Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Metodos Trabajo Con Sus Turnos
Cargado por
José L. FailocTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Metodos Trabajo Con Sus Turnos
Cargado por
José L. FailocCopyright:
Formatos disponibles
EMPRESA TEXTILERA R. SALAS.
INGENIERIA DE METODOS I
ÍNDICE
CAPITULO I
1.1. Objetivos 1 LUCIA
1.2. Empresa “Textilera R.Salas.” 1
1.3. Visión de la Empresa 1
1.4. Objetivos de la Empresa 1
1.5. Clasificación de la Empresa 1
1.6. Organigrama de la empresa 1
1.7. Análisis Sobre la Competencia 2 KATTY
1.8. Producción 2
1.8.1. Taller de confección. 2
1.9. Procesos 2
1.10. Transporte. (Caso de envíos a provincia) 2
CAPITULO II
2.1 Definición 3 JOSE GUILLERMO
2.2 Estudio de métodos 3
2.3 Medición de trabajo 3
2.4 Estudio de tiempos 3
2.4.1. Cronometraje Continuo o Acumulativo 3
2.4.2. Cronometraje con vuelta a cero 3
FIA 2012 –II Página 1
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
2.5 Procedimiento de trabajo 4 NATHY
2.5.1Selección del proyecto 4
2.5.2 Obtención de los hechos: 4
2.5.3Presentación de los hechos: 4
2.5.4Efectuar un análisis: 4
2.5.5Desarrollo del método ideal. 4
2.5.6Presentación del método 4
2.5.7Implantación del método 4
2.5.8Desarrollo de un análisis de trabajo 4
2.5.9Establecimiento de estándares de tiempo 4
2.5.10Seguimiento del método. 4
CAPITULO III
3.1 Resultados 4
3.1.1 Operación 4
3.2. Numero de ciclos a cronometrar 5 PEPE LUCHO
3.3 Error de vuelta cero 5
3.4 Estudios por el elemento 5
Suplementos 6 LEO
Determinación de tiempos normales 6
Diagramas de operaciones del proceso (DOP) 6
Diagrama bimanual del proceso 6
Conclusiones 6
FIA 2012 –II Página 2
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
FIA 2012 –II Página 3
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
CAPITULO I
1.1. Objetivos
Aplicar los conocimientos adquiridos en el curso de ingeniería de métodos.
Determinar los movimientos básicos con los que se componen una operación manual.
La aplicación del cronometraje industrial en la actividad de estampado de polo
de la empresa “Textilera R.Salas”.
Interpretar adecuadamente los resultados del cronometraje
1.2. Empresa “Textilera R.Salas.”
Inicios de la Empresa, Por el año 2005 la señora Victoria Huamán que anteriormente
había trabajado como costurera en algunos puestos en gamarra tuvo la visión de poder
tener su propia empresa textil, ya dentro del ambiente textil la señora salas natural del
Cuzco comenzó a hacer pequeños negocios como costurera y haciendo sus propias
confecciones y entregas en pequeñas cantidades, al pasar algún tiempo se dio cuenta
de que este negocio le era rentable y decidió ponerle más empeño y tratar de conseguir
un capital mayor para pensar en cosas más grandes.
En el año 2007 junto a su esposo el señor Robert Salas fundaron “Textilera R.Salas”,
con el capital que se tenía en ese entonces solo contaban con algunas máquinas como
lo eran; una recta, una remalladora, una recubridora y una corta telas.
Comenzaron confeccionando polos para niños y niñas a precios cómodos y los
distribuían dentro de algunos puestos en gamarra y a pedidos específicos, en los
últimos años le propusieron envíos a provincia mayormente a Tumbes donde se recibe
la mercancía que luego es enviada no solo dentro del pueblo sino también envíos a
frontera con ecuador y algunas ocasiones hasta Venezuela.
En la actualidad esta empresa se dedica a la confección vestimenta en general para
niños y niñas por ejemplo: polos, vestidos, poleras, etc. Estos son distribuidos en Lima
FIA 2012 –II Página 4
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
a tiendas en gamarra y otros lugares del centro de Lima, los pedidos a provincia que
luego serán enviadas la frontera con Ecuador son realizados en temporadas altas.
1.3. Visión de la Empresa.
*Llegar a ser un modelo de empresa textil ofreciendo prendas de vestir para niños
además contar con la mejor calidad y los más bajos precios para satisfacción de su
clientela.
*Hacer conocer la marca a nivel nacional e internacional, invirtiendo en el
desarrollo de la compañía y su gente.
1.4. Objetivos de la Empresa.
*Maximizar las utilidades de la empresa haciendo que esta sea sostenible.
*Concretar ventas al extranjero por propios contactos y establecer nuevos puntos de
venta ampliando la zona de comercialización en provincia.
*llegar directamente al mercado de la capital con una propia marca.
1.5. Clasificación de la Empresa.
*Según la actividad economía que desarrolla:
Se trata de una empresa industrial dedicada al campo textil ya que transforma recursos
intermediarios como la tela para llegar a un bien final que es una prenda de vestir y
poder satisfacer una necesidad.
*Según su organización jurídica:
Se entiende por empresa individual a la empresa individual a la persona natural con
negocio, por los derechos y responsabilidades alcanzan al integro de su patrimonio. El
propietario tiene derecho a obtener una utilidad así como también, es responsable de
las posibles pérdidas en que pueda incurrir la empresa.
FIA 2012 –II Página 5
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
1.6. Organigrama de la empresa:
La Empresa “Textilera R.Salas.” S.A. debido a las ventajas tributarias y tratamiento
contable que brinda está constituida como una sociedad anónima
La gerencia está a cargo del área administrativa los puestos en cuestión del área de
producción son variables ya que se trata de un negocio familiar pequeño el apoyo es
grupal y es por eso que se tiene poco personal fijo.
