También podría gustarte
- 2 - 1 CompresoresDocumento52 páginas2 - 1 CompresoresCinthya NorabuenaAún no hay calificaciones
- Factura DHLDocumento1 páginaFactura DHLRecepcionista M.T.100% (3)
- La Vida Cotidiana y Su HistoriaDocumento1 páginaLa Vida Cotidiana y Su HistoriaAdriana Lalokita GomezAún no hay calificaciones
- Actividad de Agua ESDocumento10 páginasActividad de Agua ESCinthya NorabuenaAún no hay calificaciones
- Antecedentes de La FotografíaDocumento4 páginasAntecedentes de La FotografíaChu ChuAún no hay calificaciones
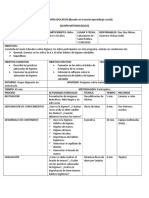
- GUIÓN METODOLOGICO (Autoguardado)Documento2 páginasGUIÓN METODOLOGICO (Autoguardado)Delki83% (6)
- Formulario TransformadoresDocumento4 páginasFormulario TransformadoresRodrigo LaraAún no hay calificaciones
- Ih Edgar 01 DetallesDocumento1 páginaIh Edgar 01 DetallesEdgar Cabrera0% (1)
- Grupo 1 - Cuarta PrácticaDocumento9 páginasGrupo 1 - Cuarta PrácticaCinthya NorabuenaAún no hay calificaciones
- Presentación de Curso-nEPTALIDocumento43 páginasPresentación de Curso-nEPTALICinthya NorabuenaAún no hay calificaciones
- Evaluación de La Conductividad Térmica y El Tiempo de CongelamientoDocumento113 páginasEvaluación de La Conductividad Térmica y El Tiempo de CongelamientoCinthya Norabuena100% (1)
- 1 - 2 RefrigerantesDocumento76 páginas1 - 2 RefrigerantesCinthya NorabuenaAún no hay calificaciones
- Cytef2014 176Documento8 páginasCytef2014 176Cinthya NorabuenaAún no hay calificaciones
- Sistema de Control y Ajuste para Un Refrigerador de Uso DomésticoDocumento129 páginasSistema de Control y Ajuste para Un Refrigerador de Uso DomésticoCinthya Norabuena100% (1)
- Clase III Producción de CuyesDocumento115 páginasClase III Producción de CuyesCinthya NorabuenaAún no hay calificaciones
- Clase 12 Protocolos de Analisis de Regsitro Sanitario DIGESADocumento54 páginasClase 12 Protocolos de Analisis de Regsitro Sanitario DIGESACinthya NorabuenaAún no hay calificaciones
- LADMEDocumento124 páginasLADMECinthya NorabuenaAún no hay calificaciones
- 1 - 1 Metodos Produccion Frio PDFDocumento39 páginas1 - 1 Metodos Produccion Frio PDFCinthya NorabuenaAún no hay calificaciones
- Agricultura Horticultura IDocumento354 páginasAgricultura Horticultura IFrancisco FelixAún no hay calificaciones
- Granda Leon Onofa Laboratorio6Documento5 páginasGranda Leon Onofa Laboratorio6Danilo Leon GuerreroAún no hay calificaciones
- UrbanismoDocumento20 páginasUrbanismoMarRrRCEeeeAún no hay calificaciones
- Manual Del Usuario Del Computador - Trabajo FinalDocumento16 páginasManual Del Usuario Del Computador - Trabajo Finalcesar david moralesAún no hay calificaciones
- Silabo 2019-II Evaluación de Impacto Ambiental BDocumento9 páginasSilabo 2019-II Evaluación de Impacto Ambiental BSantiago VegaAún no hay calificaciones
- Check List Generador ElectricoDocumento1 páginaCheck List Generador ElectricoAndrea Corrales EscobarAún no hay calificaciones
- Manometro en Forma de U, Bourdon y TruncadoDocumento5 páginasManometro en Forma de U, Bourdon y Truncadojulian gonzalezAún no hay calificaciones
- Medidores de Energia y ConeccionesDocumento50 páginasMedidores de Energia y ConeccionesedutintaAún no hay calificaciones
- Manual Auditorias y PamasDocumento126 páginasManual Auditorias y PamasÁngeles RodríguezAún no hay calificaciones
- RUC: 20552836481 Boleta Electrónica B003-102622Documento1 páginaRUC: 20552836481 Boleta Electrónica B003-102622Alexander GonzálezAún no hay calificaciones
- Nice MotorDocumento113 páginasNice MotorsilmarquiAún no hay calificaciones
- Unidad II de Fundamentos de Bases de DatosDocumento16 páginasUnidad II de Fundamentos de Bases de DatosangelAún no hay calificaciones
- Tomo II Instalaciones Hidro-Sanitarias V 2.0-3Documento4 páginasTomo II Instalaciones Hidro-Sanitarias V 2.0-3Angel Flores GarciaAún no hay calificaciones
- Zap. AisladaDocumento1 páginaZap. AisladaLeonor RebollarAún no hay calificaciones
- Reporte Anatomia TerminadoDocumento17 páginasReporte Anatomia TerminadojoceisaAún no hay calificaciones
- Bombas Alternativas o de PistónDocumento5 páginasBombas Alternativas o de PistónKarim Sowley DelgadoAún no hay calificaciones
- Reporte Diario Sjg2016-2D Agosto 4Documento27 páginasReporte Diario Sjg2016-2D Agosto 4Jorge RíosAún no hay calificaciones
- Las Redes EducativasDocumento2 páginasLas Redes Educativasmanuel montoya lopezAún no hay calificaciones
- Estrategia de Negocios Segun JofreDocumento4 páginasEstrategia de Negocios Segun JofreannAún no hay calificaciones
- Proyecto Especifico Astrea CesarDocumento34 páginasProyecto Especifico Astrea CesarfernandoAún no hay calificaciones
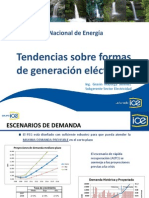
- Tendencias Sobre Formas de Generacion Electrica-Gravin MayorgaDocumento85 páginasTendencias Sobre Formas de Generacion Electrica-Gravin Mayorgajdlara5000Aún no hay calificaciones
- CONTROL ALIMENTARIO: Determinación Del Contenido en Cenizas de La Harina de Trigo.Documento2 páginasCONTROL ALIMENTARIO: Determinación Del Contenido en Cenizas de La Harina de Trigo.txikitaAún no hay calificaciones
- Autos IDEDocumento13 páginasAutos IDEIsak PalomAún no hay calificaciones