También podría gustarte
- Materiales RefractariosDocumento15 páginasMateriales RefractariosBrayan Sanchez Correa100% (2)
- Ejercicios de Proyectos MinerosDocumento7 páginasEjercicios de Proyectos MinerosVíctor FreddyAún no hay calificaciones
- Mina CondestableDocumento14 páginasMina CondestableVíctor FreddyAún no hay calificaciones
- Tuneles - Victor Fredy Condori CcasaDocumento11 páginasTuneles - Victor Fredy Condori CcasaVíctor FreddyAún no hay calificaciones
- IpercDocumento1 páginaIpercVíctor FreddyAún no hay calificaciones
- QuechuaDocumento50 páginasQuechuaVíctor Freddy50% (2)
- Curso Quechua Metodo FacilDocumento37 páginasCurso Quechua Metodo FacilGabriela Tito HanccoAún no hay calificaciones
- Curriculum VitaeDocumento2 páginasCurriculum VitaeNeisser Caruajulca100% (1)
- Solicit UdDocumento2 páginasSolicit UdVíctor FreddyAún no hay calificaciones
- Mat2-U1-Sesion 02Documento7 páginasMat2-U1-Sesion 02Víctor FreddyAún no hay calificaciones
- TopografiaDocumento49 páginasTopografiaVíctor Freddy100% (2)
- MIN 2 Relleno en Pasta Unid San Rafael Oscar CantorinDocumento11 páginasMIN 2 Relleno en Pasta Unid San Rafael Oscar CantorinVíctor FreddyAún no hay calificaciones
- VaillantDocumento244 páginasVaillantDavid CarrilloAún no hay calificaciones
- Prueba Cortocircuito - Pueba de Vacio - Cuestionario 1,2,3,4Documento9 páginasPrueba Cortocircuito - Pueba de Vacio - Cuestionario 1,2,3,4Adrian Arauco CarhuasAún no hay calificaciones
- PETS-SC-MIN-02-14 Desate de Rocas Con ScailerDocumento7 páginasPETS-SC-MIN-02-14 Desate de Rocas Con ScailerJhonatan DiazAún no hay calificaciones
- La Emulsion GasificadaDocumento62 páginasLa Emulsion GasificadaedsonvillanuevaAún no hay calificaciones
- Trampas de VaporDocumento9 páginasTrampas de VaporRenzoAún no hay calificaciones
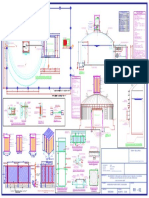
- Plano ReservoriooDocumento1 páginaPlano ReservoriooTriller Arauco BalbinAún no hay calificaciones
- Icopor AmbientalDocumento7 páginasIcopor AmbientalCamilo TordecillaAún no hay calificaciones
- Armado de Losa de ConcretoDocumento14 páginasArmado de Losa de ConcretoJoshMontoyaAún no hay calificaciones
- Ficha Tecnica Mastico LiquidoDocumento1 páginaFicha Tecnica Mastico LiquidoAna Maria BuitragoAún no hay calificaciones
- Balance de Agua - ColquisiriDocumento9 páginasBalance de Agua - Colquisiriacomisaminas100% (1)
- Blue StarsDocumento8 páginasBlue StarsAlfredo ObregónAún no hay calificaciones
- Presentacion MetalografiaDocumento56 páginasPresentacion MetalografiaRicardo Garcia ParraAún no hay calificaciones
- Generalidades de La FundiciónDocumento2 páginasGeneralidades de La FundiciónAnonymous GAVKSRZaoq0% (1)
- 221-13 - sp1 GILMAELAS ELASTOMERO FACHADA ANTIMOHO RV 09 22Documento3 páginas221-13 - sp1 GILMAELAS ELASTOMERO FACHADA ANTIMOHO RV 09 22Alvaro MoyaAún no hay calificaciones
- Pintura Con Esmalte SinteticoDocumento7 páginasPintura Con Esmalte Sinteticoarturo_jepAún no hay calificaciones
- Marco TeóricoDocumento5 páginasMarco TeóricoPanchito PaguayAún no hay calificaciones
- Anexo Herramientas TallerDocumento31 páginasAnexo Herramientas Tallercristian faundesAún no hay calificaciones
- Valvulas Instrumentacion y ControlDocumento26 páginasValvulas Instrumentacion y ControlBelarmen GasterAún no hay calificaciones
- Sistemas Tecnologicos - Maquinas de FabricacionDocumento15 páginasSistemas Tecnologicos - Maquinas de FabricacionjuanAún no hay calificaciones
- Diseño 280 - Reforzamiento de PuenteDocumento5 páginasDiseño 280 - Reforzamiento de PuenteFernando DueñasAún no hay calificaciones
- Informe Fiscalizacion 02 - CerramientoDocumento8 páginasInforme Fiscalizacion 02 - CerramientoRicardo MontesdeocaAún no hay calificaciones
- Informe Antisismica Calculo de Rigidez LateralDocumento36 páginasInforme Antisismica Calculo de Rigidez LateralJhonathan DV100% (2)
- Fang Han El CordovaDocumento165 páginasFang Han El CordovaHéctor Fanghanel CórdovaAún no hay calificaciones
- Aspersor CometalDocumento19 páginasAspersor CometalHENRY_CONDORI_LAZOAún no hay calificaciones
- Manual Nevera MabeDocumento25 páginasManual Nevera MabeMarcos100% (1)
- DecoglassDocumento2 páginasDecoglassJoseAún no hay calificaciones
- Procedimiento para Instalación de Bandeja Porta Cable en STG Ground FloorDocumento2 páginasProcedimiento para Instalación de Bandeja Porta Cable en STG Ground FloorDavid SanchezAún no hay calificaciones
- Actividad 9 Tipos de CorrosiónDocumento6 páginasActividad 9 Tipos de CorrosiónAlejandro GuzmanAún no hay calificaciones
- 08 - CRC Inox 200Documento2 páginas08 - CRC Inox 200donnyAún no hay calificaciones