GERENTE GENERAL
DEPARTAMENTO DEPARTAMENTO DE
ADMINISTRATIVO PRODUCCION
SECCION DE SECCION DE SECCION DE SECCION DE
TENDIDO Y CORTE COSTURA Y HABILITACION DE ACABADO Y
DE TELA ETIQUETADO LAS PIEZAS DE LOS PLANCHADO
POLOS
DEPARTAMENTO DE CONTROL
DE CALIDAD
FIA 2012 –II Página 6
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
1.7. Análisis Sobre la Competencia:
“Textilera R.Salas” al tratarse de una empresa textilera pequeña y que aún se
encuentra en crecimiento no tiene lo que conocemos en este caso como una
competencia directa.
Existen las tiendas que cuentan con los servicios de esta textilera que están ubicadas
en el centro comercial Gamarra y son tiendas específicas abastecidas por la textilera.
Para hablar de una competencia entonces podríamos referirnos a un trabajo conjunto
entre la textilera y las tiendas que son abastecidas, por ejemplo; como marca propia de
alguna de las tiendas la calidad de su producto compite con la de otras marcas propias
de diferentes tiendas dentro del centro comercial.
1.8. Producción:
La producción de esta empresa envuelve toda una serie de pasos como elección del
producto a confeccionar, elegir el modelo, escoger y comprar la materia prima en este
caso la tela, etc.
Para poder tener en cuenta cuanto se va a producir se hace un respectivo estudio
financiero y estudio técnico
Uno de los pasos más importantes de la empresa antes de poder comenzar con la
producción consiste en habilitar las maquinas y herramientas de manera eficiente es
decir realizar arreglos si es necesario para poder producir de la mejor manera y evitar
alguna interrupción que pudiera atrasar los procesos que ocasionen no poder llegar a
producir el bien final a tiempo.
En el caso de esta empresa por tratarse de una empresa pequeña y con poco personal,
se realiza un nombramiento de funciones para cada uno como anteriormente se dijo
que esto puede variar, en síntesis nombrar funciones a cada una de las personas que se
encargaran de la realización de todos los procesos necesarios así como el manejo de
casa una de las máquinas
En esta ocasión daremos a conocer todo lo relacionado con la producción de polos para
niñas.
FIA 2012 –II Página 7
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
1.8.1. Taller de confección.
Dentro del taller se realiza toda la producción hasta llegar a ser transportado para
la distribución de acuerdo al pedido.
El taller cuenta con los siguientes espacios:
-área de corte y tendido de las telas.
-área de planchado y acabado.
-área de confección.
-área de estampado.
-área de control de calidad.
1.9. Procesos:
*Tiempo de duración: 2 semanas
*Cantidad a producir: 600 docenas (7200 unidades).
*Preparación de equipos y herramientas:
Se realiza la selección de equipos a utilizar dependiendo del producto a elaborar en este
caso son polos para niñas por otro lado la elección de las herramientas adecuadas como
por ejemplo: tijeras, pistolas de silicona, navajas agujas, centímetro, etc.
Para terminar se realiza el nombramiento de funciones a todo el personal que se
encargara a colaborar con la realización de los siguientes procesos.
* Ubicación y patronaje sobre la tela:
Se trata de la elección del modelo a confeccionar y así como un bosquejo de cómo
quedara el modelo final ya se con accesorios como por ejemplo: “lasitos”, por otro lado
colores a resaltar, ubicación de los elásticos, medición por tallas, medidas de cortes
para cada tipo de tela, hilos interiores e hilos a resaltar.
*Tendido y Corte de telas:
Luego de calcular cuanta tela se usara para los distintos tipos de tallas, se realiza el
tendido para evitar que la tela se arrugue o tenga alguna imperfección, luego se realiza
FIA 2012 –II Página 8
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
el corte de la tela con la maquina respectiva y se vuelve a realizar el tendido para
observar si los cortes se realizaron adecuadamente y no tengan imperfecciones como
agujeros o demasiadas arrugas.
Por otra parte se hace uso de la corta cintas para poder hacer los lasitos y otros adornos
que se usaran al unir las piezas de los polos.
*Estampado:
El área de estampado cuenta con una máquina automática de estampado,
adicionalmente se cuenta con dos mesas manuales para diseños simples.
En el estampado simple se utiliza la técnica transfer que es una técnica en el
estampado textil, en el que la aplicación es por medio de la transferencia, se aplica en
objetos planos.
*Habilitación de las piezas de los polos:
Al tener todas las piezas ya cortadas y estampadas el habilitador ordena cada pieza con
la respectiva para comenzar a unirlas, se ordenan con respecto al color o tipo de
estampado y por orden de tallas.
También se tiene a mano los de más adornos como las lasitos e hilos de colores para
adherirlos con la recubridora y la pistola de silicona.
*Cocido y etiquetado del producto:
Cuando ya se tienen todas las piezas de los polos previamente ordenadas, por colores,
modelos y tallas se procede a la unión de las mismas.
En esta ocasiones se hace uso de la maquina recta para poder hacer las puntadas y
costuras en forma recta y rápida, también se hace uso de la remalladora, multiagujas y
recubridora para unir las piezas y armar el polo además de resaltar los hilos de colores
y brillos depende del modelo.
Por último se etiqueta cada producto con su respectiva talla.
