Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Cap 2
Cap 2
Cargado por
feñamenTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Cap 2
Cap 2
Cargado por
feñamenCopyright:
Formatos disponibles
25
CAPITULO 2
TECNOLOGIA DE FLOTACION DE MINERALES
2.1- REACTIVOS DE FLOTACION.
En general, los reactivos de flotación son compuestos químicos tensoactivos que
modifican el valor de las tensiones interfaciales del sistema y, de acuerdo a lo descrito
por la ecuación (1-2), logran inducir hidrofobicidad en la superficie de algunas especies
mineralógicas permitiendo de esa forma que ellas puedan flotar. Los colectores se
adsorben sobre la interface del sólido y los espumantes sobre la interface líquido,
asimismo, interactúan entre ellos en el proceso de adhesión partícula-burbuja.
2.1.1.- Colectores.
Los colectores son substancias heteropolares, formados por una cabeza polar o
grupo funcional que le da el nombre y por una cadena hidrocarbonada. El grupo
funcional se adsorbe sobre el mineral por algún mecanismo, físico o químico, y orienta
la cadena hidrocarbonada hidrófoba hacia el seno de la solución proporcionando, de
esta forma, hidrofobicidad a la superficie del mineral.
El grupo funcional determina el campo de aplicación del colector, el tipo de
mineral sobre el que puede actuar, mientras que la cadena hidrocarbonada determina el
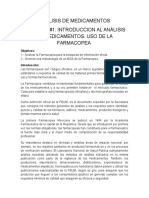
poder colector. Al respecto puede señalarse que al aumentar el numero de carbones de
la cadena aumenta el poder hidrofobizante del colector, asimismo, a igualdad de
número de carbones las cadenas ramificadas presentan un mayor poder colector. Para
el caso de los xantatos esto se muestra en la siguiente figura:
100
90
80
70
60
Angulo de
50
contacto
40
30
20
10
0
0 5 10 15 20
Número de Carbones
Figura 2-1: Angulo de contacto versus número de carbones en xantatos.
Quiroz, R. Apuntes Mineralurgia II , 2000
26
Los colectores suelen clasificarse de acuerdo al tipo de mineral en los que se
utilizan y por la carga asociada a la especie iónica, criterio que se utiliza en la Tabla
siguiente. Debe indicarse que dichos compuestos químicos corresponden a familias y
que además existen estructuras químicas derivadas que también tienen propiedades
colectoras. En particular, en el caso de los xantatos se encuentran como estructuras
asociadas los Tionocarbamatos, Xantoformiatos y Esteres Xánticos.
TABLA 2-1
COLECTORES UTILIZADOS EN FLOTACION DE MINERALES
ALQUIL SULFATOS
ALQUIL SULFONATOS
MINERALES NO COLECTORES ANIONICOS ACIDOS GRASOS
SULFURADOS COLECTORES QUELANTES
AMINAS PRIMARIAS
COLECTORES CATIONICOS AMINAS SECUNDARIAS
AMINAS TERCIARIAS
AMONIO CUATERNARIO
XANTATOS
MINERALES COLECTORES ANIONICOS DITIOFOSFATOS
SULFURADOS TIOCARBANALIDA
MERCAPTOBENZOTIAZOL
A continuación se da una descripción general de estas familias entregando algunos
comentarios proporcionados por sus fabricantes:
a.- Acidos carboxílicos. Los ácidos carboxílicos y sus sales (jabones) son
ampliamente utilizados en la flotación de minerales no sulfurados. Su estructura general
es:
O - ...... Na
/
R - C
\\
O
donde R representa a un radical alquílico que tiene entre 8 y 16 carbones. Cuando el
número de carbones es bajo los ácidos forman con los iones alcalinos de la pulpa
jabones que son muy solubles, originando un alto consumo de colector. Por otra parte,
un número de carbones elevado hace que el reactivo sea insoluble con las
consiguientes dificultades para su aplicación.
La mayor parte de los ácidos que se utilizan se obtienen desde productos naturales,
vegetales o animales, o de los residuos nafténicos de la refinación del petroleo. En el
comercio se encuentran distintos reactivos de origen vegetal que contienen,
fundamentalmente, ácido oléico con cantidades variables de ácido linoléico, a modo de
ejemplo se señalan los reactivos de la serie 700 producidos por CYNAMID. Estos
Quiroz, R. Apuntes Mineralurgia II , 2000
27
colectores son indicados para la flotación de minerales oxidados, como la flotación de
óxidos de hierro o la remoción de impurezas de metales pesados en la purificación de
arenas para fabricar vidrio, y también en una serie de minerales no-sulfurados, como
ser Cromita, Scheelita, Fluorita, etc (1). Son capaces también de flotar minerales
sulfurados, pero en este caso suelen presentar problemas de selectividad al activarse
partículas de ganga.
