Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Soldadura de Aceros Al Carbono PDF
Soldadura de Aceros Al Carbono PDF
Cargado por
Robert WagnerTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Soldadura de Aceros Al Carbono PDF
Soldadura de Aceros Al Carbono PDF
Cargado por
Robert WagnerCopyright:
Formatos disponibles
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 1/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
INDICE
Esta DOCUMENTACION no
puede ser ENTREGADA a
1.- OBJETO personal AJENO a la
EMPRESA
2.- ALCANCE
3.- DESARROLLO METODOLOGICO
Recuerde que esta Documentacin en FORMATO PAPEL puede quedar obsoleta. Para consultar versiones
actualizadas acuda al Web
RESPONSABLE FECHA
REDACCION REDACTOR 27/11/1996
VERIFICACION JEFE DE AREA 27/11/1996
APROBACION SECRETARIA DE CALIDAD 27/11/1996
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 2/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
1.- OBJETO
El objeto de la presente especificacin es definir los requisitos a cumplir en las
operaciones de soldeo de aceros al carbono, que se realizan para Gas de
Asturias, tanto en taller, como en obra, para la construccin de redes de
distribucin de gas, estaciones de regulacin y medidas, etc.
Asmismo identifica las responsabilidades y tareas relativas a la calidad
desempeadas durante la coordinacin de las actividades relacionadas con el
soldeo.
2.- ALCANCE
Los destinatarios finales de este proceso son:
- Cliente Interno: Area de Obra Nueva
- Cliente Externo: Empresas de Contrata
ENICRES
DEFINICIONES
-CONTRATISTA O FABRICANTE
Esta expresin significa talleres o lugares de soldeo bajo la misma direccin
tcnica y de calidad.
El constructor deber demostrar su capacidad para fabricar/construir. Se
valorar muy positivamente cumplir el siguiente cuadro:
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 3/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
EXIGENCIAS AL CONSTRUCTOR
CATEGORIA DEL GASODUCTO/INSTALACION
CATEGORIA PRESIONES Y USO/EMPLEO SISTEMA RESPONSABLE DE
DEL MATERIALES DE SOLDADURA
GASODUCTO BASE CALIDAD
100 mbar Distribucin de EN-729-4 No se requiere. Su perfil
A R,360 N/mm2 gas, Elemental podra corresponder al
instalaciones de especialista Europeo
domsticas, etc de Soldadura, segn
Apndice A de En-719
B 100 mbar 5 bar Sistemas EN-729-3 Requerido Tcnico
R,360 N/mm2 distribucin de Estndar Europeo de Soldadura,
gas, segn Apndice A de
estaciones, EN-719
etc.
EN-729-2 Requerido Ingeniero
C 5 mbar 16 bar Sistemas de Completo Europeo de Soldadura o
R,360 N/mm2 distribucin y EN-729-3 Tcnico Europeo de
estaciones Estndar Soldadura, segn
Apndice A de EN-719
D 16 bar Sistemas de EN-729-2 Requerido Ingeniero
transporte de Completo Europeo de Soldadura,
gas y segn Apndice A de
estaciones EN-719
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 4/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
-INSPECCION
Entidad especializada y/o personas contratadas o delegadas por Gas de
Asturias para prestar servicios de Inspeccin y Control de Calidad con carcter
independiente, para garantizar qu materiales, montaje y trabajos estn de
acuerdo con las Reglamentaciones, especificaciones de fabricacin, planos,
cdigos, normas o cualquier otro documento que explcitamente le sean
aplicables.
Para ello, debera responsabilizarse de haber llevado a cabo las siguientes
actividades:
- Estudiar y comprender el alcance de los planos y especificaciones
aplicables.
- Verificar que los procedimientos de soldadura estn debidamente
cualificados y son empleados correctamente.
- Verificar que la cualificacin de los operarios es la adecuada y stos
efectan el trabajo en las condiciones especificadas.
- Verificar que los materiales base y de aportacin cumplen sus
respectivas especificaciones y son empleados en las condiciones
adecuadas.
- Verificar que los equipos empleados son aptos para desarrollar el
trabajo requerido.
- Verificar las preparaciones de bordes, su limpieza, pandeado y
alineacin.
- Verificar que la soldadura terminada cumple con los requisitos
establecidos, identificndola mediante marcas apropiadas o registros
documentales.
- Realizacin de las inspecciones visuales que sean requeridas o estime
oportunas.