*Acabado y planchado:
Al término de todos los procesos mencionados se procede a ordenar nuevamente las
prendas y adherir los últimos adornos como lo son los lasitos con la pistola de silicona
FIA 2012 –II Página 9
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
Al final pasan a ser planchados, doblados para un mejor acabado y se ordenan por
docena para prepararlos para la distribución.
*Control de calidad:
El proceso final y no menos mas importante es el control de calidad donde se revisan
por docena el producto para cerciorarse de que todos tengan el mismo acabado, no
tengan falla alguna y las tallas sean las referidas en el etiquetado.
*Distribución:
Ya con el producto final a la mano se distribuye de acuerdo al pedido en esta ocasión
las 600 docenas son enviadas a Tumbes para que luego sea distribuida a otros lugares
pero esa ya es asunto de otra empresa.
1.10. Transporte. (Caso de envíos a provincia)
Se empaqueta la mercadería y se lleva por transporte particular al terracargo que se
localiza en el distrito de la Victoria, que es una empresa de envíos de cargas, la cual
transporta la mercadería hacia aguas verdes (Tumbes), donde el comprador recibe la
carga y realiza el pago envío, así como el depósito que falta por la mercancía enviada.
FIA 2012 –II Página 10
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
CAPITULO II
INGENIERIA DE METODOS
2.1 Definición:
La ingeniería de métodos es una rama de la ingeniería industrial, y generalmente se le
considera como una especialización de esta área. En general, puede decirse que la
ingeniería de métodos es la técnica encargada de incrementar la productividad con los
mismos recursos u obtener lo mismo con menos dentro de una organización, empleando
para ello un estudio sistemático y crítico de las operaciones, procedimientos y métodos
de trabajo.
Según Niebel, en su libro Ingeniería industrial: métodos, tiempos y movimientos (1996),
“los términos análisis de operaciones, simplificación del trabajo e ingeniería de métodos
se utilizan con frecuencia como sinónimos. .
FIA 2012 –II Página 11
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
En la mayor parte de los casos, se refieren a una técnica para aumentar la producción por
unidad de tiempo y, en consecuencia, reducir el costo por unidad”,En tanto que Criollo
(Estudio de trabajo: Ingeniería de métodos, 2002) sostiene que “la ingeniería de
métodos es la técnica que se ocupa de incrementar la productividad del trabajo,
eliminando todos los desperdicios de materiales, de tiempo y de esfuerzo; que procura
hacer más fácil y lucrativa cada tarea y aumenta la calidad de los productos poniéndoles
al alcance del mayor número de consumidores”.
Según su aplicabilidad, el campo de la ingeniería de métodos comprende el diseño, la
formulación y la selección de los mejores métodos, procesos, herramientas, equipos
diversos y especialidades necesarias para lograr manufacturar o procesar un producto
después de que han sido elaborados los diseños y planos de trabajo en la sección de
ingeniería del producto.
FIA 2012 –II Página 12
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
2.2 Estudio de métodos:
Un instrumento fundamental que origina una mayor productividad es la utilización de
métodos, el estudio de tiempos. Se debe comprender claramente que todos los aspectos
de un negocio o industria -ventas, finanzas, producción, ingeniería, costos,
mantenimiento y administración, son áreas fértiles para la aplicación de métodos.
El campo de la ingeniería de métodos y el estudio de tiempos comprende el diseño, la
formulación y la selección de los mejores métodos, procesos, herramientas, equipos
diversos y especialidades necesarias para manufacturar un producto después de que han
sido elaborados los dibujos y planos de trabajo en la sección de ingeniería de trabajo.
2.3 Medición de trabajo
Es la aplicación de técnicas para determinar el tiempo que invierte un trabajador
calificado en llevar a cabo una tarea definida efectuándola según una Norma de
ejecución preestablecida
FIA 2012 –II Página 13
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
2.4 Estudio de tiempos
Es una técnica de Medición del Trabajo empleada para registrar los tiempos y ritmos de
trabajo correspondiente a los elementos de una tarea definida, efectuándola en condiciones
determinadas, y para analizar los datos a fin de averiguar el tiempo requerido para efectuar la
tarea según una norma de ejecución preestablecida.
Existen dos Métodos para registrar los tiempos elementales durante un estudio, estos son:
2.4.1. Cronometraje Continuo o Acumulativo
Se deja correr el cronometro mientras dura el estudio, se pone en marcha al principio
del primer elemento del primer ciclo al final de cada elemento se apunta la hora que
marca el cronometro, y los tiempos de cada elemento se obtienen haciendo las
respectivas restas después de terminar el estudio.
2.4.2. Cronometraje con vuelta a cero
Los tiempos se toman directamente al acabar cada elemento se hace volver el
segundero a cero y se le pone de nuevo en marcha inmediatamente para cronometrar el
elemento siguiente, sin que el mecanismo del reloj se detenga en ningún momento.
2.5 Procedimiento de trabajo:
Para desarrollar un centro de trabajo, fabricar un producto o proporcionar un servicio, el
ingeniero de métodos debe seguir un procedimiento sistemático, el cual comprende las
siguientes operaciones:
2.5.1Selección del proyecto: Por lo común, los proyectos seleccionados representan
nuevos productos o productos existentes que tienen un alto costo de fabricación y
rinden una baja utilidad o beneficio económico. Asimismo, productos que actualmente
FIA 2012 –II Página 14
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
presentan dificultad en mantener la calidad y tienen problemas en enfrentar a los
competidores, son proyectos lógicos de la ingeniería de métodos.
2.5.2 Obtención de los hechos: Reunir todos los hechos importantes relacionados con el
producto o servicio. Esto incluye dibujos y especificaciones, requerimientos cuantitativos,
requerimientos de distribución y proyecciones acerca de la vida prevista del producto o
servicio.