b.- Alquil Sulfato
Son electrolitos fuertes derivados de la sulfatación de alcoholes, su
formula química es R-SO4Na, donde R es un radical alquílico. Se utilizan en flotación
selectiva de compuestos que tienen calcio y en la flotación de sales solubles, como
cloruros y sulfatos de diferentes metales alcalinos (2). En algunos casos estos reactivos
poseen algunas propiedades espumantes, en particular se indica el Lauril sulfato, el
cual, además, es utilizado como detergente industrial.
c.- Alquil Sulfonato
Se obtienen por sulfonación de alcoholes obtenidos desde productos
naturales, su formula química es R-SO3Na, donde R es un radical alquílico. En el
comercio se encuentran disponibles reactivos de este tipo, en particular CYANAMID
produce sulfonatos de petroleo y los comercializa con el nombre de colectores de la
serie 800. En general tienen la misma aplicación de los ácidos carboxílicos, pero
además pueden operar bien en circuitos ácidos y presentan mayor selectividad en
algunas operaciones, por ejemplo en la purificaicón de arenas para producir vidrio.
d.- Xantatos (Tiocarmatos alquilicos).
Descubiertos en 1925 los Xantatos son colectores solubles en agua que se
preparan, en laboratorio y a escala industrial, haciendo reaccionar un alcoholato, de
sodio o de potasio, con disúlfuro de Carbono. Los xantatos de sodio cristalizan con dos
moléculas de agua y los de potasio son anhidros. Son sales blancas, pero en contacto
con la humedad del ambiente descomponen tomando un tono amarillento y despidiendo
el olor que les es característico. Su estructura es la siguiente:
SM
/
R - O - C
\\
S
donde R es un radical alquílico y M representa al sodio o potasio.
En medio ácido hidrolizan generando ácido xántico, el cual se descompone
rápidamente a disúlfuro de carbono, lo anterior hace que estos reactivos se utilicen sólo
en medio básico. Su forma comercial frecuente es en pequeños pellets, pero pueden
suministrarse además como polvos o líquidos. Estos reactivos se encuentran entre los
más utilizados en la flotación de minerales sulfurados, representando del orden del 50 a
60 % del consumo mundial de colectores. En la práctica se utilizan en cantidades que
Quiroz, R. Apuntes Mineralurgia II , 2000
28
varían entre 10 y 100 grs./Ton., dependiendo del tipo de mineral, y se agregan en
soluciones acuosas que varían entre 5 % y 25 % en peso.
El manejo del reactivo no presenta mayores problemas, aún cuando debe
indicarse que los polvos producen irritación en los ojos y en la piel y que los productos
de descomposición pueden ser inflamables. Además deben ser almacenados en
lugares secos.
e.- Xantoformiatos
Se preparan haciendo reaccionar una sal alcalina de Xantato en solución acuosa
con un alquíl cloro formato, normalmente se utiliza etil cloro formiato. Su estructura es:
S S
II II
R - O - C - S - C - O - C 2H 5
donde R es un radical alquílico.
Son líquidos insolubles muy estables en medio ácido, reaccionan rápidamente con
tionocarbamatos y no son compatibles con ditiofosfatos. Su uso no es frecuente, en el
país se utilizan sólo en el mineral de El Teniente, pero tienen potencialidades para
sistemas que operan en medio ácido, en particular, fue el reactivo propuesto para flotar
cemento de cobre en el antiguo proceso LPF (lixiviación-precipitación-flotación). Las
dosificaciones corrientes fluctúan entre 10 y 100 grs/Ton., dependiendo éstas del tipo
de mineral y del uso de colectores complementarios.
f.- Tionocabamatos
Fueron desarrollados por Dow Chemical (1954) y popularizados bajo el nombre Z-200.
Son reactivos altamente selectivos para minerales sulfurados. Su estructura química es
la siguiente:
S
II
R1 - O - C - NH - R 2
donde R1 y R2 representan a dos grupos alquilicos.
Son líquidos insolubles en agua pero solubles en alcohol por lo cual pueden
agregarse, en cualquier proporción, en combinación con espumantes. Son reactivos
relativamente estables, pero en medio ácido pueden descomponerse por hidrólisis. Las
dosificaciones corrientes son del orden de 10 a 50 grs/Ton., dependiendo estas del tipo
de mineral y del uso de colectores complementarios. En la Tabla siguiente se presentan
algunos Tionocarbamatos comerciales.
Quiroz, R. Apuntes Mineralurgia II , 2000
29
g.- Esteres xánticos.
Tienen la estructura general:
S
II
R1 - O - C - S - R 2
Son recomendados para la flotación de oro y Molibdenita, las dosificaciones corrientes
son del orden de 5 a 20 grs/ton
h.- Ditiofosfatos.
