También podría gustarte
- Putrajaya Ken YeangDocumento42 páginasPutrajaya Ken YeangJacky Marina Campos100% (2)
- RCM SecadorDocumento5 páginasRCM SecadorBony Maykelin Tapia CotrinaAún no hay calificaciones
- LAB. 5 - Flujo de FluidosDocumento3 páginasLAB. 5 - Flujo de FluidosDayhana AriasAún no hay calificaciones
- 2 Tipos MovimientosDocumento69 páginas2 Tipos MovimientosAtalias InfanteAún no hay calificaciones
- 10 Árboles - y - Ejes 04 PDFDocumento49 páginas10 Árboles - y - Ejes 04 PDFkeviangelsAún no hay calificaciones
- NS - 6100 - FD - MCA - EXO - SSB - DS - 000004 Memoria de Cálculo Edificio de MantenimientoDocumento167 páginasNS - 6100 - FD - MCA - EXO - SSB - DS - 000004 Memoria de Cálculo Edificio de Mantenimientosh.armejo2022Aún no hay calificaciones
- Sismos y Terremotos de Los Últimos 50 Años en El EcuadorDocumento71 páginasSismos y Terremotos de Los Últimos 50 Años en El EcuadorPedro Quesada100% (1)
- Wuolah Free Tema 4 La HidrosferaDocumento22 páginasWuolah Free Tema 4 La HidrosferaviktorrdjAún no hay calificaciones
- 9 DurezaDocumento27 páginas9 DurezaPaul CarcasiAún no hay calificaciones
- Movimiento Armonico Simple Taller ResueltoDocumento23 páginasMovimiento Armonico Simple Taller ResueltoDiana Valentina Andrade RamírezAún no hay calificaciones
- El ClimaDocumento37 páginasEl ClimaDennis UmboAún no hay calificaciones
- Propiedades ColigativasDocumento3 páginasPropiedades ColigativasMaria De Lourdes MatteiAún no hay calificaciones
- Bravo Filiph Ingenius Sistemas de RefrigeracionDocumento12 páginasBravo Filiph Ingenius Sistemas de RefrigeracionFiLiPh TORWOLFAún no hay calificaciones
- Ejercicios de Mecanica 2-1Documento2 páginasEjercicios de Mecanica 2-1Erick Montero Alcantara0% (1)
- Vapor HP EsDocumento10 páginasVapor HP EsHugo Ernesto Fonseca MenjivarAún no hay calificaciones
- Ensayo SuperconductoresDocumento3 páginasEnsayo SuperconductoresPedro OrtizAún no hay calificaciones
- GASESDocumento41 páginasGASESlincecitaAún no hay calificaciones
- Caida de PresionDocumento15 páginasCaida de PresionAmilcarChahuaAún no hay calificaciones
- Practica 1Documento5 páginasPractica 1José Luis Muro ValenzuelaAún no hay calificaciones
- F C 210 - Metodo ACIDocumento7 páginasF C 210 - Metodo ACIAaron Zelaya TrujilloAún no hay calificaciones
- 252 Hidráulica ProgramaDocumento5 páginas252 Hidráulica ProgramaMiguel RamirezAún no hay calificaciones
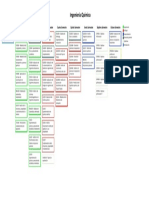
- Mapa Curricular PeriodosDocumento1 páginaMapa Curricular PeriodosMichaelAún no hay calificaciones
- Viento ExposicionDocumento6 páginasViento ExposicionADRIANAAún no hay calificaciones
- T1-Campo-Electrostatico - GIE Fisica IIDocumento39 páginasT1-Campo-Electrostatico - GIE Fisica IIjose manuelAún no hay calificaciones
- Informe de Laboratorio N°1 Física IiDocumento12 páginasInforme de Laboratorio N°1 Física IiAntonio Ruiz Orlandini100% (1)
- Manual Secador de Aire Comprimido Marca CTA ModeloDocumento50 páginasManual Secador de Aire Comprimido Marca CTA ModeloArmando Manuel Ramos del RealAún no hay calificaciones
- Clase 9-Electromag1-2022-B PDFDocumento9 páginasClase 9-Electromag1-2022-B PDFHELDER CHAVEZAún no hay calificaciones
- Clase de Movimiento ParabólicoDocumento12 páginasClase de Movimiento ParabólicosantanavinicioAún no hay calificaciones
- Cambio ClimáticoDocumento92 páginasCambio ClimáticoLaura CaperaAún no hay calificaciones
- Turbinas de VaporDocumento14 páginasTurbinas de VaporVanessa WilliamsonAún no hay calificaciones