También podría gustarte
- Tipos de LosasDocumento46 páginasTipos de LosasFrancisco Ahmar Mandujano Lázaro100% (1)
- Analisis de Costos Unitarios BañosDocumento18 páginasAnalisis de Costos Unitarios BañosMariel valdivia lopez33% (3)
- Exposición AdobeDocumento12 páginasExposición AdobeMinisterio de Musica Regina Coelli33% (3)
- Acero 1020 - 1040Documento6 páginasAcero 1020 - 1040Rubén Álvarez0% (1)
- Cámara t13Documento231 páginasCámara t13Proyecto Zona RosaAún no hay calificaciones
- Péndulo MetrónomoDocumento2 páginasPéndulo MetrónomoGustavo RodriguezAún no hay calificaciones
- Acciones AgrariasDocumento11 páginasAcciones AgrariasGustavo RodriguezAún no hay calificaciones
- Unidad 2Documento7 páginasUnidad 2Gustavo RodriguezAún no hay calificaciones
- Energia de FermiDocumento2 páginasEnergia de FermiGustavo RodriguezAún no hay calificaciones
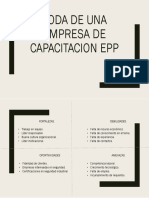
- Analisis Foda EjemploDocumento2 páginasAnalisis Foda EjemploGustavo RodriguezAún no hay calificaciones
- Marco TeóricoDocumento6 páginasMarco TeóricoGustavo RodriguezAún no hay calificaciones
- File PDFDocumento1 páginaFile PDFGustavo RodriguezAún no hay calificaciones
- 03 PE Matemáticas para Ingeniería I 2018Documento17 páginas03 PE Matemáticas para Ingeniería I 2018Gustavo Rodriguez0% (1)
- Superconductor y SemiconductorDocumento2 páginasSuperconductor y SemiconductorGustavo RodriguezAún no hay calificaciones
- Informe de Obra HidrosanitariaDocumento13 páginasInforme de Obra HidrosanitariaCamilo OsorioAún no hay calificaciones
- Especificaciones Tecnicas NosotrosDocumento128 páginasEspecificaciones Tecnicas Nosotrosbraian cordobaAún no hay calificaciones
- Calculo de La Soldadura 119-123Documento5 páginasCalculo de La Soldadura 119-123Michelle AguilarAún no hay calificaciones
- CONTENIDO CONSTRUDATA Ed 209 Op 56856-179-184 Red Hidráulica - CompressedDocumento6 páginasCONTENIDO CONSTRUDATA Ed 209 Op 56856-179-184 Red Hidráulica - Compressedalejo_ochoAún no hay calificaciones
- Presupuesto de ObraDocumento6 páginasPresupuesto de ObraPerú - IcaAún no hay calificaciones
- Soldadura EncuestaDocumento6 páginasSoldadura Encuestamaro151Aún no hay calificaciones
- FT - Cimiento Corrido de PiedraDocumento2 páginasFT - Cimiento Corrido de PiedraEDGAR J. GARCIA ARZOLAAún no hay calificaciones
- Expediente Tecnico AnaximandroDocumento9 páginasExpediente Tecnico AnaximandroEsteban DCAún no hay calificaciones
- TAREA 1 - Formulario de Inspección y Peritaje de Tu ViviendaDocumento8 páginasTAREA 1 - Formulario de Inspección y Peritaje de Tu ViviendaEdúAún no hay calificaciones
- 005 Apu Lagunas de EstabilizacionDocumento12 páginas005 Apu Lagunas de EstabilizacionRosalia Navarrete VegaAún no hay calificaciones
- Análisis de Costos UnitariosDocumento3 páginasAnálisis de Costos UnitariosJhonny Jean Ocampo RamosAún no hay calificaciones
- Conductores EléctricosDocumento15 páginasConductores EléctricosGermain YepesAún no hay calificaciones
- Especificaciones TecnicasDocumento272 páginasEspecificaciones TecnicasEdgar Silva MedinaAún no hay calificaciones
- Guia de Productos Cepex Mexico, S.A. de C. V PDFDocumento96 páginasGuia de Productos Cepex Mexico, S.A. de C. V PDFmalcivar67Aún no hay calificaciones
- INIFED7Documento20 páginasINIFED7Christian HernándezAún no hay calificaciones
- Inventario 2022 OriDocumento15 páginasInventario 2022 OriZully Teresita ChamorroAún no hay calificaciones
- Presentacion de ElectrodosDocumento13 páginasPresentacion de ElectrodoswilmerAún no hay calificaciones
- Electrodos ContinuosDocumento12 páginasElectrodos ContinuosDeivid OtApAún no hay calificaciones
- Catalogo Tarifa Mayo 2008 FulmaDocumento121 páginasCatalogo Tarifa Mayo 2008 FulmakensoiAún no hay calificaciones
- Presupuestos y Analisis de Costos Unitarios Trabajo GrupalDocumento86 páginasPresupuestos y Analisis de Costos Unitarios Trabajo GrupalKarol Sotomayor GonzalesAún no hay calificaciones
- C4. - Metodo Servicio (A)Documento7 páginasC4. - Metodo Servicio (A)Steven Hugo GuadamurAún no hay calificaciones
- Panel Fotografico-02Documento16 páginasPanel Fotografico-02Anderson CórdovaAún no hay calificaciones
- ExtrusionDocumento9 páginasExtrusionMari DaryAún no hay calificaciones
- Normas Armonizadas. Directiva de MáquinasDocumento36 páginasNormas Armonizadas. Directiva de MáquinasAinhoa_SAún no hay calificaciones
- Módulo de Clase Metalurgia Del HierroDocumento36 páginasMódulo de Clase Metalurgia Del HierroJuan Manuel Uceda PérezAún no hay calificaciones