Se preparan haciendo reaccionar un alcohol con Pentasulfuro de Fósforo. De acuerdo
al tipo de alcohol utilizado se distinguen entre ditiosfosfatos alquilicos, cuando las
cadenas del radical son alquilicas, y ditiofosfatos arílicos, cuando los radicales
corresponden a grupos aromáticos, cresoles o fenoles.
La estructura general del ácido ditiofosfórico es la siguiente:
R 1O S
\ /
P
/ \
R 2 O SH
donde R1 y R2 corresponden a radicales.
El ácido ditiofosfórico alquílico es un líquido claro, insoluble en agua y que en
presencia de álcalis forma las sales que se utilizan como colectores. Cuando los
radicales son cresoles el compuesto es más estable y no es necesario convertirlo en
sales para su uso en flotación. Estos últimos se preparan normalmente a partir de
ácido cresílico y sus propiedades colectoras son fuertemente dependientes de la pureza
del ácido utilizado en su fabricación, asimismo, la existencia de ácido cresílico en
exceso les otorga propiedades espumantes.
Las dosificaciones corrientes de los dialquil ditiofosfatos se encuentran entre 10
a 40 grs/ton y para los diaril del orden de 40 a 80 grs,/ton. Estos valores dependen del
tipo de mineral en proceso y de la presencia de reactivos secundarios.
En las Tablas siguientes se presentan algunos reactivos comerciales.
2.1.2.- ESPUMANTES
Los espumantes son reactivos utilizados para generar una columna de espuma
mineralizada que permita evacuar desde la celda al material flotado. Esta espuma debe
de tener un volumen y altura apropiada para lograr su objetivo y, además, una
consistencia tal que permita un buen drenaje de la ganga arrastrada por efectos
Quiroz, R. Apuntes Mineralurgia II , 2000
30
mecánicos. Una vez fuera de la celda la espuma debe destruirse rápidamente para no
generar problemas en las operaciones siguientes, bombeo, espesamiento, filtración,
etc..
Entre las características generales que deben de tener los reactivos espumantes
se encuentran: no deben poseer propiedades colectoras que puedan activar a
partículas de ganga; deben generar una espuma reproducible con baja sensibilidad a
cambios en la composición de la pulpa de alimentación y deben ser de un costo tal que
permitan su uso a gran escala. Entre los compuestos que reúnen estas características
se encuentran algunos alcoholes, alifáticos y aromáticos, y los éteres poliglicólicos.
En cuanto a las características de la espuma , en la literatura se mencionan las
siguientes apreciaciones cualitativas: El Aceite de Pino genera burbujas pequeñas y
una espuma compacta que se destruye rápidamente una vez fuera de la celda. Este
espumante entrega, en general, valores de recuperación elevados pero por problemas
de atrapamiento y activación de la ganga tiende a contaminar el concentrado.
Dosificaciones excesivas disminuyen el volumen espumación hasta cesar por completo,
fenómeno que se manifiesta como efervescencia sobre la superficie. La espumación
con Acido Cresílico es similar a la del Aceite de Pino pero con burbujas algo mayores.
Las espumas de los alcoholes lineales tienen burbujas más grandes y una estructura de
espuma menos compacta. Un exceso de reactivos tiende a producir espumas más
compactas y, a diferencia de los alcoholes aromáticos no se produce disminución del
volumen de espuma. Los Eteres Poliglicólicos son completamente solubles en agua y
producen estructuras de espumas compactas que duran más y que se destruyen
fácilmente fuera de la celda. Son, en general, más selectivos que los espumantes
obtenidos desde productos naturales y de mejor rendimiento, pero su costo es mayor.
No presentan la tendencia a disminuir la espumación por dosificación excesiva. El
Trietoxibutano produce espumas similares a las del Aceite de Pino, pero tiene menos
tendencia a reducir la espumación ante un exceso de espumante.
La práctica industrial tiende a utilizar mezclas de espumantes con el propósito de
potenciar sus ventajas individuales, así por ejemplo, es normal que las concentradoras
nacionales utilicen como espumante una mezcla de MIBC, Aceite de Pino y Eteres
Poliglicólicos, en proporciones variables que dependen del resultado metalúrgico de
cada planta.
2.1.3.- MODIFICADORES
Como se indicó bajo el nombre de modificadores se agrupan una serie de
reactivos que tienen diferentes funciones. No es posible dar una descripción general de
ellos sin referirse a algunas aplicaciones específicas. A continuación se indican algunos
de los más característicos:
a.- Activantes.