- Verificacin de que los ensayos no destructivos se aplican
correctamente evaluando los resultados obtenidos.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 5/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
- Elaborar los informes necesarios y darlos al cliente.
- Controlar la documentacin suministrada por el contratista en el Dosier
Final de Obra.
- Certificar las pruebas de resistencia y estanquidad.
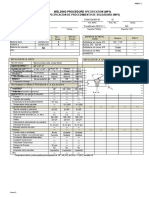
-ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA W.P.S.
Documento de soldadura por escrito con descripcin de todas las variables
concretas esenciales y complementarias. Este procedimiento deber estar
homologado (cualificado) y soportado con los correspondientes ensayos, y es
obligacin de la Empresa de Contrata tenerlo a disposicin de Gas de Asturias
o de la Inspeccin, siempre que Gas de Asturias lo estime oportuno.
-HOMOLOGACION DEL PROCEDIMIENTO DE SOLDADURA P.Q.R.
Cualificar una especificacin del procedimiento de soldadura mediante la
soldadura de una probeta y registro de los parmetros de soldeo y de los
resultados de los ensayos.
-HOMOLOGACION DEL SOLDADOR W.P.Q.
Acto de cualificar a un soldador respecto a su habilidad y tcnica para realizar
soldaduras sanas, empleando para ello un procedimiento de soldadura
cualificado (W.P.S.).
-VARIABLE ESENCIAL
Aquella variable de soldadura cuyo cambio se considera que afectar a las
propiedades de soldadura y en cuyo caso requerir una nueva homologacin
del Procedimiento de Soldadura (W.P.S.).
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 6/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
-VARIABLE NO ESENCIAL
Aquella variable de soldadura que se puede alterar sin que sea necesario
exigir una nueva homologacin del procedimiento (W.P.S.).
RESPONSABILIDAD
La Empresa de Contrata ser responsable de la soldadura efectuada,
independientemente de que la Inspeccin acepte los trabajos realizados.
Ser responsable en la ejecucin, controles y seguridad en el lugar de trabajo.
La Inspeccin ser responsable de verificar los apartados de inspeccin.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 7/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3. DESARROLLO METODOLOGICO
3.1. GENERALIDADES
3.1.1. PROCESOS DE SOLDADURA
Los procesos de soldadura aplicables a las construcciones de Gas de Asturias
sern:
- Soldadura con arco elctrico con electrodo revestido (S.M.A.W.)
- Soldadura bajo atmsfera protectora (G.T.A.W.)
El proceso podr ser manual, semiautomtico o automtico.
La Empresa de Contrata deber tener en perfecto estado de conservacin y
demostrar mediante certificados las calibraciones de los equipos de
soldadura.
3.1.2. ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA W.P.S.
Antes del inicio de los trabajos, la Empresa de Contrata presentar a Gas de
Asturias para su aprobacin los W.P.S., los cuales debern contemplar los
siguientes apartados:
DATOS GENERALES
a.- Nombre nico asignado para cada W.P.S.
b.- Fecha en la que fue preparado el W.P.S.
c.- Nmero de P.Q.R. que soporta el W.P.S.
d.- El W.P.S. debe estar firmado por el responsable asignado a tal fin.
e.- Revisin en la que se encuentra el W.P.S.
f.- Fecha en la que ha sido revisado el W.P.S.
g.- Proceso de soldadura empleado (SMAW, GTAW, GTAW+SMAW).
h.- Tipo de proceso (automtico, manual).
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 8/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
JUNTAS
a.- Tipos de preparacin o juntas que se aplica el W.P.S.
(Ejemplo: tope, ngulo, en V, etc.).
b.- Mtodos de las preparaciones de bordes aceptables para usar con el W.P.S.
(Ejemplo: oxicorte, mecanizado).
c.- Detalle de unin tpico aceptable para soldar con el W.P.S.
METALES BASE
a.- Especificacin y grupo de materiales.
b.- Rango de espesores cubiertos.
c.- Rango de dimetros cubiertos.
METALES APORTE
a.- Especificacin.
b.- Nmero F.
c.- Nmero A.
d.- Nmero de clasificacin A.W.S.
e.- Rango de dimetros de electrodos o varillas que pueden ser usados con el
W.P.S.
POSICION
a.- Posicin del cordn en garganta cubierto por el W.P.S.
b.- Progresin del soldeo (ascendente).
c.- Posicin de los cordones en ngulo cubiertos por el W.P.S.
