También podría gustarte
- Problemario 4 VibracionesDocumento5 páginasProblemario 4 Vibracionesomar ustoaAún no hay calificaciones
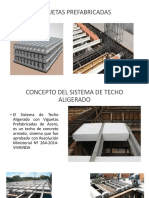
- Viguetas PrefabricadasDocumento60 páginasViguetas PrefabricadasJhap ChzAún no hay calificaciones
- Proyecto Sistemas HidraulicosDocumento19 páginasProyecto Sistemas Hidraulicosomar ustoaAún no hay calificaciones
- P1 - Mecánica de FluidosDocumento9 páginasP1 - Mecánica de Fluidosomar ustoaAún no hay calificaciones
- Evaluacion ControladoresDocumento7 páginasEvaluacion Controladoresomar ustoaAún no hay calificaciones
- Presentación de Competencia 1 FluidosDocumento36 páginasPresentación de Competencia 1 Fluidosomar ustoaAún no hay calificaciones
- Cuestionario Vibraciones Parcial 2 - Ramirez UstoaDocumento12 páginasCuestionario Vibraciones Parcial 2 - Ramirez Ustoaomar ustoaAún no hay calificaciones
- Crucigrama de ConceptosDocumento1 páginaCrucigrama de Conceptosomar ustoaAún no hay calificaciones
- Evaluación de Valvulas y Actuadors Ramirez UstoaDocumento16 páginasEvaluación de Valvulas y Actuadors Ramirez Ustoaomar ustoaAún no hay calificaciones
- Problemario Quimica U1Documento11 páginasProblemario Quimica U1omar ustoaAún no hay calificaciones
- Definición de Fluido y DensidadDocumento2 páginasDefinición de Fluido y Densidadomar ustoaAún no hay calificaciones
- Reporte de Práctica NeumaticaDocumento2 páginasReporte de Práctica Neumaticaomar ustoaAún no hay calificaciones
- Ejercicios Ley de Viscosidad de NewtonDocumento2 páginasEjercicios Ley de Viscosidad de Newtonomar ustoaAún no hay calificaciones
- Puente TacomaDocumento3 páginasPuente Tacomaomar ustoaAún no hay calificaciones
- Cuestionario Parcial 3 VibracionesDocumento6 páginasCuestionario Parcial 3 Vibracionesomar ustoaAún no hay calificaciones
- Espectro Del SonidoDocumento4 páginasEspectro Del Sonidoomar ustoaAún no hay calificaciones
- Determinar Potencia en KWDocumento3 páginasDeterminar Potencia en KWomar ustoaAún no hay calificaciones
- Vibraciones en El Cuerpo HumanoDocumento4 páginasVibraciones en El Cuerpo Humanoomar ustoa100% (1)
- Problemario 4 VibracionesDocumento5 páginasProblemario 4 Vibracionesomar ustoaAún no hay calificaciones
- Uniones AtornilladasDocumento11 páginasUniones Atornilladasomar ustoaAún no hay calificaciones
- Actividad1 3 Ramirez Ustoa Omar JosuéDocumento13 páginasActividad1 3 Ramirez Ustoa Omar Josuéomar ustoaAún no hay calificaciones
- Diodo SchottkyDocumento9 páginasDiodo SchottkyAmanda BuchizoAún no hay calificaciones
- Informe Del Ensayo de GranulometriaDocumento32 páginasInforme Del Ensayo de GranulometriaNoemi Milagros Yucra VargasAún no hay calificaciones
- Descripción Del ProductoDocumento3 páginasDescripción Del ProductoJimm VillegasAún no hay calificaciones
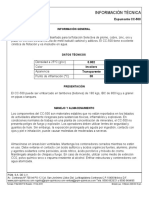
- Hoja Técnica CC-500Documento1 páginaHoja Técnica CC-500Misael Chavez OrozcoAún no hay calificaciones
