También podría gustarte
- Parámetros de SoldaduraDocumento1 páginaParámetros de SoldaduraYesid L. Huanca QuitoAún no hay calificaciones
- 176 - BkqbNaoRKTmemNoA - Arandela PlanaDocumento1 página176 - BkqbNaoRKTmemNoA - Arandela PlanaAngel Avila50% (2)
- Informe de Laboratorio n01Documento14 páginasInforme de Laboratorio n01Paul Valdiglesias TriveñoAún no hay calificaciones
- Informe de Laboratorio de SedimentaciónDocumento22 páginasInforme de Laboratorio de SedimentaciónJhansell Espinoza Cardenas80% (5)
- Buda y La Ciencia de La Levitacion RamthaDocumento80 páginasBuda y La Ciencia de La Levitacion Ramthaluz_serena153080% (5)
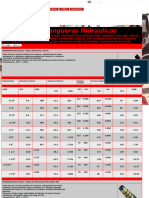
- Catalogo Barras Tubos HidraulicosDocumento17 páginasCatalogo Barras Tubos HidraulicosjuanrostagnoAún no hay calificaciones
- Aahhd EsDocumento1 páginaAahhd EsEdu ZamalloaAún no hay calificaciones
- Cilindro Estandar Doble Efecto 500Documento2 páginasCilindro Estandar Doble Efecto 500SERGIO GONZALEZAún no hay calificaciones
- Tubos Bruñidos Barras Cromadas y Caños Hidraulicos Moro HidráulicaDocumento15 páginasTubos Bruñidos Barras Cromadas y Caños Hidraulicos Moro HidráulicaCALIDADAún no hay calificaciones
- Guia para Calculo de Cantidades de Materiales para 1 m3 de Concreto y MorteroDocumento1 páginaGuia para Calculo de Cantidades de Materiales para 1 m3 de Concreto y MorteroDarlyn GómezAún no hay calificaciones
- Guia para Calculo de Cantidades de Materiales para 1 m3 de Concreto y MorteroDocumento1 páginaGuia para Calculo de Cantidades de Materiales para 1 m3 de Concreto y MorteroMayra Castellar Quintero100% (1)
- 25 - Listas de Precios - 304 PDFDocumento79 páginas25 - Listas de Precios - 304 PDFsergiovilteAún no hay calificaciones
- Ficha Tecnica Tuberias Galvanizada y Acero NegroDocumento2 páginasFicha Tecnica Tuberias Galvanizada y Acero NegroEFRAIN MONTESAún no hay calificaciones
- A2. 3. THW (90) Parametros de Cables ElectricosDocumento3 páginasA2. 3. THW (90) Parametros de Cables ElectricosmayraAún no hay calificaciones
- Equivalencias Eléctricas CU-ALDocumento1 páginaEquivalencias Eléctricas CU-ALNelson ForeroAún no hay calificaciones
- Planchas y Bobinas Laminadas en Frio LAF AbinsurDocumento2 páginasPlanchas y Bobinas Laminadas en Frio LAF AbinsurJose ColmenaresAún no hay calificaciones
- 26 - Listas de Precios - 316Documento43 páginas26 - Listas de Precios - 316aespinosa_rAún no hay calificaciones
- Tabla de Conversión de VelocidadDocumento4 páginasTabla de Conversión de VelocidadVICENTE ABRAHAM GARCIA RANGELAún no hay calificaciones
- LP Hierros Perfiles 02 Sin Tapa Con TituloDocumento10 páginasLP Hierros Perfiles 02 Sin Tapa Con TituloHector TejedaAún no hay calificaciones
- Aguilar Paúl - Tabla de Corte y Soldadura PDFDocumento3 páginasAguilar Paúl - Tabla de Corte y Soldadura PDFkevin sanchezAún no hay calificaciones
- Welding CableDocumento2 páginasWelding Cablechristian CarriónAún no hay calificaciones
- I Conductores de CobreDocumento19 páginasI Conductores de CobreshrikullsAún no hay calificaciones
- N2XOH Cab. Uni. 0,6-1 KV (Uv)Documento4 páginasN2XOH Cab. Uni. 0,6-1 KV (Uv)Henry Roger Sanchez AguilarAún no hay calificaciones
- Caida de Tencion ViakonDocumento4 páginasCaida de Tencion ViakonclinsinAún no hay calificaciones
- Tamaños TamicesDocumento1 páginaTamaños TamicesDenise Alejandra Lagos EscobarAún no hay calificaciones
- Barra Redonda CalibradaDocumento2 páginasBarra Redonda CalibradaJoel Miguel Angel PachecoAún no hay calificaciones
- Celsa CatalogoDocumento15 páginasCelsa CatalogoAVELASINTERCANTVAún no hay calificaciones
- Ficha Técnica y Medidas Cilindros Hidraulicos Estandar Doble Efecto Serie 700Documento3 páginasFicha Técnica y Medidas Cilindros Hidraulicos Estandar Doble Efecto Serie 700Jefatura de Planta Invemet PeruAún no hay calificaciones
- Mangueras STROBBE: Hardcover®Documento1 páginaMangueras STROBBE: Hardcover®Jose Alexander Diestra CortezAún no hay calificaciones