2.5.3Presentación de los hechos: Cuando toda la información importante ha sido
recabada, se registra en forma ordenada para su estudio y análisis. La elaboración de
diagramas de procesos en este punto es muy útil.
2.5.4Efectuar un análisis: Se deben emplear los planteamientos primarios en el
análisis de operaciones y los principios del estudio de movimientos para decidir sobre
cuál alternativa producen el mejor servicio o producto. Tales enfoques incluyen:
propósito de la operación, diseño de partes, tolerancias y especificaciones, materiales,
FIA 2012 –II Página 15
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
procesos de fabricación, montajes y herramientas, condiciones de trabajo, manejo de
materiales, distribución en la planta y los principios de economía de movimientos.
2.5.5Desarrollo del método ideal. Se debe seleccionar el mejor procedimiento para
cada operación, inspección y transporte considerando las restricciones asociadas a cada
opción.
2.5.6Presentación del método. Se debe explicar el método propuesto en detalle a los
responsables de su operación y mantenimiento.
2.5.7Implantación del método. Se debe considerar todos los detalles del centro de
trabajo para asegurar que el método propuesto dará los resultados anticipados.
2.5.8Desarrollo de un análisis de trabajo. Se debe efectuar un análisis de trabajo del
método implantado para asegurar que el operador u operadores están adecuadamente
capacitados, seleccionados y estimulados.
2.5.9Establecimiento de estándares de tiempo. Se debe establecer un estándar justo y
equitativo para el método implantado.
2.5.10Seguimiento del método. A intervalos regulares se debe hacer una revisión o
examen del método implantado para determinar si la productividad anticipada se está
cumpliendo, si los costos fueron proyectados correctamente y si se pueden hacer
mejorar posteriores.
FIA 2012 –II Página 16
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
CAPITULO III
RESULTADOS DE CRONOMETRAJE
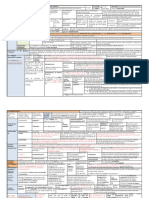
3.1RESULTADOS:
Para la obtención de nuestros resultados se ha definido el número de elementos a ser
observados de la actividad estampado. Los cuales se detallan en el siguiente cuadro:
3.1.1 OPERACIÓN:
“Estampado de polo”
Mediante esta técnica de estampado se sub dividió la actividad en los siguientes elementos.
ELEMENTOS SIMBOLO COMIENZO TERMINO
Coger el polo y po- Coger el polo Seleccionar el modelo
nerlo en el lugar C de sticker
de trabajo (tmp)
Medir y centrar el Seleccionar el Coger la plancha
sticker a estampar M modelo de
(tmp) sticker
Fijar el estampado coger la plancha Dejar la plancha en la
con la plancha (ttm) P tabla
Retirar el polo del Dejar la plancha Poner el polo en su
área de trabajo (tmp) S en la tabla lugar
FIA 2012 –II Página 17
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
3.2. NÚMERO DE CICLOS A CRONOMETRAR:
A Tob ELEMENTO
E= 09:10 apertura ____ 300
C 90 643
M 100 653
P 85 295
ciclo 1 S 95 298
C 90 669
M 95 639
P 95 256
ciclo 2 S 95 297
C 105 656
M 95 662
P 100 265
ciclo 3 S 115 265
C 95 661
M 100 626
P 100 240
ciclo 4 S 90 289
C 90 642
M 95 647
P 100 249
ciclo 5 S 110 275
C 90 646
M 90 643
P 90 266
ciclo 6 S 100 270
C 110 642
M 100 619
P 110 255
ciclo 7 S 110 261
C 105 566
M 100 605
P 100 247
ciclo 8 S 120 255
C 95 637
M 85 723
FIA 2012 –II Página 18
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
P 90 280
ciclo 9 S 100 288
C 100 631
M 95 618
P 90 280
ciclo 10 S 100 277
C 100 625
M 85 676
P 95 280
ciclo 11 S 95 279
C 100 672
M 95 641
P 100 257
ciclo 12 S 90 289
C 90 705
M 90 658
P 100 272
ciclo 13 S 120 233
C 95 631
M 95 631
P 100 248
ciclo 14 S 100 271
C 95 637
M 95 651
P 95 270
ciclo 15 S 95 280
C 95 641
M 95 632
P 90 280
ciclo 16 S 105 261
cierre 263
FIA 2012 –II Página 19
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
3.3. ERROR DE VUELTA CERO
Ap= 300 c. T-E= 290 Seg Ti= 28437 c.s
s
Ci= 263 c.s DC= 29000 C.s Paros= 0 c.s
T= 9h 14 min Ap+Ci= 563 c.s Tej= 28437 C.s
54seg
E= 9h 10min
4seg
T-E= 4min 50seg ∑Tob= 29258
DIF= -258
e= - %
0.88965517
2
FIA 2012 –II Página 20
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
3.4. ESTUDIOS POR ELEMENTO:
Elemento C : “coger Polo “
Numero de ciclos a cronometrar.
A ob T ob Tn X2
90 643 578,5 334893,69
90 669 602,1 362524,41
105 656 688,8 474445,44
95 661 627,95 394321,203
90 642 577,8 333852,84
90 646 581,4 338025,96
110 642 706,2 498718,44
105 566 594,3 353192,49
95 637 605,15 366206,523
100 631 631 398161
100 625 625 390625
100 672 672 451584
90 705 634,5 402590,25
95 631 599,45 359340,303
95 637 605,15 366206,523
95 641 608,95 370820,103
Total 9938,45 6195508,175
40 × √16 × 6195508,175 − (9938,452 )
𝑁` = = 5,75 ≅ 6 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠 ò 𝑡𝑜𝑚𝑎𝑠
9938,45
Error de apreciación de Actividades.