- NCh0730-1974 Pefiles Estructurales Al Arco SumergidoDocumento21 páginasNCh0730-1974 Pefiles Estructurales Al Arco SumergidoLora BoydAún no hay calificaciones
- Especific. RRSS Huancapi OkDocumento205 páginasEspecific. RRSS Huancapi OkEdwin Malca OreAún no hay calificaciones
- Miguel Alegre Semana 05 Procesos ExtractivosDocumento5 páginasMiguel Alegre Semana 05 Procesos Extractivosmiguel alegreAún no hay calificaciones
- Msds - Air Tool Oil s2 A 100Documento8 páginasMsds - Air Tool Oil s2 A 100Roger ObregonAún no hay calificaciones
- Lina Marcela Cassierra Tesis Grado Maestria 20 Mayo 2015Documento137 páginasLina Marcela Cassierra Tesis Grado Maestria 20 Mayo 2015Brandon RojasAún no hay calificaciones
- Catalogo de Conceptos-JoraliDocumento4 páginasCatalogo de Conceptos-JoraliWiiliam Enrique González HerediaAún no hay calificaciones
- Informe de Laboratorio 1Documento5 páginasInforme de Laboratorio 1Catalina peña castellanosAún no hay calificaciones
- INFORME N°5. Conservación de La Energía y CalorimetríaDocumento5 páginasINFORME N°5. Conservación de La Energía y CalorimetríaDany MejiaAún no hay calificaciones
- Paper TostacionDocumento15 páginasPaper Tostacionstvef117Aún no hay calificaciones
- Al Quil Bence NoDocumento3 páginasAl Quil Bence NoEdhEr HernándezAún no hay calificaciones
- Plan de Recojo de Desperdicios o Residuos Sólidos HUANUCO 4 J Y M ALIMENTOSDocumento11 páginasPlan de Recojo de Desperdicios o Residuos Sólidos HUANUCO 4 J Y M ALIMENTOSAndy Romeo Cotrina Escobal100% (1)
- Lab Quimica 4Documento12 páginasLab Quimica 4DIEGO ALONSO DIAZ CONDORIAún no hay calificaciones
- Reactivos de FlotaciónDocumento37 páginasReactivos de Flotacióneverardo100% (1)
- Modulo de Elasticidad de Una Liga. UNACDocumento10 páginasModulo de Elasticidad de Una Liga. UNACRogertemeros Acosta CamiñaAún no hay calificaciones
- Semana DosDocumento36 páginasSemana DosRamon Manuel Portocarrero CardenasAún no hay calificaciones
- Además Del FrotamientoDocumento5 páginasAdemás Del FrotamientojordanisanabriaAún no hay calificaciones
- Oxi 2Documento6 páginasOxi 2gamalielAún no hay calificaciones
- Reforzamiento VIGAS A FLEXION - FRPDocumento29 páginasReforzamiento VIGAS A FLEXION - FRPpimpollonAún no hay calificaciones
- TermodinamicaDocumento6 páginasTermodinamicaMoHe HernandezAún no hay calificaciones
- Origen y Formación, Minerales Asociados y AlteraciónDocumento57 páginasOrigen y Formación, Minerales Asociados y Alteraciónnelson romeroAún no hay calificaciones
- T11 - Yesos DentalesDocumento4 páginasT11 - Yesos DentalesIgnacio Banderas LópezAún no hay calificaciones
- Templabilidad 2019Documento42 páginasTemplabilidad 2019Juan AraujoAún no hay calificaciones
- Principios Basicos de YacimientopDocumento13 páginasPrincipios Basicos de YacimientopRivMendAún no hay calificaciones
- Polimero Anionico A756Documento4 páginasPolimero Anionico A756Aaron LaraAún no hay calificaciones
- Conexión de Placa Externa EmpernadaDocumento26 páginasConexión de Placa Externa EmpernadaMaria TroyaAún no hay calificaciones