PRECALENTAMIENTO
a.- Rango del precalentamiento cubierto por el W.P.S.
Deben indicarse espesores y temperaturas.
b.- Rango de temperaturas entre pasadas.
c.- Rango del mantenimiento del precalentamiento cubierto por el W.P.S.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 9/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
GAS
a.- Tipo de gas de proteccin.
b.- Composicin en % del gas.
c.- Rango del caudal de gas de proteccin.
d.- Indicar si se emplea gas de respaldo o de purga.
CARACTERISTICAS ELECTRICAS
a.- Tipo de corriente (AC, DC).
b.- Tipo de polaridad empleada.
c.- Gama de amperaje.
d.- Gama de voltaje.
e.- Dimetro y tipo del electrodo de tungsteno (GTAW).
f.- Tabla resumen de parmetros por pasadas.
TECNICA OPERATORIA
a.- Tipo de tcnica (pasada recta u oscilante).
b.- Rango de tamaos de la boquilla de salida del gas (GTAW).
c.- Tipos de limpieza requeridos.
d.- Oscilacin.
e.- Indicar si las pasadas son mltiples o simples por cada lado a soldar.
f.- Rango de la velocidad de avance.
g.- Nmero de soldadores.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 10/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.1.3.ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (P.Q.R.).
La Empresa de Contrata realizar los ensayos segn ASME IX, API 1.104
EN 288-3.
Aparte de los ensayos requeridos por stas NORMAS, la Empresa de Contrata
realizar una medicin de durezas, limitando stas a 200 HB 210 HV en el
metal base, metal aporte y zona de transicin, si Inspeccin o Gas de Asturias
lo consideran necesario.
Las variables de la homologacin del procedimiento de soldadura son:
a.- Especificacin a la que se homologa.
b.- Manual o automtico.
c.- Metal base. Nmero P.
d.- Espesor. Rango de espesores homologados.
e.- Dimetro. Rango de dimetros homologados.
f.- Metal aporte, anlisis metal depositado (Nmeros "A" y "F").
g.- Gas inerte, tipo y caudal.
h.- Precalentamiento.
i.- Chapa soporte.
j.- Pasada sencilla o mltiple. Nmero
k.- Posicin.
l.- Progresin.
m.- Dimensiones de la junta.
n.- Voltaje.
.- Amperaje.
o.- Velocidad.
p.- Resultado ensayos mecnicos.
q.- Nombre y cargo del Director de los ensayos.
r.- Dimensiones de la probeta a soldar y situacin de probetas a
extraer para ensayos Referencia a norma).
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 11/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.1.4. HOMOLOGACION DE SOLDADORES
Antes del comienzo de los trabajos, la Empresa de Contrata deber presentar
a Gas de Asturias a la Inspeccin los certificados de homologacin (W.P.Q.)
de los soldadores. Estos podrn realizarse segn ASME IX, API 1.104 EN
287-1.
Las variables de la homologacin sern:
a.- Nombre y nmero de sello del soldador.
b.- Procedimiento de Soldadura.
c.- Posiciones.
d.- Nmero del W.P.S. aplicable.
e.- Metal base. Nmero "P".
f.- Espesor del material. Dimetro.
g.- Rango de espesores y dimetros para que se homologa.
h.- Especificacin del material de aporte y dimetro.Rangos.
i.- Si se utiliza respaldo.
j.- Marca del material de aporte.
k.- Gas protector.
l.- Resultados de ensayos.
m.- Nombre y cargo del Director de ensayos.
n.- Firma certificado homologacin.
3.1.5. METALES BASE
Los metales base objeto de la presente especificacin sern:
- API5L, 5LS 5LX.
- Materiales clasificados segn ASME. Seccin IX, como P n 1 y
carbono equivalente Ce menor o igual a 0.42.
- Materiales de otra clasificacin de caractersticas similares a los
anteriores.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 12/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.1.6. METALES APORTE
Para proceso de soldadura manual con electrodo recubierto (SMAW), la
Empresa de Contrata aplicar a efectos de variable esencial:
- Especificacin A.W.S.: A5.1. E7016 E7018.
Para proceso de soldadura en atmsfera inerte (GTAW)
- Especificacin A.W.S.: A 5.18 E70S6.
