También podría gustarte
- Preguntas y Respuestas de Fisica LabDocumento3 páginasPreguntas y Respuestas de Fisica LabYirly YuLieth Guisao ZuluagaAún no hay calificaciones
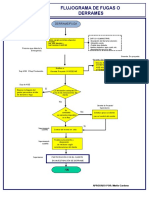
- F-VA Flujo para Emergencias en Caso de Derrame o Fugas Rev.07Documento1 páginaF-VA Flujo para Emergencias en Caso de Derrame o Fugas Rev.07Marbic Cortes100% (1)
- Apuntes - Convenio MultilateralDocumento5 páginasApuntes - Convenio Multilateraldiegoarjona01Aún no hay calificaciones
- Práctica 3. OsmosisDocumento5 páginasPráctica 3. OsmosisJoshua SilvaAún no hay calificaciones
- Actividad UltimaDocumento5 páginasActividad UltimaSebastian Alonso Leyva VallejosAún no hay calificaciones
- Denuncia Por RoboDocumento2 páginasDenuncia Por RoboMarco Antonio GomezAún no hay calificaciones
- Planificacion Estrategica y Control de Gestion Rectificadora DuranDocumento17 páginasPlanificacion Estrategica y Control de Gestion Rectificadora DuranSaio Kamara100% (1)
- Lista de Chequeo Actividad 3 PDFDocumento1 páginaLista de Chequeo Actividad 3 PDFJulian OrozAún no hay calificaciones
- 03 Pu Ib473 Procesos Normativos Del Proyecto Arq y UrbDocumento11 páginas03 Pu Ib473 Procesos Normativos Del Proyecto Arq y UrbJOSE GUSTAVO CERROS VIDRIOAún no hay calificaciones
- Capitulo 1 de Comunicaciones OpticasDocumento25 páginasCapitulo 1 de Comunicaciones OpticasrodrillogoAún no hay calificaciones
- GalapagosDocumento113 páginasGalapagosFabian Leonel Ferrin CornejoAún no hay calificaciones
- Triptico PDFDocumento2 páginasTriptico PDFJohanna LuPa QuispeAún no hay calificaciones
- Unidad 3. La Entrevista PDFDocumento27 páginasUnidad 3. La Entrevista PDFCarolina StanislavskiAún no hay calificaciones
- Guía EmigrantesDocumento7 páginasGuía EmigrantesWenndy Marjorie Concha MuñozAún no hay calificaciones
- Check ListDocumento1 páginaCheck ListFRANCISCO DE LA CRUZ FIESTASAún no hay calificaciones
- Cuestionario Práctica 2Documento3 páginasCuestionario Práctica 2Daniel Andoney ValdezAún no hay calificaciones
- Directorio de SociedadesDocumento12 páginasDirectorio de SociedadesCatherin Moya QuispeAún no hay calificaciones
- Andrea Silva 775818Documento4 páginasAndrea Silva 775818Juan Felipe RodriguezAún no hay calificaciones
- 13 PPT Sesión 13 - Presup. de Costos Indirectos de Fabricacion y Gtos Operativos 4Documento9 páginas13 PPT Sesión 13 - Presup. de Costos Indirectos de Fabricacion y Gtos Operativos 4Eduardo AlonsoAún no hay calificaciones
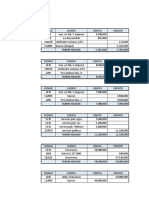
- Asientos Contables Tercer Semestre N1Documento9 páginasAsientos Contables Tercer Semestre N1obeimar riañoAún no hay calificaciones
- Integrales HiperbólicasDocumento13 páginasIntegrales HiperbólicasÓsmarAcurio100% (1)
- ESBapa02 Dimitri Salmon Buche SaharaDocumento2 páginasESBapa02 Dimitri Salmon Buche SaharaDiego OlguinAún no hay calificaciones
- EEA - G1 - Proyecto FinalDocumento38 páginasEEA - G1 - Proyecto FinalEvelyn Akemy Bautista RojasAún no hay calificaciones
- Pa 1 Realidad Nacional e Internacional..Documento4 páginasPa 1 Realidad Nacional e Internacional..Margot HuayllaniAún no hay calificaciones
- Trabajo Mecánico en Caliente y en FríoDocumento86 páginasTrabajo Mecánico en Caliente y en FríoPollo LozanoAún no hay calificaciones
- Adonde Fueron Los Bichos PDFDocumento23 páginasAdonde Fueron Los Bichos PDFElizabeth MarlboroughAún no hay calificaciones
- La Agonia de Rasu ÑitiDocumento7 páginasLa Agonia de Rasu Ñitiprofesoracarmenmena86% (7)
- SUNASSDocumento21 páginasSUNASSSOL YOMIRA SEGOVIA SOTOAún no hay calificaciones
- Adherencia y Anclaje ResumenDocumento15 páginasAdherencia y Anclaje ResumenAlex Fernadez0% (1)
- Lista de Chequeo Gestion Del CambioDocumento2 páginasLista de Chequeo Gestion Del CambioSergiio Solano HundelhausenAún no hay calificaciones