∑ 𝑇𝑛 (𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜) × 100
= 𝐴𝑟
𝑇𝑜𝑏
Aa 90 90 105 95 90 90 110 105 95 100 100 100 90 95 95 95
Ar 95 95 95 95 95 95 95 110 100 100 100 90 100 100 100 95
-5 -5 10 0 -5 -5 15 -5 -5 0 0 10 -10 -5 -5 0
−5
= −0,313
16
FIA 2012 –II Página 21
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
5 × −0,313
= −𝑂, 313%
5
Nota: el método sombreado con negrita se anula ya que la diferencia es muy grande.
Obteniendo el nuevo error de apreciación de actividades:
-30/15= ----------------------------------------el error promedio (-2) es +/- 5% de la actividad
normal.
Método Indirecto para hallar el Tiempo Elemental Normal
A ob T ob Tn F x d2 Fxd d f T h
90 643 578,5 0 0 0 3 578_ III
90 669 602,1 6 6 1 6 606_ IIIIII
105 656 688,8M 16 8 2 4 634_ IIII
95 661 627,95 9 3 3 1 662_ I
90 642 577,8 m 16 4 4 1 690_ I
90 646 581,4
No se Toma En cuenta 47 21
105 566 594,3
95 637 605,15
100 631 631
100 625 625
100 672 672
90 705 634,5
95 631 599,45
95 637 605,15
95 641 608,95
𝟐𝟏 𝟒𝟕
𝒎𝟏 = = 𝟏, 𝟒 𝒎𝟐 = = 𝟑, 𝟏𝟑𝟑
𝟏𝟓 𝟏𝟓
𝑻𝒎𝒆𝒅𝒊𝒐 = 𝟓𝟕𝟕, 𝟖 + (𝟐𝟖 × 𝟏, 𝟒) = 𝟔𝟏𝟕 𝒄. 𝒎.
𝓸 = 𝟐𝟖 × √𝟑, 𝟏𝟑𝟑 − 𝟏, 𝟒𝟐 = 𝟑𝟎, 𝟑𝟐𝟓
𝟑𝟎, 𝟑𝟐𝟓 × 𝟏𝟎𝟎
𝑪. 𝑽 = = 𝟒, 𝟗𝟏𝟓 %
𝟔𝟏𝟕
FIA 2012 –II Página 22
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
Elemento M: “Seleccionar modelo de sticker”
Numero de ciclos a cronometrar.
ELEMENTO "M"
ELEMENTO A Tob Tn = X X2
M 100 653 653 426409
M 95 639 607,05 368509,703
M 95 662 628,9 395515,21
M 100 626 626 391876
Resultado:
M 95 647 614,65 377794,623
M 90 643 578,7 334893,69
M 100 619 619 383161
N'= 1,59747906
M 100 605 605 366025
N'= 2
M 85 723 614,55 377671,703
M 95 618 587,1 344686,41
M 85 676 574,6 330165,16
M 95 641 608,95 370820,103
M 90 658 592,2 350700,84
M 95 631 599,45 359340,303
M 95 651 618,45 382480,403
M 95 632 600,4 360480,16
total 9728 5920529,31
Error de apreciación de actividades.
Tnpromedio = 608 Ar=(608*100)/Ta
ERROR DE APRECIACIÓN DE ACTIVIDADES
Aa 100 95 95 100 95 90 100 100 85 95 85 95 90 95 95 95
Ar 95 95 90 95 95 95 100 100 85 100 90 95 90 95 95 95
Suma(Aa-Ar) 5 0 5 5 0 -5 0 0 0 -5 -5 0 0 0 0 0 0
Error promedio = 0/16 = 0
En escala 1: 5 5%
0 X X=0%
FIA 2012 –II Página 23
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
Método Indirecto para hallar el Tiempo Elemental Normal.
A Tob Tn fxd2 fxd d f T h = 28
100 653 653 0 0 0 5 675
95 639 607,05 7 7 1 7 603
95 662 628,9 12 6 2 3 631
100 626 626 9 3 3 1 659
∑
95 647 614,65 28 ∑ 16
90 643 578,7
100 619 619
100 605 605 m1=1 m2=1,75
85 723 614,55
95 618 587,1 Tm= 602,6
85 676 574,6
95 641 608,95 σ = 24,249
90 658 592,2
95 631 599,45 C.V=4,024% < 6%
95 651 618,45
95 632 600,4
Cálculo de “h”:
574,6 100%
X 5%
X=28,73 h=28
FIA 2012 –II Página 24
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
ELEMENTO P: “Coger la plancha”
Numero de ciclos a cronometrar.
A Tob Tn x2
85 295 250.75 62875.563
95 256 243.2 59146.240
100 265 265 70225.000
100 240 240 57600.000
100 249 249 62001.000
90 266 239.4 57312.360 N= 3.032
110 255 280.5 78680.250
100 247 247 61009.000 N= 3
90 280 252 63504.000
90 280 252 63504.000
95 280 266 70756.000
100 257 257 66049.000
100 272 272 73984.000
100 248 248 61504.000
95 270 256.5 65792.250
90 280 252 63504.000
4070.35 1037446.663
Error de apreciación de Actividades.
Aa 85 95 100 100 100 90 110 100 90 90 95 100 100 100 95 90
Ar 85 100 95 105 100 95 100 105 90 90 90 100 95 105 95 90
Suma(Aa-
Ar) 0 -5 5 -5 0 -5 10 -5 0 0 5 0 5 -5 0 0
TOTAL= 0
ERROR PROMEDIO= 0
ERROR DE APRECIACION DE ACTIVIDADES= 0
FIA 2012 –II Página 25
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
Método Indirecto para hallar el Tiempo Elemental Normal.