- Cable THWDocumento4 páginasCable THWElvisAún no hay calificaciones
- Tablas - Instalaciones EléctricasDocumento3 páginasTablas - Instalaciones EléctricasMaria Paula EstevezAún no hay calificaciones
- A2. 3. THWDocumento3 páginasA2. 3. THWCarlos Andre Sante MancillaAún no hay calificaciones
- U PackingDocumento4 páginasU PackingRubén RodriguezAún no hay calificaciones
- CEDULADocumento2 páginasCEDULALaura ContrerasAún no hay calificaciones
- Cable6x7 PDFDocumento1 páginaCable6x7 PDFjose luisAún no hay calificaciones
- Mangueras HidraulicosDocumento20 páginasMangueras HidraulicosinfluenciazAún no hay calificaciones
- Plancha Acero A36 Espesores ComercialesDocumento1 páginaPlancha Acero A36 Espesores ComercialesAlan Cipra DextreAún no hay calificaciones
- Adicional Muro C° A° Km. 65+484.00 - 65+493.00, Calicata #139Documento34 páginasAdicional Muro C° A° Km. 65+484.00 - 65+493.00, Calicata #139Lui KuiAún no hay calificaciones
- Cables CELSADocumento11 páginasCables CELSARonald Arturo Alberti MaysAún no hay calificaciones
- Mantenimiento Preventivo AutomotrizDocumento6 páginasMantenimiento Preventivo Automotrizshura1229Aún no hay calificaciones
- Peso Canastillas 100 %Documento14 páginasPeso Canastillas 100 %Jonathan PolancoAún no hay calificaciones
- Tabla de Pesos de PerfilesDocumento18 páginasTabla de Pesos de PerfilesJaime Iván Vera MelgarAún no hay calificaciones
- Tabla Pesos Secciones Metálicas-41-49Documento9 páginasTabla Pesos Secciones Metálicas-41-49joedryAún no hay calificaciones
- Bitácora de DilataciónDocumento4 páginasBitácora de DilataciónJHON PESTAÑAAún no hay calificaciones
- TABLA Roscas UN - FragmentoDocumento9 páginasTABLA Roscas UN - FragmentoDaniel CoronadoAún no hay calificaciones
- Tablas Capacidades Tuberias PerforaciónDocumento1 páginaTablas Capacidades Tuberias PerforaciónDaniela Esperanza Salamanca PerezAún no hay calificaciones
- Tabla de TuberiaDocumento1 páginaTabla de TuberiaMiguelAún no hay calificaciones
- Equivalencia Nominal Pipe Size Y DIAMETRO NOMINALDocumento1 páginaEquivalencia Nominal Pipe Size Y DIAMETRO NOMINALAbel Enríquez RomeroAún no hay calificaciones
- Cable Celsa (Tw-80)Documento3 páginasCable Celsa (Tw-80)Jesús PumayalliAún no hay calificaciones
- FichaDocumento1 páginaFichaEmerovsky ReyesAún no hay calificaciones
- ACSR - DIN EN 50182 - Rev27Documento1 páginaACSR - DIN EN 50182 - Rev27henry_gtAún no hay calificaciones
- Ft-Barras Sae 1020 ExancoDocumento1 páginaFt-Barras Sae 1020 ExancokuusulAún no hay calificaciones
- Instalaciones ElectricasDocumento6 páginasInstalaciones ElectricasRichiboys CLAún no hay calificaciones
- Catalogo Cables PDFDocumento13 páginasCatalogo Cables PDFDario TorresAún no hay calificaciones
- Torque Apriete 2012Documento7 páginasTorque Apriete 2012nauriAún no hay calificaciones
- Catalogo Comasa Planchas y Bobinas Estructurales A36 (LAC)Documento1 páginaCatalogo Comasa Planchas y Bobinas Estructurales A36 (LAC)Saul Omar Fernandez RojasAún no hay calificaciones
- Consumo de Soldadura 1Documento3 páginasConsumo de Soldadura 1Dario100% (1)
- AWG en MM - Construcciones de Conductores Americanas - SAB CablesDocumento6 páginasAWG en MM - Construcciones de Conductores Americanas - SAB CablesjdrojasaAún no hay calificaciones
- MANGUERA HIDRAULICAS SAE 100 R5, Mangueras Hidraulicas r9, Mangueras Hidraulicas r12 AIRFLEXDocumento5 páginasMANGUERA HIDRAULICAS SAE 100 R5, Mangueras Hidraulicas r9, Mangueras Hidraulicas r12 AIRFLEXSergio drvAún no hay calificaciones
- A1. 1. H07Z1-R (Lsoh-80)Documento4 páginasA1. 1. H07Z1-R (Lsoh-80)Ronald Arturo Alberti MaysAún no hay calificaciones
- F.T N2xoh Cab. Uni. 0,6-1 KV 500mmDocumento4 páginasF.T N2xoh Cab. Uni. 0,6-1 KV 500mmRicardo MendivilAún no hay calificaciones
- Ficha Tecnica Cables CelsaDocumento4 páginasFicha Tecnica Cables CelsaCarlos MegoAún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Arco Iris 1ra 2 Da y 3ra FaceDocumento17 páginasArco Iris 1ra 2 Da y 3ra FaceAnay C. PereiraAún no hay calificaciones