La Empresa de Contrata deber presentar a Inspeccin el certificado del
material de aporte que expresar el n de lote y colada correspondiente, dicho
certificado corresponder a la identificacin de los embalajes de los
electrodos.
A peticin de Inspeccin, Gas de Asturias, S.A. podr solicitar contraensayos
segn norma AWS correspondiente.
Para el empleo de celulsico, se podra solicitar autorizacin en > = 10".
3.1.7. EQUIPOS Y MEDIOS DE SOLDADURA
La Empresa de Contrata dispondr de personal, equipos, accesorios,
herramientas y todos aquellos utillajes necesarios para la realizacin de las
operaciones de soldeo.
Los equipos de soldadura estarn calibrados para asegurar los rangos de
amperaje y voltaje necesarios para la realizacin de soldaduras sanas.
La Empresa de Contrata dispondr de pinzas amperimtricas, pirmetros,
para la comprobacin de los parmetros energticos, cuando as lo requiera la
Inspeccin.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 13/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2. CONDICIONES GENERALES DE EJECUCION
3.2.1. GENERAL
La soldadura se realizar por soldadores homologados y de acuerdo con
procedimientos homologados. Inexcusablemente el soldador deber conocer
en todo momento el procedimiento a aplicar, debiendo tener por tanto en su
poder copia del W.P.S. a aplicar.
Antes de iniciar la operacin de soldeo, el operario tendr que identificarse a
la Inspeccin, no pudiendo soldar hasta no tener autorizacin.
3.2.2. SUPERFICIES A SOLDAR
Las superficies a soldar sern uniformes, libres de laminaciones, grasas,
pintura u otros materiales que pudieran afectar a la correcta operacin de
soldadura.
El operario realizar la preparacin de viseles por medios mecnicos (radial)
preferentemente, pudindose aplicar oxicorte con el consiguiente amolado de
1.5 mm. de profundidad para eliminar el rea afectada.
3.2.3. CONDICIONES CLIMATOLOGICAS
Queda prohibida la soldadura cuando las condiciones climatolgicas (viento,
lluvia) puedan afectar gravemente a la realizacin de las soldaduras,
quedando este punto a criterio de la Inspeccin.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 14/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2.4. INSPECCION PREVIA
Antes de comenzar la soldadura el operario efectuar la inspeccin visual de
los bordes para comprobar la limpieza, ausencia de defectos y correcto
dimensionado.
Los defectos no reparables (amolado) se eliminarn cortando la parte daada
del tubo.
3.2.5. ACCESIBILIDAD
Cuando el operario suelde en taller, procurar hacer el mximo posible de
soldadura en posicin horizontal (1G), girando siempre que sea posible las
partes a unir.
Cuando las soldaduras las realice en obra dejar espacio suficiente para el
correcto acceso del soldador a la junta. Las soldaduras de tubos en lnea se
podrn apoyar sobre soportes, de tal forma que la distancia del terreno a la
generatriz inferior sea de --0.50 m.
3.2.6. FIJACION
La Empresa de Contrata deber disponer de los mtodos adecuados para la
fijacin correcta de las partes a soldar quedando a criterio de Gas de Asturias,
S.A. e Inspeccin su aprobacin.
Cuando el operario realice la fijacin por medio de puntos de soldadura,
deber precalentarse la junta a la temperatura exigida en cada caso antes de
su aplicacin; los materiales de aporte sern los mismos que los utilizados en
el procedimiento de soldadura.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 15/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
La dimensin y longitud de los puntos ser tal que permita la perfecta
sujeccin; antes de terminar la soldadura de raz los puntos de soldadura
tendrn que ser completamente eliminados.
La Empresa de Contrata evitar en todo momento el movimiento, golpes, de la
tubera cuando se realice la primera pasada.
La Empresa de Contrata no mover ni desplazar del sitio de prefabricacin
los tubos hasta la terminacin total de la soldadura.
Queda prohibida la fijacin mediante puentes soldados al tubo.
3.2.7. DESALINEACION
La desalineacin (h) mxima ser de h menor o igual a 0.5 t, (t=espesor tubo),
siendo como mximo de 2mm. (EN25817, nivel de calidad elevado).
La desalineacin angular (inglete) ser como mximo de 1230'.
3.2.8. PRECALENTAMIENTO
El precalentamiento se extender a 100 mm. a ambos lados de la zona a
soldar. Por norma general "siempre", el operario deber precalentar antes de
realizar una soldadura. (Eliminar humedad zona a soldar).