Tienen como función preparar la superficie del mineral para que el colector
pueda adsorberse sobre ella. A modo de ejemplo se tiene la especie Atacamita, se ha
comprobado que este mineral consume xantato pero sin embargo su flotabilidad es muy
Quiroz, R. Apuntes Mineralurgia II , 2000
31
baja. Al agregarse sulfhidrato de sodio a la pulpa se produce, sobre la superficie del
mineral, la siguiente reacción química superficial:
Sulfidización de Atacamita
Capa de CuS
CuCl2 3 Cu(OH)2
CuCl2 3 Cu(OH)2 + HS-
y de allí en adelante el mineral se comporta como si fuese un sulfuro de cobre
respondiendo a la flotación con los colectores tiólicos usuales. Una situación similar se
produce con la Esfalerita, ZnS, este mineral es prácticamente el único sulfuro metálico
que flota deficientemente con xantatos, sin embargo, si se adiciona a la pulpa iones
Cu++ se produce sobre la superficie del mineral una reacción que genera CuS,
comportándose la especie, en adelante, como si fuese un sulfuro de Cobre y
respondiendo adecuadamente a la acción del colector.
b.- Depresores.
Su acción es contraria al caso visto en el párrafo precedente. La función es
inhibir la flotabilidad de alguna determinada especie mineralógica. En el caso de los
minerales sulfurados se tienen compuestos como el Sulfihidrato de Sodio, Cianuro de
Sodio y Sulfuro de Sodio que logran dicho objetivo. En el capítulo correspondiente a
flotación de sulfuros se detallará su acción.
c.- Modificadores de pH.
Una de las variables de operación de mayor utilidad, en un gran número de
sistemas, es el pH de la pulpa. Este suele controlarse por la adición de cal y ácido
sulfúrico o ácido clorhídrico. En el caso de los sulfuros está reconocida la existencia de
un pH crítico que
2.2.- CELDAS DE FLOTACIÓN.
En el mercado existen diferentes diseños de celdas que se utilizan en flotación
industrial. Una clasificación arbitraria de ellas puede distinguir entre celdas neumáticas,
de primera y de segunda generación; celdas mecánicas, celdas de columna y diseños
no convencionales, que se utilizan en casos especiales o que están en proceso de
aprendizaje en la técnica.
Los diseños de celdas permiten cumplir con varios objetivos, entre los que se
encuentran:
Quiroz, R. Apuntes Mineralurgia II , 2000
32
a.- Promover la colisión y posterior unión de partículas y burbujas.
b.- Limitar o disminuir el arrastre mecánico de ganga a la espuma.
c.- Remover oportunamente la espuma mineralizada.
El primero de estos objetivos resulta fundamental para optimizar la variable
Recuperación. Pero debe indicarse que la forma mediante la cual se logra la unión de
las partículas y de las burbujas no se encuentra del todo dilucidada. Al respecto se han
propuesto dos posibles mecanismos: en el primero de ellos el gas se solubiliza para
luego precipitar selectivamente sobre las partículas hidrófobas, es decir, la burbuja se
forma y crece sobre la superficie de las partículas. En el segundo, las partículas
hidrófobas chocan con las burbujas para luego unirse a ellas, en este caso deben
vencerse algunas barreras cinéticas, en particular capas de agua adsorbidas que deben
desalojarse y para lo cual resulta de gran importancia el tamaño de las partículas, de
las burbujas y el tipo de interacción entre las cadenas hidrocarbonadas del colector y
del espumante. En todo caso, una descripción de la hidrodinámica de las celdas de uso
industrial más frecuente permite identificar, en alguna medida, la acción simultánea de
ambos mecanismos.
El segundo objetivo es fundamental para la variable de calidad del producto. En
el sistema, además de las colisiones entre burbujas y partículas hidrófobas, se produce
arrastre de partículas hidrofílicas por efectos puramente mecánicos (choques partícula-
partícula y de estas con burbujas o agregados de partículas y burbujas). A raíz de
estos efectos, eventualmente, pueden salir con la fase espuma partículas hidrofílicas y
disminuir de esa forma la ley de concentrado. Para evitar este efecto las celdas se
diseñan de forma tal que permitan sectores de “aguas quietas”, que faciliten un buen
fraccionamiento de la ganga.
El tercer objetivo es importante para la variable recuperación. La espuma debe
removerse oportunamente, en caso contrario las burbujas mineralizadas pueden
colapsar y reincorporarse a la pulpa.
Todas las celdas de uso industrial cumplen, a lo menos, con los objetivos
indicados anteriormente, pero además cumplen con otros que son propios de su diseño
y que se comentarán en particular.
2.2.1. - Celdas neumáticas.
Entre estos diseños se encuentran los primeros tipos de celdas de uso industrial.
Este tipo de máquinas está prácticamente en desuso, presentaban las ventajas de
bajos costos de inversión y de operación, un buen control del tamaño de burbujas y
permitían, además, un buen fraccionamiento de la ganga. Pero como contrapartida
presentaban recuperaciones menores que las posibles de obtener mediante celdas
mecánicas, esto originó su rápido reemplazo. Los diseños consisten, básicamente, en
recipientes en los cuales se dispersa un flujo de aire, éste, junto con proporcionar las
burbujas necesarias para el sistema, permite mantener a las partículas de la pulpa en
suspensión. Uno de los diseños que ha permanecido, para el tratamiento de relaves y
Quiroz, R. Apuntes Mineralurgia II , 2000
33
algunas operaciones de baja envergadura, es el diseño de las celdas Forrestier, que se
esquematiza en la Figura 2-1.