A Tob Tn fxd2 fxd d f t h=11
85 295 250.75 0 0 0 3 239
95 256 243.2 7 7 1 7 250
100 265 265 16 8 2 4 261
100 240 240 9 3 3 1 272
100 249 249 16 4 4 1 283
90 266 239.4 48 22 16
110 255 280.5
100 247 247
90 280 252
90 280 252
95 280 266
100 257 257
100 272 272
100 248 248
95 270 256.5
90 280 252
HALLANDO “h”= 11.97
h= 11
M1= 1.375
M2 = 3
Tmedio= 254.525
Desviación= 11.586
CV= 4.552 <6%
FIA 2012 –II Página 26
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
Elemento S: “Dejar plancha en la tabla”
Numero de ciclos a cronometrar.
A Tob Tn x2
95 298 283.1 80145.610
95 297 282.15 79608.623
115 265 304.75 92872.563
90 289 260.1 67652.010 N= 4.292
110 275 302.5 91506.250 N= 5
100 270 270 72900.000
110 261 287.1 82426.410
120 255 306 93636.000
100 288 288 82944.000
100 277 277 76729.000
95 279 265.05 70251.503
90 289 260.1 67652.010
120 233 279.6 78176.160
100 271 271 73441.000
95 280 266 70756.000
105 261 274.05 75103.403
4476.5 1255800.54
Error de apreciación de Actividades.
Aa 95 95 115 90 110 100 110 120 100 100 95 90 120 100 95 105
Ar 95 95 105 100 100 105 110 110 100 100 100 100 120 105 100 110
Suma(Aa-Ar) 0 0 10 -10 10 -5 0 10 0 0 -5 -10 0 -5 -5 -5
ERROR PROMEDIO = -0.9375
ERROR DE APRECIACION DE ACTIVIDADES= -0.9375
FIA 2012 –II Página 27
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
Método Indirecto para hallar el Tiempo Elemental Normal.
A Tob Tn fxd2 fxd d f t h
95 298 283.1 0 0 0 4 260 IIII
95 297 282.15 4 4 1 4 273 IIII
115 265 304.75 20 10 2 5 286 IIIII
90 289 260.1 18 6 3 2 299 II
110 275 302.5 16 4 4 1 312 I
100 270 270 58 24 16
110 261 287.1
120 255 306
100 288 288
100 277 277
95 279 265.05
90 289 260.1
120 233 279.6
100 271 271
95 280 266
105 261 274.05
HALLANDO “h”= 13.005
h= 13
M1= 1.5
M2= 3.625
Tmedio= 279.6
Desviación= 15.244
CV= 5.452 <6%
FIA 2012 –II Página 28
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
SUPLEMENTOS:
OPE.
M
ELEm. FATIGA NP % PIE P F I CA CI R TM M T T.SUPLEm. CF
% % % % % % % % % % % %
tmp C 4 7 - 1 - - - 2 - 1 1 - 16 1.16
tmp M 4 7 - 1 - - - 2 - 1 1 - 16 1.16
Ttm P 4 7 - 1 - - - 2 - 1 1 - 16 1.16
tmp S 4 7 - 1 - - 2 - 1 1 - 16 1.16
-
ELEMENTOS TIPO T. ELEMENTAL CF T. TIPO
C Tmp 617 1.16 715,12
M Tmp 602,6 1.16 699,016
P ttm 254,525 1.16 215,249
S tmp 279,6 1.16 324,336
FIA 2012 –II Página 29
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
DETERMINACION DE TIEMPOS NORMALES:
f tmp tmm ttm tm x0.75
T.
ELE
T. tip ½
M. tipo Elem. CF o doc. TpN TpO
1.16 715
C tmp 617 ,72 6 4294,32 4294,32 3220,74
1.16 699
,01
M tmp 602,6 6 6 4194,096 4194,096 3145,572
1.16 295
254,52 ,24 1771,4
P ttm 5 9 6 94 1771,494 1328,6205
1.16 324
,33
S tmp 279,6 6 6 1946,016 1946,016 1459,512
Tie
mp
o
Nor 1771,4
mal 10434,432 94 12205,926
Tie
mp
o
opti 1328,6
mo 7825,824 21 9154,4445
NORMAL 100 OPTIMO 133
Ci = 12205,926 cs Ci= 9154,445 cs
1hora= 360000 cs 1hora= 360000 cs
Tmanual= 12205,926 cs Tmanual= 9154,445 cs
Tmaq= 1771,494 cs Tmaq= 1328,6205 cs
½
P/h= 29,494 1/2doc/hora P/h= 39,325 doc/hora
S= 100 % S= 100 %
E= 14,513 % E= 14,513 %
Ca= 1 maq Ca= 1 maq
FIA 2012 –II Página 30
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
DIAGRAMA DE OPERACIONES DEL PROCESO
5-1
FIA 2012 –II Página 31
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
DIAGRAMA BIMANUAL DEL PROCESO
Descripción mano izquierda M.I. M.D. Descripción mano derecha
1 Va hacia el polo Espera
2 Coge polo Espera
Traslada el polo al área de
3 Espera
trabajo
4 Estira y acomoda polo Estira y acomoda polo
5 Espera Va hacia el sticker
6 Espera Coge sticker
Traslada sticker al área de
7 Espera
trabajo
8 Fija sticker al polo Fija sticker al polo
9 Espera Va hacia la plancha caliente
10 Espera Coge la plancha
Traslada la plancha al área de
11 Espera
trabajo
12 Espera Estampa sticker al polo
Traslada polo al estante de
13 Traslada la plancha a su lugar
estampados
14 Coloca polo en estante Deja plancha en su sitio
15 Retorna al área de trabajo Retorna al área de trabajo
FIA 2012 –II Página 32
EMPRESA TEXTILERA R. SALAS. INGENIERIA DE METODOS I
CONCLUSIONES
1. El estudio de tiempos permite mejorar y desarrolar un mejor metodo ( a un costo
minimo ) y crear un mejor ambiente de trabajo.
