulo 16 Aseguramiento de La Calidad Mediante Ingeniería de SWjavs07Aún no hay calificaciones
- Psicopatología - Tema5-Parte2 - Curso 22-23 - Grupo 370Documento53 páginasPsicopatología - Tema5-Parte2 - Curso 22-23 - Grupo 370LAURA GUERRERO CALDERÓNAún no hay calificaciones
- Festival de La Primavera Periodico MuralDocumento3 páginasFestival de La Primavera Periodico MuralValeria Chong50% (2)
- Proyecto Trastorno Del SueñoDocumento35 páginasProyecto Trastorno Del Sueñomaria perez100% (1)
- Probabilidad Parcial2Documento1 páginaProbabilidad Parcial2Yuber MorenoAún no hay calificaciones
- Paradigmas de La Interculturalidad PDFDocumento8 páginasParadigmas de La Interculturalidad PDFlucia benitezAún no hay calificaciones
- 1.2 Idiosincrasia Del MexicanoDocumento3 páginas1.2 Idiosincrasia Del MexicanoMichelle Mauricio CruzAún no hay calificaciones
- Funciones Administrativa de Los Hoteles IDocumento14 páginasFunciones Administrativa de Los Hoteles IAdriana Graciano TaverasAún no hay calificaciones
- SordocegueraDocumento62 páginasSordocegueraclaudia diaz100% (1)
- Gaitan 2006 El Bienestar Social de La InfanciaDocumento18 páginasGaitan 2006 El Bienestar Social de La InfanciaMichelle CisternasAún no hay calificaciones
- Mate CircunferenciaDocumento8 páginasMate CircunferenciaAnonymous 3CS2gZAún no hay calificaciones
- MentadDocumento6 páginasMentadsalome BerrioAún no hay calificaciones
- Tema 4 REGIMEN SIMPLIFICADODocumento7 páginasTema 4 REGIMEN SIMPLIFICADOEduardo Zamorano IgnacioAún no hay calificaciones
- Caso Practico Unidad 3Documento6 páginasCaso Practico Unidad 3james alvarezAún no hay calificaciones
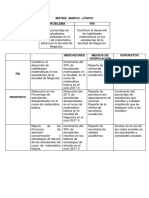
- Matriz Marco LógicoDocumento3 páginasMatriz Marco LógicoMARTIN CASTROAún no hay calificaciones
- Bitácoras de DrogasDocumento15 páginasBitácoras de Drogasmichelle reinosoAún no hay calificaciones
- Evaluacion Unidad 2Documento7 páginasEvaluacion Unidad 2DaniieLa Ruiz QuitianAún no hay calificaciones