También podría gustarte
- Analisis Centro Civico LimaDocumento41 páginasAnalisis Centro Civico LimaJeff Chantal Avendaño Espinoza100% (6)
- Budoka 47Documento68 páginasBudoka 47Harold Hernández100% (2)
- Guía de Oporto y alrededores: lo mejor de la ciudad y el DueroDocumento52 páginasGuía de Oporto y alrededores: lo mejor de la ciudad y el DueroAlCM100% (1)
- Catálogo - Busos BlindersDocumento16 páginasCatálogo - Busos BlindersCristian David Almanza SantamariaAún no hay calificaciones
- PDF Procedimiento de Resanes de Pintura CompressDocumento14 páginasPDF Procedimiento de Resanes de Pintura CompressRonald Rivas MartinezAún no hay calificaciones
- Autobiografía ClaretDocumento11 páginasAutobiografía ClaretLeandro Jose Yepez PradoAún no hay calificaciones
- La Oratoria LATINADocumento1 páginaLa Oratoria LATINAFilosofia ArencibiaAún no hay calificaciones
- Manuel Machado - La Guerra Literaria, Facsimil 1913Documento177 páginasManuel Machado - La Guerra Literaria, Facsimil 1913Fernando Morago RodríguezAún no hay calificaciones
- Tarea de Danza de Huaylas 1Documento7 páginasTarea de Danza de Huaylas 1nicoll floresAún no hay calificaciones
- La Eduación de Los Antiguos Nahuas 2Documento3 páginasLa Eduación de Los Antiguos Nahuas 2Martín López JiménezAún no hay calificaciones
- Maquina Remalladora 1Documento13 páginasMaquina Remalladora 1Shirley Victoria Panta ArévaloAún no hay calificaciones
- GokuDocumento16 páginasGokuLuisAún no hay calificaciones
- Análisis de La Fuga No 12 en La de BachDocumento5 páginasAnálisis de La Fuga No 12 en La de BachIan Charles LepineAún no hay calificaciones
- Fase 1 - Reconocimiento GDocumento6 páginasFase 1 - Reconocimiento GRuben CordobaAún no hay calificaciones
- Cultura Chancay: Arte, Cerámica y Textiles de la Costa PeruanaDocumento5 páginasCultura Chancay: Arte, Cerámica y Textiles de la Costa PeruanaTÁVARA PÉREZ MAVI MAGDIEL - ESTUDIANTE SECUNDARIAAún no hay calificaciones
- Leon PintadoDocumento68 páginasLeon PintadoloquehayquehacerAún no hay calificaciones
- 10.1 Cronograma Fisico de Obra - Segunda Etapa PDocumento2 páginas10.1 Cronograma Fisico de Obra - Segunda Etapa PCarlos G YAAún no hay calificaciones
- Maria Cristina Me Quiere Gobernar PDFDocumento6 páginasMaria Cristina Me Quiere Gobernar PDFMiguel Armando Velazquez De La CruzAún no hay calificaciones
- Por Qué Enseñar Arte.Documento10 páginasPor Qué Enseñar Arte.Ariana QuintaAún no hay calificaciones
- Características Del ModernismoDocumento3 páginasCaracterísticas Del ModernismoEduardo RodriguezAún no hay calificaciones
- Construccion de Una Caja de Madera: Ensambles: Esquema de Una Lección de PretecnologíaDocumento5 páginasConstruccion de Una Caja de Madera: Ensambles: Esquema de Una Lección de PretecnologíaGustavo PopocaAún no hay calificaciones
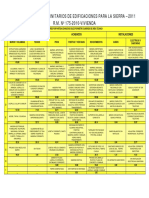
- Cuadro de Valores Unitarios para La Sierra 2011Documento1 páginaCuadro de Valores Unitarios para La Sierra 2011Julian Anccasi CormilluniAún no hay calificaciones
- Estilo Yang - Forma 88 de Movimientos (Comisión Estatal China)Documento5 páginasEstilo Yang - Forma 88 de Movimientos (Comisión Estatal China)Juan Manuel CoriaAún no hay calificaciones
- Muros y Alas de AlcantarillaDocumento1 páginaMuros y Alas de AlcantarillaDavid FernandezAún no hay calificaciones
- Estructuras Metálicas en Arquitectura ContemporáneaDocumento6 páginasEstructuras Metálicas en Arquitectura ContemporáneaOscar Manuel Camargo DominguezAún no hay calificaciones
- Resiliencia - 10 Frases de Frida KahloDocumento4 páginasResiliencia - 10 Frases de Frida KahloCeciSierraAún no hay calificaciones
- Guía de Plan de Redacción #10Documento4 páginasGuía de Plan de Redacción #10josé toledo aliagaAún no hay calificaciones
- Presentación Escuela José MartiDocumento11 páginasPresentación Escuela José MartiLissette_VelascoAún no hay calificaciones
- Propuesta Teoria Del ColorDocumento126 páginasPropuesta Teoria Del ColorCarlos Rivera100% (1)
- Jamas Con TemorDocumento255 páginasJamas Con TemorencontradompAún no hay calificaciones