Tubos de conducción de aire
Flujo de aire
Canaleta de
evacuación de
espumas
Cajón de alimentación
Cajón de descarga de relaves
Figura 2-1: Esquema de una celda neumática Forrester.
2.2.2.- Celdas mecánicas.
Estas celdas están provistas de un sistema mecánico rotor-estator, compuesto
por un elemento móvil que gira y un elemento estático situado a su alrededor. Este
sistema dispersa el flujo de aire, promueve la colisión entre partículas y burbujas y
mantiene a las partículas de la pulpa en suspensión evitando que ellas sedimenten.
El rotor-estator genera una zona de alta turbulencia localizada, que favorece la
colisión entre partículas y burbujas, además, entre el rotor y el estator se genera una
zona de baja presión que favorece la cavitación del gas el cual precipita posteriormente
sobre las partículas hidrófobas. Fuera de esta zona de turbulencia existe otra de aguas
quietas, que permite minimizar el arrastre mecánico de las partículas de ganga y la
destrucción de los pares partícula-burbuja formados.
Las celdas mecánicas se desarrollaron a partir de la década del treinta y sus
características fundamentales han tenido poca variación. Sin embargo, en un recorrido
histórico se advierte que ellas han ido paulatinamente aumentando de tamaño, hasta
alcanzar en la actualidad tamaños del orden de 100 mtrs.cu. Consecuente con ese
crecimiento se han introducido cambios en los diseños del sistema rotor - estator como
asimismo en los dispositivos de control de las máquinas. Algunas de las innovaciones
recientes está en los deflectores que permiten modificar el área de espumación y la
inclusión, en algunos casos, de sistemas de limpieza de espumas con agua de lavado.
En el mercado existen varios diseños de celdas de flotación de este tipo, pero
las concentradoras existentes en el país utilizan de preferencia celdas de tecnología
norteamericana: WEMCO, AGITAIR, DENVER (SVEDALA), DORR, y en la última
década se han incorporado celdas OUTOKUMPU. Debe indicarse que no existen
Quiroz, R. Apuntes Mineralurgia II , 2000
34
diferencias significativas en cuanto al rendimiento de los diferentes diseños de
máquinas, aún cuando algunas de ellas pueden ser especialmente útiles para
determinados propósitos, y que siempre se obtendrán resultados metalúrgicos
comparables al manipular adecuadamente las variables del sistema. En la selección de
la celda, además de los resultados metalúrgicos, pueden tener gravitación la
perfomance del equipo, sobre todo en lo que se refiere a consumos energéticos y
versatilidad en la operación, las innovaciones que permiten mejorar algún aspecto del
rendimiento, la presencia de la empresa fabricante en el mercado, la calidad de sus
servicios post venta y las condiciones de negociación y adquisición de los equipos.
a.- Celdas WEMCO.
Corresponden a un diseño mejorado de las antiguas celdas Fagergren. Estas,
desarrolladas a comienzos de los años 30, tenían un mecanismo constituido por un
rotor y un estator en forma de "jaula de ardilla", lo cual las hacia muy eficientes en
cuanto a la autoaireación y dispersión de las burbujas pero que presentaba limitaciones
hidrodinámicas para su crecimiento, en particular dificultad para mantener partículas
gruesas en suspensión. En los años 1967/1968 WEMCO cambió el sistema de rotor-
estator por uno de nuevo tipo, llamado " 1+1 Rotor estrella-dispersor que permitió
superar la limitación anterior. En la figura 2-2 se muestra este tipo de mecanismo.
Figura 2-3: Sistema Rotor-Estator de celdas WEMCO.
La unidad rotor-estator está sumergida entre 4 y 9 pulgadas lo que hace que
estas celda muestren un bajo consumo de energía además de permitir una buena
recirculación de la pulpa y disminuir el cortocircuito.
Quiroz, R. Apuntes Mineralurgia II , 2000
35
b.- Celdas AGITAIR
El mecanismo de estas celdas está compuesto de un impulsor y de un estabilizador
situado en el piso. El aire se introduce externamente a presiones entre 0.75 y 2 psi de -
pendiendo de la profundidad, tamaño de la máquina y densidad de pulpa. Una vez que
la pulpa se introduce en la celda se distribuye en ella y al entrar en contacto con el
impulsor se somete a una agitación y aireación intensa. Una vez que la pulpa aireada
abandona el impulsor, las burbujas mineralizadas entran en contacto con las cuchillas
del estabilizador que las disgrega y permite que leviten hacia la zona de espuma. En la
Figura 2-4, reproducida desde un catálogo, se muestra este sistema.
Figura 2-4: Sistema Rotor-Estabilizador de celdas AGITAIR.