2. Se realizo un procedimiento de trabajo y con los resultados obtenidos, se hizo una
evaluación de modos de realizar actividades con el fin de unas mejoras y determinar que
las actividades no contribuyen al mejoramiento de la productividad.
3. Es importante que a los tiempos obtenidos mediante la técnica de cronometraje hay que
añadirles unos suplementos de descanso o suplementos de fatiga para obtener lo que se
denomina tiempo tipo
4. Es muy importante obtener el tiempo estandar ( tiempo tipo ) para asi calcular el tiempo
normal y con ello , tomar de desiciones como la capacidad de atencion , saturacion del
operario , etc
5. La correcta division de los elementos de una actividad es muy imprecindible para
obtener resultados lo mas exactos posibles
FIA 2012 –II Página 33
También podría gustarte
- Reposicionamiento de La MarcaDocumento3 páginasReposicionamiento de La MarcaJosé L. FailocAún no hay calificaciones
- Ingenieria de Metodos - Gamarra PDFDocumento106 páginasIngenieria de Metodos - Gamarra PDFJosé L. FailocAún no hay calificaciones
- Informe de Estado de Inbound Latinoamérica 2018 PDFDocumento70 páginasInforme de Estado de Inbound Latinoamérica 2018 PDFMynor MartínezAún no hay calificaciones
- Contenido: Área FinanzasDocumento2 páginasContenido: Área FinanzasElena LostaunauAún no hay calificaciones
- Como Convertir A Tus Fans en ClientesDocumento34 páginasComo Convertir A Tus Fans en ClientesIngdramirezgAún no hay calificaciones
- Reposicionamiento de La MarcaDocumento3 páginasReposicionamiento de La MarcaJosé L. FailocAún no hay calificaciones
- Ingenieria de Metodos - Gamarra PDFDocumento106 páginasIngenieria de Metodos - Gamarra PDFJosé L. FailocAún no hay calificaciones
- Análisis Interno AMOFHITDocumento3 páginasAnálisis Interno AMOFHITRonaldMedinaLucas86% (7)
- Catálogo de JoyeríaDocumento23 páginasCatálogo de JoyeríaJosé L. FailocAún no hay calificaciones
- Catálogo de JoyeríaDocumento23 páginasCatálogo de JoyeríaJosé L. FailocAún no hay calificaciones
- Como Convertir A Tus Fans en ClientesDocumento34 páginasComo Convertir A Tus Fans en ClientesIngdramirezgAún no hay calificaciones
- Conceptos de Seguridad e Higiene PersonalDocumento11 páginasConceptos de Seguridad e Higiene PersonalJosé L. Failoc100% (1)
- Informe de Estado de Inbound Latinoamérica 2018 PDFDocumento70 páginasInforme de Estado de Inbound Latinoamérica 2018 PDFMynor MartínezAún no hay calificaciones
- Ohsas 18001Documento35 páginasOhsas 18001alvarogv79Aún no hay calificaciones
- Sistemas Nacionales de InnovacionDocumento7 páginasSistemas Nacionales de InnovacionJosé L. FailocAún no hay calificaciones
- La Inspección Laboral en Materia de Seguridad y Salud en El TrabajoDocumento45 páginasLa Inspección Laboral en Materia de Seguridad y Salud en El TrabajoSunafil100% (5)
- Expert Choice Tutorial PDFDocumento9 páginasExpert Choice Tutorial PDFSergio Romani PolancoAún no hay calificaciones
- SESIÓN modelo-TALLER HAB. SOCIALES 5-10 AÑOSDocumento2 páginasSESIÓN modelo-TALLER HAB. SOCIALES 5-10 AÑOSJosé L. FailocAún no hay calificaciones
- 26 01 PDFDocumento33 páginas26 01 PDFCatalina CervantesAún no hay calificaciones
- PochoDocumento1 páginaPochoJosé L. FailocAún no hay calificaciones
- La Inspección Laboral en Materia de Seguridad y Salud en El TrabajoDocumento45 páginasLa Inspección Laboral en Materia de Seguridad y Salud en El TrabajoSunafil100% (5)
- RCU 18 1 Diseno y Construccion de Biorreactor Batch Con Control Automatizado y Su Aplicacion para El Estudio de Procesos de Fermentacion en La Industria VitivinicolaDocumento19 páginasRCU 18 1 Diseno y Construccion de Biorreactor Batch Con Control Automatizado y Su Aplicacion para El Estudio de Procesos de Fermentacion en La Industria VitivinicolaJosé L. FailocAún no hay calificaciones
- 224 - Aplicacion Metod Kano Diseñ Prod FarmaceutDocumento28 páginas224 - Aplicacion Metod Kano Diseñ Prod Farmaceutal bauerAún no hay calificaciones
- Famesa Explosivos Pliegos de Reclamos para Mejoras LaboralesDocumento7 páginasFamesa Explosivos Pliegos de Reclamos para Mejoras LaboralesJosé L. FailocAún no hay calificaciones
- Clase 05 - Planeamiento Estratégico - Matrices de CombinaciónDocumento41 páginasClase 05 - Planeamiento Estratégico - Matrices de CombinaciónIvan Palacio ReyesAún no hay calificaciones
