También podría gustarte
- NTC3293 PDFDocumento82 páginasNTC3293 PDFREDEGAS INGENIERIAAún no hay calificaciones
- Informe Etapa 1 - Diagnóstico de Procesos de TIDocumento64 páginasInforme Etapa 1 - Diagnóstico de Procesos de TIDaniel RraAún no hay calificaciones
- Clase 6 Herramientas de Programación LinealDocumento74 páginasClase 6 Herramientas de Programación Linealcarloshugolety50% (2)
- Autoevaluacion Capitulo 1Documento2 páginasAutoevaluacion Capitulo 1Choc Carrascoza Angie GislenyAún no hay calificaciones
- Ricardo Nassif Pedagogia General Cap 1 PDFDocumento9 páginasRicardo Nassif Pedagogia General Cap 1 PDFCecilia Mulé100% (2)
- Ecuaciones Termodin Amica de Los Procesos: 1. Modulo 1: Balance de Masa y Energ IaDocumento19 páginasEcuaciones Termodin Amica de Los Procesos: 1. Modulo 1: Balance de Masa y Energ IaAndres LaufgangAún no hay calificaciones
- Desarrollo HumanoDocumento5 páginasDesarrollo HumanoEnrique NaranjoAún no hay calificaciones
- Manual Organizacion y Funciones Unidades Desarrollo ProfesionalDocumento22 páginasManual Organizacion y Funciones Unidades Desarrollo ProfesionalVerónica MolinaAún no hay calificaciones
- Triptico Jornada Mundial Sin TabacoDocumento2 páginasTriptico Jornada Mundial Sin TabacoJennifer Ariadna Perez CastellanosAún no hay calificaciones
- Hart The Ascription of Responsibility and RightsDocumento13 páginasHart The Ascription of Responsibility and RightsAlvaro PerinesAún no hay calificaciones
- Taller de SocialesDocumento5 páginasTaller de Socialesjosepuello22Aún no hay calificaciones
- Deontologia 3Documento4 páginasDeontologia 3Bryan G UribeAún no hay calificaciones
- UNIDAD 3ACTIVIDAD 7Y 8 Cas - Con - Soc - FisDocumento8 páginasUNIDAD 3ACTIVIDAD 7Y 8 Cas - Con - Soc - FisKatherin Dayan MondragonAún no hay calificaciones
- Estrés Percibido, Procesamiento de La Información, Niveles de Cortisol y Calidad de Sueño en NiñosDocumento9 páginasEstrés Percibido, Procesamiento de La Información, Niveles de Cortisol y Calidad de Sueño en NiñosMaga ManualidadesAún no hay calificaciones
- Actividad Práctica #1Documento2 páginasActividad Práctica #1Maitte Montalvo TutivenAún no hay calificaciones
- Consolidado Curso Administracion Estrategica 09122022Documento83 páginasConsolidado Curso Administracion Estrategica 09122022andreaAún no hay calificaciones
- Proyecto Comunidad Shiruria 2021Documento15 páginasProyecto Comunidad Shiruria 2021Luis Alberto Corzo BaezAún no hay calificaciones
- Código de BarrasDocumento9 páginasCódigo de BarrasRonaldo LitumaAún no hay calificaciones
- 1504 Historia de Mexico IIDocumento20 páginas1504 Historia de Mexico IIMartínez Vázquez ItzayanaAún no hay calificaciones
- Qué Es Lo Que Hace Brecht para Romper La Estructura DramáticaDocumento6 páginasQué Es Lo Que Hace Brecht para Romper La Estructura DramáticaCajon CreativoAún no hay calificaciones
- Diapositivas Unidades de Albañileria - Grupo 09Documento14 páginasDiapositivas Unidades de Albañileria - Grupo 09SinRoche100% (1)
- 02 Circulación General de La AtmósferaDocumento19 páginas02 Circulación General de La AtmósferaBelmer Blanco EdquenAún no hay calificaciones
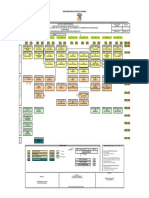
- Plan de Estudios Economia 2021-1Documento1 páginaPlan de Estudios Economia 2021-1Paula Andrea Barco EspinosaAún no hay calificaciones
- Principios y Fundamentos de Maquinas en Corriente Alterna Ing Pablo Cusatti 16099275Documento17 páginasPrincipios y Fundamentos de Maquinas en Corriente Alterna Ing Pablo Cusatti 16099275Carlos Aguiar RuizAún no hay calificaciones
- T1 Modulo 2Documento24 páginasT1 Modulo 2jailenAún no hay calificaciones
- Turismo Comunitario y Empresas de Base Comunitaria Turísticas ¿Estamos Hablando de Lo Mismo (Ensayo)Documento45 páginasTurismo Comunitario y Empresas de Base Comunitaria Turísticas ¿Estamos Hablando de Lo Mismo (Ensayo)nelson_manuel_12100% (1)
- Listado Necesidades y Capacidades PalaciosDocumento2 páginasListado Necesidades y Capacidades PalaciosEquipo Técnico FAE PRO Castro100% (1)
- Tomas Boya Agua para ConcretoDocumento7 páginasTomas Boya Agua para ConcretoAnthony StevensonAún no hay calificaciones
- Rubrica Mantenimiento AutomotrizDocumento7 páginasRubrica Mantenimiento AutomotrizArmando CondeAún no hay calificaciones
- Características Del Desarrollo de La Adolescencia y Adultez EmergenteDocumento2 páginasCaracterísticas Del Desarrollo de La Adolescencia y Adultez EmergenteLuis BonillaAún no hay calificaciones