También podría gustarte
- Fdocuments - Ec - Manual Bomba Sentinel DurcomexDocumento36 páginasFdocuments - Ec - Manual Bomba Sentinel DurcomexVictor AguilarAún no hay calificaciones
- Cuaderno de ENDDocumento32 páginasCuaderno de ENDVictor AguilarAún no hay calificaciones
- Liquidos PenetrantesDocumento70 páginasLiquidos PenetrantesHelga Viviana AlmeidaAún no hay calificaciones
- Problema 1 - Zoila PDFDocumento7 páginasProblema 1 - Zoila PDFLuis MestanzaAún no hay calificaciones
- MF Prueba2 2017B PDFDocumento4 páginasMF Prueba2 2017B PDFVictor AguilarAún no hay calificaciones
- InformeDocumento6 páginasInformeVictor AguilarAún no hay calificaciones
- Dibujo Acotado GR-2 PDFDocumento1 páginaDibujo Acotado GR-2 PDFVictor AguilarAún no hay calificaciones
- Clasificación de Los Electodos RevestidosDocumento2 páginasClasificación de Los Electodos RevestidosVictor AguilarAún no hay calificaciones
- MFprueba1 2017B PDFDocumento2 páginasMFprueba1 2017B PDFVictor AguilarAún no hay calificaciones
- Cuaderno MecFlu2Documento91 páginasCuaderno MecFlu2Victor AguilarAún no hay calificaciones
- Dibujo Acotado GR-2 PDFDocumento1 páginaDibujo Acotado GR-2 PDFVictor AguilarAún no hay calificaciones
- MFprueba1 2017BDocumento2 páginasMFprueba1 2017BVictor AguilarAún no hay calificaciones
- Engineering Mechanics - Statics-J.L.Meriam - L.G.Kraige-Solution Manual (5th Ed) PDFDocumento984 páginasEngineering Mechanics - Statics-J.L.Meriam - L.G.Kraige-Solution Manual (5th Ed) PDFStoneAún no hay calificaciones
- Aguilar Victor 2Documento20 páginasAguilar Victor 2Victor AguilarAún no hay calificaciones
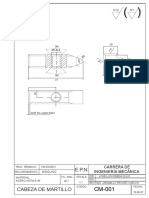
- Cabeza de MartilloDocumento1 páginaCabeza de MartilloVictor AguilarAún no hay calificaciones
- Dibujo AcotadoDocumento1 páginaDibujo AcotadoVictor AguilarAún no hay calificaciones
- Guías de Laboratorio ELT 3831 PDFDocumento38 páginasGuías de Laboratorio ELT 3831 PDFomar cruzAún no hay calificaciones
- SISTEMAS_ABIERTOS_SEGUNDO_CORTEDocumento5 páginasSISTEMAS_ABIERTOS_SEGUNDO_CORTEJohn Nicolás Garzón HerránAún no hay calificaciones
- Silabos de Análisis InstrumentalDocumento3 páginasSilabos de Análisis InstrumentalJuan Carlos FloresAún no hay calificaciones
- Fractales para NiñosDocumento12 páginasFractales para NiñosLuis Leiva Morantes100% (1)
- Cinematica de Los FluidosDocumento28 páginasCinematica de Los FluidosjoelAún no hay calificaciones
- Historia Del CálculoDocumento11 páginasHistoria Del Cálculooscar100% (1)
- Shakira Sale El SolDocumento3 páginasShakira Sale El Soljosh_sollieAún no hay calificaciones
- Consulta Siglas-Materiales MetalicosDocumento8 páginasConsulta Siglas-Materiales MetalicosElizabeth CominaAún no hay calificaciones
- Ley de Acción de MasasDocumento2 páginasLey de Acción de MasasAlejandra RosasAún no hay calificaciones
- Taller Soluciones QuimicasDocumento1 páginaTaller Soluciones QuimicasLiseth GonzalezAún no hay calificaciones
- Methanex ChileDocumento7 páginasMethanex ChileFer Mugrabi0% (1)
- ObtencionDocumento7 páginasObtencionPilar Cardona AranzazuAún no hay calificaciones
- Cadena MarkovDocumento46 páginasCadena MarkovN Jean N Carlos N100% (1)
- 30 Metrologia y Normalizacion PDFDocumento11 páginas30 Metrologia y Normalizacion PDFSantiago Oleas EscalanteAún no hay calificaciones
- ESD Programa de Control Contra Cargas ElectrostaticasDocumento26 páginasESD Programa de Control Contra Cargas Electrostaticasgus0% (1)
- SECCIONES 700 Y 800 (Primera Parte)Documento611 páginasSECCIONES 700 Y 800 (Primera Parte)Rodolfo ReynaAún no hay calificaciones
- Tema 2. Problema REX Fisica de Los AlimentosDocumento2 páginasTema 2. Problema REX Fisica de Los AlimentoschristianAún no hay calificaciones
- Practica de Laboratorio - Gel AntibacterialDocumento3 páginasPractica de Laboratorio - Gel AntibacterialJorge EscobarAún no hay calificaciones
- Teoría Potencia MecánicaDocumento16 páginasTeoría Potencia MecánicaUlpianoxx1992Aún no hay calificaciones
- Caso Cabina Pintura Kelly RodriguezDocumento3 páginasCaso Cabina Pintura Kelly RodriguezKelly Rodriguez SalazarAún no hay calificaciones
- SD - BLOQUEADOR DE HUMEDAD (CL)Documento11 páginasSD - BLOQUEADOR DE HUMEDAD (CL)reneAún no hay calificaciones
- Norma DIN5035Documento8 páginasNorma DIN5035Marcos MorantesAún no hay calificaciones
- TeoremaTorricelliDocumento11 páginasTeoremaTorricelliaranxaa9Aún no hay calificaciones
- Polietileno de Alta DensidadDocumento2 páginasPolietileno de Alta DensidadPatricio EstrellaAún no hay calificaciones
- CayleyDocumento135 páginasCayleyalex ackermanAún no hay calificaciones
- ANTECEDENTES Centro ComercialDocumento28 páginasANTECEDENTES Centro ComercialLizeth Gabriela Gaspar PeñaAún no hay calificaciones
- Enviralloy Ni - 2 Zn-NiDocumento9 páginasEnviralloy Ni - 2 Zn-NihumbertotorresrAún no hay calificaciones
- Materia OscuraDocumento3 páginasMateria OscuraYesenia GarciaAún no hay calificaciones
- Jet Polisiloxane 900Documento2 páginasJet Polisiloxane 900MARLONAún no hay calificaciones
- Calculos de ExplosivosDocumento56 páginasCalculos de ExplosivosAngelica Caceres Prada100% (3)