- Unidad IB-TQM-Control de CalidadDocumento9 páginasUnidad IB-TQM-Control de CalidadJosé L. FailocAún no hay calificaciones
- Manual Productividad-OITDocumento97 páginasManual Productividad-OITJosé L. FailocAún no hay calificaciones
- Trabajo de Planeamiento de de Un ProcesoDocumento2 páginasTrabajo de Planeamiento de de Un ProcesoJosé L. FailocAún no hay calificaciones
- Sistema de Producción - PushDocumento40 páginasSistema de Producción - PushJosé L. FailocAún no hay calificaciones
- TyC AdquirenciaDocumento25 páginasTyC Adquirenciamatematica rosssAún no hay calificaciones
- Tema 13. Áreas y Perímetros SOL PDFDocumento17 páginasTema 13. Áreas y Perímetros SOL PDFppAún no hay calificaciones
- Presocráticos O CosmogónicosDocumento6 páginasPresocráticos O CosmogónicosNuria Arlete Hernández MartínezAún no hay calificaciones
- Lean Business CanvasDocumento1 páginaLean Business Canvascesar sadovnikAún no hay calificaciones
- Instructivo para El MonitoreoDocumento9 páginasInstructivo para El MonitoreoYorvy A. LagosAún no hay calificaciones
- Encargo de Compras y AbastecimientoDocumento2 páginasEncargo de Compras y AbastecimientoFelipe mena liempiAún no hay calificaciones
- Actividad #1 ADMINISTRACION CONTABILIDADDocumento8 páginasActividad #1 ADMINISTRACION CONTABILIDADJoana SánchezAún no hay calificaciones
- OrganigramaDocumento1 páginaOrganigramaLaurelys LezamaAún no hay calificaciones
- ESTUDIO DE CASO AviallDocumento2 páginasESTUDIO DE CASO AviallFelipe Navas De La RansAún no hay calificaciones
- Examen ParcialDocumento13 páginasExamen ParcialMarilyn AlvaAún no hay calificaciones
- Las Diferencias Políticas Entre Los Liberales y La Consolidación de La Dictadura de Porfirio DíazDocumento1 páginaLas Diferencias Políticas Entre Los Liberales y La Consolidación de La Dictadura de Porfirio DíazDanny 12Aún no hay calificaciones
- Guia de Religion. Partes de La BibliaDocumento2 páginasGuia de Religion. Partes de La BibliakendryAún no hay calificaciones
- 01 LAS CCSS DEFINICION APORTACIONES Y EVOLUCION Ikasleak DEFINDocumento51 páginas01 LAS CCSS DEFINICION APORTACIONES Y EVOLUCION Ikasleak DEFINMaiderAún no hay calificaciones
- Ensayo MitologiaDocumento5 páginasEnsayo MitologiaAngie BarbosaAún no hay calificaciones
- Desarrollo de EnfermeriaDocumento23 páginasDesarrollo de EnfermeriaCarlos Enrique ChilelAún no hay calificaciones
- La Dictadura Del LeònDocumento3 páginasLa Dictadura Del Leònkreellum100% (2)
- Act 4 Plan de NegociosDocumento6 páginasAct 4 Plan de NegociosAnonymous CHfRe1j7taAún no hay calificaciones
- DALETDocumento10 páginasDALETPlomeria Central100% (1)
- Bolivia: Decreto Supremo #2935, 5 de Octubre de 2016: Lexivox, Portal Jurídico LibreDocumento54 páginasBolivia: Decreto Supremo #2935, 5 de Octubre de 2016: Lexivox, Portal Jurídico Libreyago20Aún no hay calificaciones
- Contabilidad Aa2Documento24 páginasContabilidad Aa2Angelik OchoaAún no hay calificaciones
- Solicitud de Accion Correctiva PreventivaDocumento2 páginasSolicitud de Accion Correctiva PreventivaAbel Foraquita ChoqueAún no hay calificaciones
- Desarrollo - Sustentable - Semana - 3 - P - EVIDENCIA DE APRENDIZAJEDocumento7 páginasDesarrollo - Sustentable - Semana - 3 - P - EVIDENCIA DE APRENDIZAJEJuanAún no hay calificaciones
- Esquema Procesal Vicente FerrandisDocumento46 páginasEsquema Procesal Vicente FerrandisSergio Palmerín HernandezAún no hay calificaciones
- Cartilla Iniciativas A VotaciónDocumento16 páginasCartilla Iniciativas A Votacióndgaleano4Aún no hay calificaciones
- Conceptos de Estatus, Clase, Poder DiscriminaciónDocumento9 páginasConceptos de Estatus, Clase, Poder DiscriminaciónALEJANDRO LOZANO BAUTISTAAún no hay calificaciones
- Codigo Fiscal de La Federación Art 27 y 28Documento13 páginasCodigo Fiscal de La Federación Art 27 y 28PINTOR LÁZARO SERGIO RODRIGOAún no hay calificaciones
- Caso RyanairDocumento5 páginasCaso Ryanairvicen2009100% (1)
- Pocock - Historia IntelectualDocumento30 páginasPocock - Historia Intelectualjosé milaniAún no hay calificaciones
- Trabajo EspañolDocumento5 páginasTrabajo EspañolYesenia Yasmin Davila MuñozAún no hay calificaciones
- Externalidades y Fallas de Mercado (Preguntas de Repaso)Documento3 páginasExternalidades y Fallas de Mercado (Preguntas de Repaso)Adrian GarciaAún no hay calificaciones