También podría gustarte
- Seminar For ANSYS Workbench3Documento125 páginasSeminar For ANSYS Workbench3reda redaAún no hay calificaciones
- ME05600CDocumento15 páginasME05600Creda redaAún no hay calificaciones
- Docum RINADocumento51 páginasDocum RINAreda redaAún no hay calificaciones
- Comsol Multiphysics Basics 03 PDFDocumento104 páginasComsol Multiphysics Basics 03 PDFreda redaAún no hay calificaciones
- Anexos HHP AndeDocumento68 páginasAnexos HHP AndeSheyla Vanina100% (2)
- Fundición de HierroDocumento1 páginaFundición de HierromilwarcitoAún no hay calificaciones
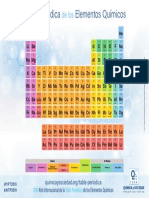
- Tabla Periodica PDFDocumento1 páginaTabla Periodica PDFMaría Fernanda Marcano MAún no hay calificaciones
- ApuntesDocumento3 páginasApuntesJose fuentesAún no hay calificaciones
- 5434 Cfds 3Documento3 páginas5434 Cfds 3hgn200% (1)
- Act 7 Opc 1 Sistemas IntegradosDocumento2 páginasAct 7 Opc 1 Sistemas IntegradosJose MiguelAún no hay calificaciones
- Guia IV. - MOLDEO Y MACHOSDocumento11 páginasGuia IV. - MOLDEO Y MACHOSJuan HincapiéAún no hay calificaciones
- Formulario Ciencias BasicasDocumento17 páginasFormulario Ciencias BasicasjoeAún no hay calificaciones
- Geografia Economica - Unidad IIIDocumento30 páginasGeografia Economica - Unidad IIIMaria Eugenia Ferreira MartinezAún no hay calificaciones
- Manual Ahmsa 2013-2-36Documento1 páginaManual Ahmsa 2013-2-36carlos puche ojedaAún no hay calificaciones
- Emt ColmenaDocumento1 páginaEmt ColmenaAriel MendozaAún no hay calificaciones
- Fundidora El Cubilote-Bejarano Justiniano ErickDocumento56 páginasFundidora El Cubilote-Bejarano Justiniano ErickErick Rodrigo Bejarano JustinianoAún no hay calificaciones
- Elementos QuímicosDocumento10 páginasElementos QuímicosXtina306Aún no hay calificaciones
- 6.fundiciones Gris y Nodular - Clase 6Documento142 páginas6.fundiciones Gris y Nodular - Clase 6jatz21Aún no hay calificaciones
- Propiedades Elasticas de Los AlambresDocumento73 páginasPropiedades Elasticas de Los AlambresALEJANDRA INÉS NIETO ARIASAún no hay calificaciones
- Practica 02Documento14 páginasPractica 02Edgar Saquinga Jr.Aún no hay calificaciones
- Latones RojosDocumento41 páginasLatones RojosAlejandra CedilloAún no hay calificaciones
- Aws d1.5 PDFDocumento42 páginasAws d1.5 PDFFernandoBravoAún no hay calificaciones
- Catalogo Obra TulumDocumento7 páginasCatalogo Obra TulumRaymundo Estrada SuárezAún no hay calificaciones
- Catalogo de Normas 2017 FinalDocumento107 páginasCatalogo de Normas 2017 FinalAlejandro HernandezAún no hay calificaciones
- Reporte de Estequiometría Del ZN en Merrill CroweDocumento6 páginasReporte de Estequiometría Del ZN en Merrill CroweJesica CeballosAún no hay calificaciones
- Proteccion Catodica Por Anodo de SacrificioDocumento8 páginasProteccion Catodica Por Anodo de SacrificioSiLver WarsAún no hay calificaciones
- Agrietamiento X Difusion D HidrogenoDocumento6 páginasAgrietamiento X Difusion D HidrogenoGabriel VelardeAún no hay calificaciones
- 12791Documento10 páginas12791pedro 1Aún no hay calificaciones
- Deficiencias-Cítricos - Yara MéxicoDocumento25 páginasDeficiencias-Cítricos - Yara MéxicoNeryZapataMontesAún no hay calificaciones
- Curso de Proteccion Catodica - Petro Mark IdmDocumento49 páginasCurso de Proteccion Catodica - Petro Mark IdmFreddy Ibañez PeñaAún no hay calificaciones
- Minas y Ferrerías en Ezcaray.Documento19 páginasMinas y Ferrerías en Ezcaray.AdolfoSotoSaezAún no hay calificaciones
- FORJADODocumento3 páginasFORJADOAndy MichaelAún no hay calificaciones
- Como Realizar Los Cordones de SoldaduraDocumento14 páginasComo Realizar Los Cordones de SoldadurasegundoalvarezsantillasAún no hay calificaciones
- Sae - 1018Documento2 páginasSae - 1018Dario Javier PasquelAún no hay calificaciones