- Mermelada de Chirimoya TesisDocumento23 páginasMermelada de Chirimoya TesisAnay C. PereiraAún no hay calificaciones
- Planificación Del Proceso de Forja para Una Llave StilsonDocumento32 páginasPlanificación Del Proceso de Forja para Una Llave StilsonAnay C. Pereira100% (1)
- Catalogo Maquinas Kras PDFDocumento36 páginasCatalogo Maquinas Kras PDFAnay C. PereiraAún no hay calificaciones
- B. Determinación y Justificación Del MaterialDocumento6 páginasB. Determinación y Justificación Del MaterialAnay C. PereiraAún no hay calificaciones
- MONOGRAFÍADocumento15 páginasMONOGRAFÍARonal Ramírez AlhuayAún no hay calificaciones
- Especificaciones Tecnicas FibraDocumento8 páginasEspecificaciones Tecnicas FibraHumberto ArteagaAún no hay calificaciones
- BreuschDocumento2 páginasBreuschLuis Fernando MaronAún no hay calificaciones
- Muestreo de Aguas SubterráneasDocumento19 páginasMuestreo de Aguas SubterráneasRichard Pantoja BazanAún no hay calificaciones
- EJERCICIOS - Resueltos - Ecuación BernoullDocumento5 páginasEJERCICIOS - Resueltos - Ecuación BernoullDaniel MedinaAún no hay calificaciones
- Ejercicio 1 de Calculo Ii de Rober Huanca CondoriDocumento10 páginasEjercicio 1 de Calculo Ii de Rober Huanca CondoriKevin Rbr HuancaAún no hay calificaciones
- ABUNDANCIADocumento45 páginasABUNDANCIAJesús Francisco Guerra DiazAún no hay calificaciones
- 4 CLASE Extracción Con Solventes Clase 4Documento19 páginas4 CLASE Extracción Con Solventes Clase 4Malú Sandy Contreras RodríguezAún no hay calificaciones
- Práctico AlgebraDocumento2 páginasPráctico AlgebraVictorManuelCalderonGarciaAún no hay calificaciones
- Apuntes Algebra LinealDocumento44 páginasApuntes Algebra LinealJAVIERAún no hay calificaciones
- 3 - Densidad, Peso Especifico y Principio de ArquimedesDocumento3 páginas3 - Densidad, Peso Especifico y Principio de ArquimedesAbeluchinRLDAún no hay calificaciones
- Actividades de TP Introductorio de Física I - Bqca y Fcia - 2021Documento9 páginasActividades de TP Introductorio de Física I - Bqca y Fcia - 2021Agustin FernandezAún no hay calificaciones
- Resoluciòn III 2018Documento5 páginasResoluciòn III 2018gabo_gczAún no hay calificaciones
- Tarea (Unidades y Valores de Viscosidad)Documento1 páginaTarea (Unidades y Valores de Viscosidad)Jasso JassoAún no hay calificaciones
- Cinética de Un Sistema de Particulas. - Flujo de Masas.Documento2 páginasCinética de Un Sistema de Particulas. - Flujo de Masas.Ne InAún no hay calificaciones
- Estatica Sala 9Documento10 páginasEstatica Sala 9Roy Alonso Ortiz IngaAún no hay calificaciones
- Indeci Ferreñafe Ciudad Sostenible-1Documento255 páginasIndeci Ferreñafe Ciudad Sostenible-1Irvin Edgardo Roque LeonardoAún no hay calificaciones
- Introduccion Energia EolicaDocumento161 páginasIntroduccion Energia Eolicaespaciosolar espaciosolarAún no hay calificaciones
- Laboratorio de DestilaciónDocumento20 páginasLaboratorio de DestilaciónDiego Meléndez MolinaAún no hay calificaciones
- Tarea 4Documento16 páginasTarea 4Eder ReloAún no hay calificaciones
- MANUALsegundoDocumento38 páginasMANUALsegundoRandazzo BoneAún no hay calificaciones
- Análisis Sobre Cine de Theo AngelopoulosDocumento18 páginasAnálisis Sobre Cine de Theo AngelopoulosMaki GornemannAún no hay calificaciones
- Clase 05 - Poligonales - Parte 1Documento19 páginasClase 05 - Poligonales - Parte 1Einstein Vargas100% (1)
- Aplicación de Trabajo en La Utilización de Máquinas Simples en La AgronomíaDocumento2 páginasAplicación de Trabajo en La Utilización de Máquinas Simples en La AgronomíaMauro Chicango100% (1)
- BIOMIMÉTICADocumento10 páginasBIOMIMÉTICAMartinRodriguezAún no hay calificaciones
- Clase 1Documento90 páginasClase 1Jose RodriguezAún no hay calificaciones
- Concreto I - EVALUACIÓNDocumento24 páginasConcreto I - EVALUACIÓNConchita VazquezAún no hay calificaciones