También podría gustarte
- Pintado de vehículos por difuminado. TMVL0509De EverandPintado de vehículos por difuminado. TMVL0509Calificación: 5 de 5 estrellas5/5 (1)
- Valvulas Fast PackDocumento8 páginasValvulas Fast PackMel ArocutipaAún no hay calificaciones
- MACROPOXY 646 Fast Cure Epoxy EspañolDocumento4 páginasMACROPOXY 646 Fast Cure Epoxy Españolgilbts100% (2)
- Esmalte Urelux 22Documento0 páginasEsmalte Urelux 22Orlando MelipillanAún no hay calificaciones
- Técnicas de reacondicionamiento y preentrega. TMVL0509De EverandTécnicas de reacondicionamiento y preentrega. TMVL0509Aún no hay calificaciones
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesDe EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesCalificación: 5 de 5 estrellas5/5 (1)
- Curso de Stress Piping Programa Caesar PDFDocumento92 páginasCurso de Stress Piping Programa Caesar PDFMel ArocutipaAún no hay calificaciones
- UF1258 - Planificación y control de los procesos de corrección de defectos en el acabado y decoración de superficiesDe EverandUF1258 - Planificación y control de los procesos de corrección de defectos en el acabado y decoración de superficiesAún no hay calificaciones
- Duraplate 235Documento4 páginasDuraplate 235HeiderHuertaAún no hay calificaciones
- Acrolon 218 HSDocumento4 páginasAcrolon 218 HSCwas Ayo SimbañaAún no hay calificaciones
- Zinc Clad IV Epoxy Zinc PrimerDocumento4 páginasZinc Clad IV Epoxy Zinc Primerrmontero81100% (1)
- Dimetcote 9FTDocumento2 páginasDimetcote 9FTleandreu82649Aún no hay calificaciones
- Dimetcote 9Documento2 páginasDimetcote 9lindanoraAún no hay calificaciones
- Claculo Estanque de Acero (Normas Chilenas)Documento39 páginasClaculo Estanque de Acero (Normas Chilenas)claudiovalenzuela100% (1)
- Procesos y tratamientos químicos y clasificación de los productos de piedra natural. IEXD0108De EverandProcesos y tratamientos químicos y clasificación de los productos de piedra natural. IEXD0108Aún no hay calificaciones
- Apomazado y pulido de piedra natural. IEXD0108De EverandApomazado y pulido de piedra natural. IEXD0108Aún no hay calificaciones
- ACFM A SCFMDocumento4 páginasACFM A SCFMMel ArocutipaAún no hay calificaciones
- 3.4 Macropoxy 646Documento4 páginas3.4 Macropoxy 646Rafael Castillo PalaciosAún no hay calificaciones
- MACROPOXY 646 Información Del ProductoDocumento4 páginasMACROPOXY 646 Información Del ProductoKene Aguilar ZanabriaAún no hay calificaciones
- 3 4 Macropoxy 646Documento4 páginas3 4 Macropoxy 646danielmecanicoAún no hay calificaciones
- Hi Solids PolyurethaneDocumento4 páginasHi Solids PolyurethaneMauricio Adame100% (1)
- B61bsa1 Ebonol HT17Documento4 páginasB61bsa1 Ebonol HT17carybe69Aún no hay calificaciones
- ACROLON218HSDocumento4 páginasACROLON218HSMel ArocutipaAún no hay calificaciones
- Macropoxy 646Documento4 páginasMacropoxy 646Carlos GonzalesAún no hay calificaciones
- Poly Lon 1900Documento4 páginasPoly Lon 1900manosesAún no hay calificaciones
- Cor Cote HCRFFDocumento4 páginasCor Cote HCRFFSol AngelAún no hay calificaciones
- Macropoxy 646 Fast Cure EpoxyDocumento4 páginasMacropoxy 646 Fast Cure EpoxyAngel LugoAún no hay calificaciones
- FT E03646 Macropoxy646Documento4 páginasFT E03646 Macropoxy646Reynaldo Ruiz MendozaAún no hay calificaciones
- Hi Solids Polyurethane PDFDocumento4 páginasHi Solids Polyurethane PDFhuicholeAún no hay calificaciones
- Kem Kromic PrimerDocumento4 páginasKem Kromic PrimerMariangel GallegosAún no hay calificaciones
- Duraplate UHSDocumento4 páginasDuraplate UHSJonny SalvatierraAún no hay calificaciones
- 3.1 Duraplate UHS TSDocumento4 páginas3.1 Duraplate UHS TSRoberto Karlos Preciado EsquiembreAún no hay calificaciones
- U01022 Urelux22Documento4 páginasU01022 Urelux22Rodrigo Fuentes PlacenciaAún no hay calificaciones
- DTM Acrylic CoatingDocumento4 páginasDTM Acrylic CoatingAngel LugoAún no hay calificaciones
- B69 Kem Cati Coat Enamel HT20Documento4 páginasB69 Kem Cati Coat Enamel HT20Anonymous ZfCqJe4SEFAún no hay calificaciones