Quiroz, R. Apuntes Mineralurgia II , 2000
36
c.- Celdas DENVER (SVEDALA).
Son celdas autoaireadas que poseen el sistema de rotor-estator que se muestra
en la figura 2-4. El modelo D-R se caracteriza por tener un collar cónico o cilíndrico que
promueve la recirculación de la pulpa. Este sistema se sitúa en el fondo de la celda.
Este tipo de máquinas se utilizó bastante en operaciones de limpieza, pero en la
actualidad la tendencia es hacia el uso de celdas de columna.
Un aspecto interesante de este diseño es que de alguna forma se ha
estandarizado como máquina de flotación de laboratorio y los resultados que en ella se
obtienen son escalables a otros tipos de máquinas.
Quiroz, R. Apuntes Mineralurgia II , 2000
37
Figura 2-5: Sistema Rotor-Estator de celdas DENVER.
d.- Celdas DORR.
Una de las características distintivas de las celdas Dorr la da su tanque en forma
de U y el diseño del sistema rotor-estator que, tal como se muestra en la figura, tiene
forma de rotor de bomba.
Quiroz, R. Apuntes Mineralurgia II , 2000
38
Figura 2-6: Sistema rotor-estator celdas Dorr
Figura 2-7 Celdas Dorr
Quiroz, R. Apuntes Mineralurgia II , 2000
39
e.- Celdas OUTOKUMPU.
Las celdas OUTOKUMPU tienen el sistema rotor-estator que se muestra en la Figura 2-
5. Ellas comprenden una familia de cuatro tipos de máquinas: SK, OK, OK-TC y HG. En
Minera Escondida Ltda. operan las máquinas OK-100TC
Las máquinas SK son celdas de flotación flash que se sitúan en el sistema de
molienda-clasificación. Ellas se ubican en la descarga del hidrociclón de acuerdo a lo
mostrado en la Figura 2-8.
Estas celdas recolectan el material de tamaño grueso que ha sido liberado,
entregan un producto de calidad final, evitan la sobremolienda y disminuyen el volumen
de celda a utilizar en el circuito convencional.
Las celdas OK son las máquinas convencionales utilizadas en circuitos primarios
y de barrido. Son de fondo cilíndrico lo cual, de acuerdo a los fabricantes, permite una
mejor mezcla de la pulpa con las burbujas y mejora las condiciones hidrodinámicas del
sistema.
Las celdas OK-TC son estanques cilíndricos que acercan la celda a un
comportamiento de mezclador ideal, maximizando la cantidad de colisiones entre
partículas y burbujas y disminuyendo los cortocircuitos entre celdas.
2.2.3.- Celdas neumáticas de segunda generación.
Estos corresponden a los diseños más recientes de celdas neumáticas, por
ejemplo EKOFLOT-V y JAMESON, en uso en empresas de la Región.
El contacto de la pulpa con el flujo de aire se logra en el ducto de alimentación y
el recipiente de la celda sirve básicamente como un depósito separador de la pulpa y
espuma. En la Figura 2-8 se muestra el sistema EKOFLOT-V. La alimentación se hace
a través de una bomba que proporciona un caudal constante, el ducto de alimentación
posee en la parte superior una tobera de Venturi que succiona el aire necesario para la
formación de las burbujas. El flujo de alimentación, pulpa y burbujas, se dispersa a
través de un difusor a un recipiente separador donde se separa la columna de
espumas.
En la parte superior del recipiente se encuentra un cono móvil que permite
regular el área de espumación y un sistema de lluvia de agua de lavado que actúa de
manera similar al de las columnas de flotación. El cono es accionado por un mecanismo
hidráulico y proporciona un grado de libertad adicional para controlar la velocidad de
flotación.
De acuerdo a los fabricantes para obtener buenos resultados basta con el efecto
de autosucción del Venturi, pero eventualmente puede proporcionarse aire en forma
externa, asimismo, la celda puede actuar como una unidad independiente. Las mayores
Quiroz, R. Apuntes Mineralurgia II , 2000
40
aplicaciones de este diseño se registran en minería no-metálica, pero los resultados
que se han informado en flotación de sulfuros de cobre resultan interesantes.
2.2.4.- Celdas de Columna.
En el campo de la técnica la flotación columnar es una tecnología de desarrollo
reciente. Su concepción es del año 1960 sin embargo, la aceptación por parte de la
industria minera fue lenta, registrándose recién a partir de la década del ochenta su uso
masivo en operaciones de limpieza de concentrado.
En la figura 2-9 se esquematiza una celda de columna. En ella se alimenta pulpa
por la parte superior y se dispersa un flujo de aire por la parte inferior. A consecuencia
de lo anterior se produce sedimentación de las partículas las que colisionan, en la
llamada zona de colección, con las burbujas de aire que fluyen en contracorriente. Las
partículas hidrófobas se adhieren a las burbujas y levitan hacia la zona de espuma, las
partículas hidrofílicas en cambio son descargadas por la parte inferior.
