También podría gustarte
- Uso y Manejo de ExtintoresDocumento45 páginasUso y Manejo de Extintoresmaria jose alonsoAún no hay calificaciones
- SoldaduraDocumento85 páginasSoldadurarepoli100% (13)
- Ahuellamiento AngeloneDocumento48 páginasAhuellamiento AngelonemariareneeticonaAún no hay calificaciones
- Memoria Descriptiva SanitarioDocumento17 páginasMemoria Descriptiva SanitarioJosé Maria Serafín CastilloAún no hay calificaciones
- Diapositiva 05 - Catálisis en Procesos HeterogeneosDocumento93 páginasDiapositiva 05 - Catálisis en Procesos HeterogeneosDENIS LEYVAAún no hay calificaciones
- Pardo 200 Petroleo FMT - 2019 2 Especificaciones TecnicasDocumento6 páginasPardo 200 Petroleo FMT - 2019 2 Especificaciones TecnicasRenzo TrAún no hay calificaciones
- Termo PDFDocumento24 páginasTermo PDFSebastian Andres De Oro0% (1)
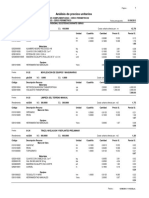
- Análisis de Precios Unitarios: PáginaDocumento8 páginasAnálisis de Precios Unitarios: Páginaivan richard medina urtechoAún no hay calificaciones
- Practicas de CoordinacionDocumento36 páginasPracticas de CoordinacionDiego HernandezAún no hay calificaciones
- Catalogo Gral Escuelas AulasDocumento90 páginasCatalogo Gral Escuelas AulassismaxtorAún no hay calificaciones
- Informe 3RDocumento14 páginasInforme 3RErnesto Vic Holg QuispeAún no hay calificaciones
- Noti Sayer 129 Nov-Dic 2021Documento19 páginasNoti Sayer 129 Nov-Dic 2021Martin Espinoza GonzalezAún no hay calificaciones
- Componentes Del AceroDocumento3 páginasComponentes Del AceroJose AliagaAún no hay calificaciones
- Proyecto de Cta-LadrillosDocumento16 páginasProyecto de Cta-LadrillosMaria Del Pilar Narvaez Huerta100% (2)
- Guante SDocumento10 páginasGuante SLourdes MendozaAún no hay calificaciones
- Albañileria EstructuralDocumento9 páginasAlbañileria EstructuralING.CIVILAún no hay calificaciones
- Reporte 4 Fisica 1Documento3 páginasReporte 4 Fisica 1CARLOS ALBERTO GODINEZ GUDIELAún no hay calificaciones
- Diseño de Columnas de Acero en Smath StudioDocumento13 páginasDiseño de Columnas de Acero en Smath StudioGuillermo GonzalezAún no hay calificaciones
- Reaccion Gas SolidoDocumento10 páginasReaccion Gas SolidoJorge SanchezAún no hay calificaciones
- 6-Especificaciones de Instalacion y C.C.Documento25 páginas6-Especificaciones de Instalacion y C.C.engdireccionAún no hay calificaciones
- Inventario Final Corregido 2022-1Documento41 páginasInventario Final Corregido 2022-1Osmar Muriel ZamudioAún no hay calificaciones
- Alcohol MetílicoDocumento8 páginasAlcohol MetílicovaleriaAún no hay calificaciones
- ContacmaticDocumento1 páginaContacmaticCésar JaraAún no hay calificaciones
- Norma INV E-133-07 Equivalente de ArenaDocumento15 páginasNorma INV E-133-07 Equivalente de ArenaCamii MuñozAún no hay calificaciones
- PRACTICA 5TO INORGÁNICA Ejercicio - 2Documento2 páginasPRACTICA 5TO INORGÁNICA Ejercicio - 2FiorellaAún no hay calificaciones
- Informe Quimica 3Documento9 páginasInforme Quimica 3Jesus TucristoAún no hay calificaciones
- PLANEACION DIDACTICA - Valoración Tecnológica Del Petróleo PDFDocumento3 páginasPLANEACION DIDACTICA - Valoración Tecnológica Del Petróleo PDFbgarcgAún no hay calificaciones
- Materiales No Convencionales para La Elaboración Del ConcretoDocumento8 páginasMateriales No Convencionales para La Elaboración Del ConcretoMARIA ANGELICA HERNANDEZ BERMUDEZAún no hay calificaciones
- Propuesta Acustica AuditorioDocumento2 páginasPropuesta Acustica AuditorioChristian MiguelAún no hay calificaciones
- Cuadro ComparativoDocumento11 páginasCuadro ComparativoAlejandro RochaAún no hay calificaciones