- Cor CoteDocumento4 páginasCor CoteJuan CarvajalAún no hay calificaciones
- Kromik Universal Ht4Documento4 páginasKromik Universal Ht4Penny WoodsAún no hay calificaciones
- Amerlock 400 PDFDocumento2 páginasAmerlock 400 PDFAbisaí EscribanoAún no hay calificaciones
- Sumazinc 278 PEDocumento4 páginasSumazinc 278 PEIsaac DiazAún no hay calificaciones
- FT Z 02004 Zinc Clad IVDocumento4 páginasFT Z 02004 Zinc Clad IVmanosesAún no hay calificaciones
- Cor Cote VEN GF PDFDocumento4 páginasCor Cote VEN GF PDFCwas Ayo SimbañaAún no hay calificaciones
- Amerlock 2Documento2 páginasAmerlock 2MadetinAún no hay calificaciones
- Macropoxy 646 PrimerDocumento4 páginasMacropoxy 646 PrimerHeiderHuertaAún no hay calificaciones
- Cor Cote HCRDocumento4 páginasCor Cote HCRSol AngelAún no hay calificaciones
- CT Multi Proc ComexDocumento4 páginasCT Multi Proc ComexComercializadora VielmasAún no hay calificaciones
- SHERWIN WILLIAMSZincCladIVPE PDFDocumento4 páginasSHERWIN WILLIAMSZincCladIVPE PDFlaga2009Aún no hay calificaciones
- A Dimetcote 9Documento2 páginasA Dimetcote 9LuisAún no hay calificaciones
- Intertuf 262Documento2 páginasIntertuf 262zavalamaritza5715Aún no hay calificaciones
- HT 513 80468 000Documento2 páginasHT 513 80468 000Yovany PadillaAún no hay calificaciones
- Acrolon 218 Hs Poliuretano AcrilicoDocumento2 páginasAcrolon 218 Hs Poliuretano AcrilicoFernando PintoAún no hay calificaciones
- I Pon Lac PrimerDocumento4 páginasI Pon Lac PrimerReynaldo Ruiz MendozaAún no hay calificaciones
- Z01200P - Zinc Clad II - 07-2009Documento4 páginasZ01200P - Zinc Clad II - 07-2009danielbustAún no hay calificaciones
- Información Técnica de Las Pinturas SeleccionadasDocumento10 páginasInformación Técnica de Las Pinturas Seleccionadasaaja05Aún no hay calificaciones
- Cor Cote VEN PDFDocumento4 páginasCor Cote VEN PDFCwas Ayo SimbañaAún no hay calificaciones
- Amercoat 68HSDocumento2 páginasAmercoat 68HSManuel Antonio Santos VargasAún no hay calificaciones
- Sherwin KEM EPOXY MASTIC A - B PDFDocumento2 páginasSherwin KEM EPOXY MASTIC A - B PDFJorge ValenciaAún no hay calificaciones
- Corobond HS PDFDocumento4 páginasCorobond HS PDFCwas Ayo SimbañaAún no hay calificaciones
- Pds Hempadur Mastic 45881 Es-EsDocumento3 páginasPds Hempadur Mastic 45881 Es-EsJeanneth Estacio100% (1)
- Amercoat 235Documento2 páginasAmercoat 235Almagesto QuenayaAún no hay calificaciones
- Pds Hempadur Mastic 45881 Es-MxDocumento3 páginasPds Hempadur Mastic 45881 Es-MxEdwin MoralitosAún no hay calificaciones
- Amercoat 68HSDocumento2 páginasAmercoat 68HSFelix Julio Céspedes SotoAún no hay calificaciones
- Amerlock 400Documento2 páginasAmerlock 400Renzo LauraAún no hay calificaciones
- Hds Interzinc 52Documento4 páginasHds Interzinc 52Marco BrionesAún no hay calificaciones
- Pack Construccion Virtual Con Bim PDFDocumento6 páginasPack Construccion Virtual Con Bim PDFMel ArocutipaAún no hay calificaciones
- Manual de Plomeria El Libro Azul PDFDocumento136 páginasManual de Plomeria El Libro Azul PDFquiquethompson100% (4)
- Pack Construccion Virtual Con BimDocumento6 páginasPack Construccion Virtual Con BimMel ArocutipaAún no hay calificaciones
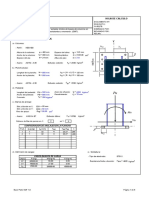
- Plancha Base SMF PDFDocumento6 páginasPlancha Base SMF PDFMel ArocutipaAún no hay calificaciones
- Anexo Ingenieria MoliendaDocumento19 páginasAnexo Ingenieria MoliendaJosedd Osuna Araiza100% (1)
- Seleccion de BridasDocumento1 páginaSeleccion de BridasMel ArocutipaAún no hay calificaciones
- Ejercicio Cálculo Carga Térmica (Metodos)Documento3 páginasEjercicio Cálculo Carga Térmica (Metodos)Mel ArocutipaAún no hay calificaciones
- Ejercicios Determinación de Caudales (VC)Documento6 páginasEjercicios Determinación de Caudales (VC)Mel ArocutipaAún no hay calificaciones
- Ejercicio Ducto CircularDocumento3 páginasEjercicio Ducto CircularMel ArocutipaAún no hay calificaciones