En la zona de espuma el drenaje de la ganga, arrastrada por efectos mecánicos
y por las aguas de flotación, se mejora mediante una lluvia de agua de lavado, de tal
forma que la operación de la columna siempre registra un desbalance (BIAS) positivo
de agua.
Lluvia de agua de lavado
Flujo agua de lavado
Evacuación de
espumas Flujo de alimentación
Dispersor de aire
Flujo de aire
Descarga de relaves
Figura 2-9: Esquema de una celda de flotación columnar
La operación y el diseño de las celdas de columna, no obstante corresponder en
rigor a una celda neumática, presentan algunas diferencias fundamentales con las
celdas antes mencionadas, mecánicas y neumáticas, entre estas se tienen:
Quiroz, R. Apuntes Mineralurgia II , 2000
41
i. La columna no posee dispositivos mecánicos.
ii. El aire que se agrega se utiliza exclusivamente en la generación de burbujas.
iii. La limpieza de la espuma se logra mediante el agua de lavado.
iv. En todo momento las partículas se encuentran sedimentando.
v. En la pulpa existe una baja turbulencia y se minimizan los arrastres
mecánicos.
Las características anteriores las hacen especialmente útiles en las operaciones
de limpieza de concentrado ya que obtienen concentrados de mejor ley que las celdas
mecánicas, aún cuando no necesariamente los mismos valores de recuperación.
El elemento que resulta fundamental en las celdas de columna es el dispersor de
aire, este permite generar un haz de burbujas de un tamaño relativamente controlable,
favoreciendo la presencia de micro-burbujas que logran mejores resultados en la
flotación de partículas pequeñas. Existen variados diseños de dispersores, entre los
que se cuentan: dispositivos que generan una dispersión de aire-agua que se inyecta a
la celda y dispositivos con elementos microperforados, de goma o de cerámica, que
difunden el aire a tamaños de burbujas controlado. En todo caso, las mayores
innovaciones realizadas en estos equipos se registran en estos dispositivos.
2.3.- Circuitos de flotación.
Las celdas de flotación se disponen en arreglos, bancadas, de varias celdas que
cumplen funciones distintas. En un circuitos pueden distinguirse varias bancadas de
acuerdo a la función que ellas cumplen.
a.- Bancadas de flotación primaria (Rougher).
Ellas reciben el material de alimentación a la planta. Su objetivo fundamental es
maximizar la recuperación con calidades de concentrado razonables en el marco de la
operación. Debe indicarse que en algunos casos puede obtenerse desde las primeras
celdas concentrado de la calidad apropiada como producto final.
b.- Bancadas de flotación de limpieza (Cleaner).
Ellas se alimentan con concentrado proveniente de otras operaciones de
flotación (primarias o de barrido) y su objetivo fundamental es el maximizar la ley de
concentrado con valores razonables de recuperación. Un caso especial de ello es
cuando la limpieza está precedida de una remolienda de concentrado, en este caso
suele denominarse como relimpieza o recleaner.
c.- Bancadas de barrido (Scavenger).
Ellas procesan las colas generadas en otras operaciones (primarias o de
limpieza) y su objetivo fundamental es el de maximizar la recuperación.
BIBLIOGRAFIA.
Croizier, R, “Flotation, Theory, Reagents and Ore Testing”, Pergamon Press,1992.
Quiroz, R. Apuntes Mineralurgia II , 2000
42
Castro Sergio, "Fundamentos Fisicoquímicos de la Flotación", Curso Panamericano de
Metalurgia Extractiva, Universidad de Concepción, 1983.
Sutulov Alexander, “Flotación de Minerales”, Universidad de Concepción, 1963.
