También podría gustarte
- Proceso de Suministro de Insumos en El Hospital de Yopal EseDocumento270 páginasProceso de Suministro de Insumos en El Hospital de Yopal EseSchoen Carlos100% (1)
- C3-Localizacion Del ProyectoDocumento22 páginasC3-Localizacion Del ProyectoSchoen CarlosAún no hay calificaciones
- DFMADocumento1 páginaDFMASchoen CarlosAún no hay calificaciones
- Farmacocinetica Adme PDFDocumento59 páginasFarmacocinetica Adme PDFSchoen CarlosAún no hay calificaciones
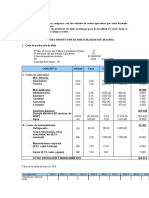
- Costos Operativos Del Productor de HieloDocumento2 páginasCostos Operativos Del Productor de HieloJohn NeciosupAún no hay calificaciones
- EVALUACIÓN DE Direccion Susp y Frenos2Documento2 páginasEVALUACIÓN DE Direccion Susp y Frenos2Keduar NosferatusAún no hay calificaciones
- Reaccion Endergonica y ExergonicaDocumento3 páginasReaccion Endergonica y ExergonicaJosé Soto0% (1)
- Brochure Decs SRL 19 Mayo 2010Documento43 páginasBrochure Decs SRL 19 Mayo 2010Gonzalo CabreraAún no hay calificaciones
- Ejemplo TrabeDocumento10 páginasEjemplo TrabetomascuevasAún no hay calificaciones
- Deber 1Documento3 páginasDeber 1nancyAún no hay calificaciones
- Transmision de Radio en LineaDocumento6 páginasTransmision de Radio en LineaRaúl Masin MéndezAún no hay calificaciones
- Informe 005.1 de Reinicio de ActividadesDocumento19 páginasInforme 005.1 de Reinicio de ActividadesYuri Arroyo ContrerasAún no hay calificaciones
- Unidades Derivadas Del Sistema InternacionalDocumento5 páginasUnidades Derivadas Del Sistema Internacionaltomy cardozoAún no hay calificaciones
- Filtros Pasa Banda y Elimina BandaDocumento36 páginasFiltros Pasa Banda y Elimina BandaPato GuaracaAún no hay calificaciones
- 4 Tecnologias de GruposDocumento2 páginas4 Tecnologias de GruposmarcosAún no hay calificaciones
- Hoja Membretada Ing. Ivan CcayasccaDocumento2 páginasHoja Membretada Ing. Ivan CcayasccaYordan BohorquezAún no hay calificaciones
- Cuencas 3Documento13 páginasCuencas 3Fatima Paola Najar Del AguilaAún no hay calificaciones
- Fabricacion de Los Resorte MecanicosDocumento4 páginasFabricacion de Los Resorte MecanicosEdgardoMegoAún no hay calificaciones
- 20071129-Manual Lacasa 2007 - Version 6Documento14 páginas20071129-Manual Lacasa 2007 - Version 6Wilfredo LeonAún no hay calificaciones
- Tensión SuperficialDocumento7 páginasTensión SuperficialHiroaki DarkAún no hay calificaciones
- Apuntes de Tecnología de Los Materias de Construccion Seguda ParteDocumento77 páginasApuntes de Tecnología de Los Materias de Construccion Seguda ParteJorge Blanco Choque100% (1)
- 6ES72141AG400XB0 Datasheet EsDocumento10 páginas6ES72141AG400XB0 Datasheet EscarlsAún no hay calificaciones
- Planta de Tratamiento Agua Potable - AQP - CV PDFDocumento8 páginasPlanta de Tratamiento Agua Potable - AQP - CV PDFErika AvendañoAún no hay calificaciones
- Trababjo Individual #02 1ERO. BACHILLERATODocumento3 páginasTrababjo Individual #02 1ERO. BACHILLERATORicardo ChimbaAún no hay calificaciones
- Fanel en Minería SubterráneaDocumento28 páginasFanel en Minería SubterráneaIber Jhon Alvarado VillanuevaAún no hay calificaciones
- Instructivo Mantenimiento Equipo AlturaDocumento8 páginasInstructivo Mantenimiento Equipo AlturaLuis CarlosAún no hay calificaciones
- Metatron 605 SpanishDocumento6 páginasMetatron 605 SpanishrosiAún no hay calificaciones
- Circuitos Electricos II Pre Informe IVDocumento7 páginasCircuitos Electricos II Pre Informe IVSebastián PiraAún no hay calificaciones
- Escaleras de ManoDocumento5 páginasEscaleras de ManoALFREDO ZAPATAAún no hay calificaciones
- Protecciones OcularesDocumento1 páginaProtecciones OcularesRamiro ChoqueAún no hay calificaciones
- Examen Extraordinario 3ro SecundariaDocumento4 páginasExamen Extraordinario 3ro SecundariaGuerita M TapiaAún no hay calificaciones
- 2° COEFICIENTE DE TRANSFERENCIA DE MASA Ruth S. Camila B. Rodrigo A PDFDocumento22 páginas2° COEFICIENTE DE TRANSFERENCIA DE MASA Ruth S. Camila B. Rodrigo A PDFCuchuflis SasilAún no hay calificaciones
- Life HojaDocumento12 páginasLife HojacjdjelcopodjAún no hay calificaciones