También podría gustarte
- Deber ChaseDocumento16 páginasDeber ChaseMiguel Guachi100% (5)
- Ejercicio 30Documento2 páginasEjercicio 30Miguel Guachi100% (2)
- Ejercicios Distribucion NormalDocumento4 páginasEjercicios Distribucion NormalAndrea ZamoraAún no hay calificaciones
- Manual-De-Invent-A-Rio-Forestal PDFDocumento147 páginasManual-De-Invent-A-Rio-Forestal PDFDaironAndresRengifoAún no hay calificaciones
- FORMATODocumento10 páginasFORMATOMiguel GuachiAún no hay calificaciones
- ISHIKAWADocumento2 páginasISHIKAWAMiguel GuachiAún no hay calificaciones
- Cartas de Control 4Documento29 páginasCartas de Control 4Miguel GuachiAún no hay calificaciones
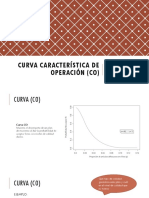
- Curva Característica de Operación (CO)Documento29 páginasCurva Característica de Operación (CO)Miguel Guachi100% (3)
- Resolucion SRT 37 10 Examenes Medicos PDFDocumento23 páginasResolucion SRT 37 10 Examenes Medicos PDFMiguel GuachiAún no hay calificaciones
- TermometrosDocumento17 páginasTermometrosMiguel GuachiAún no hay calificaciones
- CodificacionDocumento21 páginasCodificacionOscar CasallasAún no hay calificaciones
- Parcial1 SupletorioDocumento3 páginasParcial1 SupletorioSa Se Si SoAún no hay calificaciones
- Practicas CompletasDocumento125 páginasPracticas CompletasAlejandro Castillo VélezAún no hay calificaciones
- Listado 8 II 2018Documento2 páginasListado 8 II 2018Kathy AguileraAún no hay calificaciones
- Paso 4 de La Fase 1Documento7 páginasPaso 4 de La Fase 1Jhonatan Ortiz CastroAún no hay calificaciones
- EstadisticaDocumento3 páginasEstadisticaAlan Josué López LeveronAún no hay calificaciones
- Apuntes de Estadistica - 2012Documento59 páginasApuntes de Estadistica - 2012Carlos Egoavil De la Cruz100% (2)
- Ensayo - Estadística Descriptiva ConceptosDocumento10 páginasEnsayo - Estadística Descriptiva ConceptosDayann BernalAún no hay calificaciones
- Taller Estudio de Tiempo - II - 2018 - OkDocumento8 páginasTaller Estudio de Tiempo - II - 2018 - OkDaniel Enrique Zambrano ArroyoAún no hay calificaciones
- Salazar Eduardo s2 Tarea IndividualDocumento14 páginasSalazar Eduardo s2 Tarea IndividualJose MaradiagaAún no hay calificaciones
- Analisis e Interpretacion de DatosDocumento5 páginasAnalisis e Interpretacion de DatosAndrea Osorio LedesmaAún no hay calificaciones
- Final Estadistica Inferencial (Sistema de Agua Potable y Alcnatarillado)Documento52 páginasFinal Estadistica Inferencial (Sistema de Agua Potable y Alcnatarillado)GREYSI ANYELA SUCLUPE FLORESAún no hay calificaciones
- EstaDocumento35 páginasEstaSaid ElmayaAún no hay calificaciones
- Preguntas Teorias de TendenciaDocumento3 páginasPreguntas Teorias de TendenciaRogelio GomezAún no hay calificaciones
- Actividad Semana 4 CorregDocumento11 páginasActividad Semana 4 Corregsebas montalvoAún no hay calificaciones
- 2Documento26 páginas2Carlis Agurto0% (1)
- Evaluacion Continua 2017Documento6 páginasEvaluacion Continua 2017Juan Carlos CcasaAún no hay calificaciones
- Muestreo y Estimación UcaDocumento27 páginasMuestreo y Estimación UcaBilly PalaciosAún no hay calificaciones
- Taller 2Documento14 páginasTaller 2ssierras1Aún no hay calificaciones
- Guia de Estudio Capitulo 12Documento5 páginasGuia de Estudio Capitulo 12Jenny DuarteAún no hay calificaciones
- Muestras Aleatorias y Distribuciones en El MuestreoDocumento5 páginasMuestras Aleatorias y Distribuciones en El MuestreoOscar Jhaffet PacoAún no hay calificaciones
- Act 1 Taller Estadistica InferencialDocumento10 páginasAct 1 Taller Estadistica Inferencialdavid foreroAún no hay calificaciones
- Codificacion Tabulacion y Analisis de La InformacionDocumento21 páginasCodificacion Tabulacion y Analisis de La InformacionJORGE LUIS HERNANDEZ PRADAAún no hay calificaciones
- 2.1 DISTRIBUCIONES DE PROBABILIDADES Parte3Documento40 páginas2.1 DISTRIBUCIONES DE PROBABILIDADES Parte3Nashely ReaAún no hay calificaciones
- Laboratorio 03-MMCDocumento5 páginasLaboratorio 03-MMChuillcamisaCCAAún no hay calificaciones
- T2 Distribución Normal Unidad 2 PDFDocumento8 páginasT2 Distribución Normal Unidad 2 PDFAngélica Maria Navía AriasAún no hay calificaciones
- Caract Petrofísica (Modo de Compatibilidad)Documento292 páginasCaract Petrofísica (Modo de Compatibilidad)HspetrocrusosAún no hay calificaciones
- Posibles RespuestasDocumento7 páginasPosibles RespuestasYeahiel Santiago Vanegas Ramírez100% (1)