Quiroz, R. Apuntes Mineralurgia II , 2000
También podría gustarte
- PirometalurgiaDocumento34 páginasPirometalurgiafeñamenAún no hay calificaciones
- Bandeja de Aireacion Tarea 12Documento10 páginasBandeja de Aireacion Tarea 12EduarGelvez100% (1)
- Hidrometalurgia 2Documento38 páginasHidrometalurgia 2feñamen100% (1)
- Índice de Carga PuntualDocumento2 páginasÍndice de Carga PuntualfeñamenAún no hay calificaciones
- Clasificación Bieniawski 89Documento10 páginasClasificación Bieniawski 89feñamenAún no hay calificaciones
- Pernos de Anclaje Hydrabolt PDFDocumento15 páginasPernos de Anclaje Hydrabolt PDFfeñamenAún no hay calificaciones
- BOLTEX2Documento7 páginasBOLTEX2feñamenAún no hay calificaciones
- FrirockDocumento3 páginasFrirockfeñamenAún no hay calificaciones
- Evaluación Económica Proyecto MineroDocumento7 páginasEvaluación Económica Proyecto MinerofeñamenAún no hay calificaciones
- Curso Modulo 1Documento21 páginasCurso Modulo 1feñamenAún no hay calificaciones
- ElectrometalurgiaDocumento15 páginasElectrometalurgiafeñamenAún no hay calificaciones
- Cap 3Documento14 páginasCap 3feñamenAún no hay calificaciones
- Modulo 2 Visual BasicDocumento20 páginasModulo 2 Visual BasicfeñamenAún no hay calificaciones
- Pernos de Anclaje HydraboltDocumento15 páginasPernos de Anclaje HydraboltfeñamenAún no hay calificaciones
- Pruebas de Arranque Pernos HelicoidalesDocumento3 páginasPruebas de Arranque Pernos HelicoidalesfeñamenAún no hay calificaciones
- Evaluacion de Parametros Materiales de Fractura en Roca Intacta PDFDocumento210 páginasEvaluacion de Parametros Materiales de Fractura en Roca Intacta PDFfeñamen100% (1)
- Pernos de Anclaje HydraboltDocumento15 páginasPernos de Anclaje HydraboltfeñamenAún no hay calificaciones
- 4to SecundariaDocumento15 páginas4to SecundariaRicardo PazAún no hay calificaciones
- Matriz Batelle Columbus (Grupo-3)Documento17 páginasMatriz Batelle Columbus (Grupo-3)Militho GuerreroAún no hay calificaciones
- BobinaDocumento2 páginasBobinaGustavo Herbas AndiaAún no hay calificaciones
- Prac 1 AnálisisDocumento4 páginasPrac 1 AnálisisSofiaAún no hay calificaciones
- Semejanza CinematicaDocumento13 páginasSemejanza CinematicaPerez StipAún no hay calificaciones
- Practica 4. Funcionales (NUEVA)Documento6 páginasPractica 4. Funcionales (NUEVA)Moisés ChucAún no hay calificaciones
- Mortero MaestroDocumento31 páginasMortero MaestroBogar PinedaAún no hay calificaciones
- Cedula de Cultivo y Demanda de AguaDocumento12 páginasCedula de Cultivo y Demanda de AguaborisAún no hay calificaciones
- Resumen de ArrozDocumento10 páginasResumen de ArrozJosé Tapia BvAún no hay calificaciones
- Propiedades Físicas Del SueloDocumento10 páginasPropiedades Físicas Del SueloLoraine Hernández100% (1)
- Insert Haptoglobin 11935992001 V14 EsDocumento3 páginasInsert Haptoglobin 11935992001 V14 EsFelipe MuñosAún no hay calificaciones
- Manual de Instalación ADSDocumento12 páginasManual de Instalación ADSWalker MendezAún no hay calificaciones
- Julio RojasDocumento23 páginasJulio RojasCarlos MamaniAún no hay calificaciones
- Csa 55 75 10 15 20 HPDocumento8 páginasCsa 55 75 10 15 20 HPjavierladAún no hay calificaciones
- Abfa5a PDFDocumento36 páginasAbfa5a PDFCaitoYuAún no hay calificaciones
- Las 7 Teorías Del Origen de La Vida Más ImportantesDocumento6 páginasLas 7 Teorías Del Origen de La Vida Más ImportantesleidyAún no hay calificaciones
- 12-5 Propiedades de RadiaciónDocumento8 páginas12-5 Propiedades de RadiaciónJosé GuacollanteAún no hay calificaciones
- Urea/Bun BRDocumento2 páginasUrea/Bun BRjuan nicolas barrera angelAún no hay calificaciones
- Cap 05.2 Línea de Base FísicaDocumento196 páginasCap 05.2 Línea de Base FísicaMiller Medina LopezAún no hay calificaciones
- CromatografiaDocumento12 páginasCromatografiaEduardo Elias CastellanosAún no hay calificaciones
- Pin TuraDocumento46 páginasPin TuracesarAún no hay calificaciones
- Informe de Analitica 3Documento4 páginasInforme de Analitica 3Alexito InchunchalaAún no hay calificaciones
- Clasificación de Los Compuestos OrgánicosDocumento9 páginasClasificación de Los Compuestos OrgánicosAlba Guadalupe Barragan Landa100% (1)
- ECUACIONESDocumento15 páginasECUACIONESEdit Salazar ArenasAún no hay calificaciones
- Ot21 Mar Trig6 T 1Documento4 páginasOt21 Mar Trig6 T 1Diego Sandoval LeytonAún no hay calificaciones
- 1 Sesión 01 PDFDocumento10 páginas1 Sesión 01 PDFJhon JahuiraAún no hay calificaciones
- YacimientosDocumento5 páginasYacimientosAngie DG Huane MoralesAún no hay calificaciones
- Practica Obtencion Del Numero de ReynoldsDocumento13 páginasPractica Obtencion Del Numero de ReynoldsLuis Fernando Rivasplata FloresAún no hay calificaciones