También podría gustarte
- Set de MemoriaDocumento37 páginasSet de Memoriasvenviper100% (1)
- Proceso Clarificado Procesos IndustrialesDocumento7 páginasProceso Clarificado Procesos IndustrialesDenis CMAún no hay calificaciones
- Trabajo CafeDocumento26 páginasTrabajo CafeDenis CMAún no hay calificaciones
- Proyecto de Ingenieria 1Documento5 páginasProyecto de Ingenieria 1Denis CMAún no hay calificaciones
- Solutions For Fundamentals of Modern ManufacturingDocumento18 páginasSolutions For Fundamentals of Modern ManufacturingDenis CMAún no hay calificaciones
- Trabajo CafeDocumento26 páginasTrabajo CafeDenis CMAún no hay calificaciones
- Problemas para Resolver PERT CPM 42096Documento2 páginasProblemas para Resolver PERT CPM 42096Denis CMAún no hay calificaciones
- EjerciciosCPM PERT 24806Documento2 páginasEjerciciosCPM PERT 24806Denis CMAún no hay calificaciones
- Procesos AbrasivosDocumento12 páginasProcesos AbrasivosDenis CMAún no hay calificaciones
- TGS - La Moralidad de Los Sistemas - RSEDocumento10 páginasTGS - La Moralidad de Los Sistemas - RSEDenis CMAún no hay calificaciones
- Curriculum ErickDocumento4 páginasCurriculum ErickErick S. Escalante OlanoAún no hay calificaciones
- Compra SaludableDocumento4 páginasCompra SaludableIsmael MedranoAún no hay calificaciones
- Proceso Impresión LibrosDocumento6 páginasProceso Impresión LibrosBrandonRivasGiraldoAún no hay calificaciones
- 2017-06-16la Lemniscata de BernoulliDocumento4 páginas2017-06-16la Lemniscata de BernoulliLupiita Contreras CalderónAún no hay calificaciones
- FEMINICIDIO EN EL PERÚ - VerazteguiDocumento3 páginasFEMINICIDIO EN EL PERÚ - VerazteguiRealba SolariAún no hay calificaciones
- Allium AscalonicumDocumento4 páginasAllium Ascalonicummemo2688Aún no hay calificaciones
- Altura de PresasDocumento9 páginasAltura de PresasFranky Florez LeonAún no hay calificaciones
- El Maná de La Torá Por DR Ketriel Blad - Parasha 32 - BeHar - en El Monte - 2023Documento4 páginasEl Maná de La Torá Por DR Ketriel Blad - Parasha 32 - BeHar - en El Monte - 2023Nestor ChacinAún no hay calificaciones
- Guía 03 de WordDocumento2 páginasGuía 03 de Worddiego alejandro jimenez espinelAún no hay calificaciones
- Artículo Docente. Factores de Conversión vs. Reglas de TresDocumento5 páginasArtículo Docente. Factores de Conversión vs. Reglas de Tresliv2017@hotmail.comAún no hay calificaciones
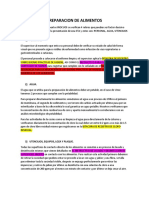
- Instructivo para La Preparacion de AlimentosDocumento4 páginasInstructivo para La Preparacion de AlimentosCarlos Roberto Guevara AndreuAún no hay calificaciones
- El León y El RatónDocumento2 páginasEl León y El RatónEstefanía100% (1)
- Forza EnviosDocumento5 páginasForza EnviosJuana Ramos RaliosAún no hay calificaciones
- Semana2a ArreglosAtomicosDocumento21 páginasSemana2a ArreglosAtomicosJean Pierre León BravoAún no hay calificaciones
- Cordova Alfredo Act1 3Documento9 páginasCordova Alfredo Act1 3Alfredo De Jesus Cordova Abarca100% (2)
- Informe LeydeOhmDocumento6 páginasInforme LeydeOhmNicolás PáezAún no hay calificaciones
- OrtografiaDocumento15 páginasOrtografiaRiuu01Aún no hay calificaciones
- Practica para El Examen CompTIA A+ 220-901 - v2Documento51 páginasPractica para El Examen CompTIA A+ 220-901 - v2nelson acevedoAún no hay calificaciones
- Sistemas de Control PremaestriaDocumento45 páginasSistemas de Control PremaestriaEDINSON HERRERA VASQUEZAún no hay calificaciones
- Novalis Himnos A La NocheDocumento36 páginasNovalis Himnos A La NocheJavier MoralesAún no hay calificaciones
- ESTUDIO FACTIBILIDAD 2010 CompletoDocumento124 páginasESTUDIO FACTIBILIDAD 2010 CompletoEnidAún no hay calificaciones
- Marbury Vs MadisonDocumento10 páginasMarbury Vs MadisonMish Jhoselyn Limachi LopezAún no hay calificaciones
- Diseño Del Producto Jabones Artesanales H&CDocumento53 páginasDiseño Del Producto Jabones Artesanales H&CVictor A González PeñaAún no hay calificaciones
- Decreto 108 EXENTO: Fecha Publicación: 18-FEB-2008 - Fecha Promulgación: 23-ENE-2008Documento13 páginasDecreto 108 EXENTO: Fecha Publicación: 18-FEB-2008 - Fecha Promulgación: 23-ENE-2008Andrés RetamalesAún no hay calificaciones
- La Contaminación Aumenta en La Mayoría de Los Ríos de América LatinaDocumento7 páginasLa Contaminación Aumenta en La Mayoría de Los Ríos de América Latinasheyla ACCAún no hay calificaciones
- Anteproyecto YorgelysDocumento9 páginasAnteproyecto YorgelyssimonAún no hay calificaciones
- Lista - Chequeo Seguridad Nube - GoCargoDocumento24 páginasLista - Chequeo Seguridad Nube - GoCargoJavier AcerosAún no hay calificaciones
- Articulación TemporomandibularDocumento2 páginasArticulación TemporomandibularOne TimeAún no hay calificaciones
- Desayuno Paleo RecetasDocumento43 páginasDesayuno Paleo RecetasCristianPon100% (2)