La temperatura ser de 50C.
Est prohibido el precalentamiento con soplete oxiacetilncio u oxipropano.
El proceso ms adecuado ser el de antorcha de propano. En las soldaduras
de reparacin, el operario elevar la temperatura a 150C (tendr que estar
especificada en el procedimiento de reparacin).
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 16/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2.9. NUMERO DE SOLDADORES
Para juntas circunferenciales a tope en tuberas mayores de 12" ser de
obligado cumpliendo su realizacin por dos soldadores, soldando
simultneamente.
Para dimetros inferiores a 12" se podrn realizar por medio de un soldador.
3.2.10. INICIO DE LA SOLDADURA
No se permite cebar el arco exteriormente a la junta a soldar, en caso de
ocurrir esto, el operario esmerilar la zona y comprobar con lquidos
penetrantes la ausencia de defectos. En caso de persistencia por parte del
soldador de esta anomala, podra ser motivo de "descalificacin".
La toma de masa sobre el tubo la realizar con elementos tales que no daen
el tubo.
Cuando las condiciones climatolgicas sean adversas, la Empresa de
Contrata proteger la zona a soldar mediante toldos para proteger de las
corrientes de aire, agua, polvo. Las bocas de los extremos del tubo estarn
tapadas durante la soldadura para evitar las corrientes de aire.
La Empresa de Contrata deber disponer de la gama de dimetros y nmero
de obturadores suficientes para el tapado del extremo de los tubos para las
soldaduras a realizar en obra.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 17/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2.11. LIMPIEZA ENTRE PASADAS Y FINAL
Despus de cada pasada, el operario eliminarn las escorias e incrustaciones,
as como el exceso de material, crteres de cebado, etc.
Es de obligado cumplimiento la limpieza exterior de proyecciones,
sobreespesores, retoque de mordeduras, etc., al acabar la soldadura. El
operario limpiar mecnicamente la zona de soldadura y 100 mm. a ambos
lados de ella antes de la inspeccin visual y la realizacin de ensayos no
destructivos.
3.2.12. PASADAS DE RELLENO Y PEINADO
El operario no empezar dos cordones en la misma posicin.
La superficie exterior de la soldadura no ser en ningn caso inferior a la
exterior del tubo.
La oscilacin mxima de electrodo ser de 3 veces su dimetro.
El operario realizar el relleno con electrodos bsicos (salvo GTAW)
autorizacin por escrito del Responsable de Gas de Asturias, S.A..
El operario realizar el relleno con tcnica ascendente en posiciones 5G y 6G.
La anchura de la soldadura acabada ser aproximadamente 3.2. mm. mayor
que la separacin original entre bordes.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 18/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2.13. PARADA DE SOLDADURA
Gas de Asturias prohbe interrumpir la soldadura si no se ha depositado la
mitad de espesor a soldar.
Al trmino de la jornada deben quedar las soldaduras acabadas.
3.2.14. MANIPULACION METAL APORTE
Para todo tipo de electrodos revestidos Gas de Asturias exigir un correcto
empaquetado en cajas de cartn o metlicas y una perfecta identificacin de
los electrodos que contienen, as como el lote de fabricacin a que pertenecen
segn se indica en el cdigo ASME Seccin II parte C.
Para los electrodos de bajo contenido en H, adems de lo citado en el
apartado anteriormente, Gas de Asturias exigir un embalaje en envoltura
plstica y hermtica al aire.
Para trabajos en campo, una vez abierto el paquete de electrodos (paquete
nuevo), estos irn directamente a las estufas porttiles que tendrn una
temperatura mnima de 80C.
Los electrodos no utilizados o sobrantes de la jornada, el operario los
introducir en estufas de mantenimiento a una temperatura de 150C hasta su
prxima utilizacin, de donde se pasarn a las estufas porttiles para su uso
por el soldador.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 19/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
Para los electrodos que lleven tiempo almacenados en los talleres (paquetes
abiertos), el soldador operario deber someterlos a un proceso de secado en
horno a una temperatura de 320C durante 2 horas, pasando a continuacin a
las estufas de mantenimiento (150C) o directamente a las porttiles (80C)
para su uso por el soldador.
La Empresa de Contrata deber disponer de los hornos de secado,
mantenimiento, as como, el nmero suficiente de estufas porttiles para su
uso en obra; es de obligado cumplimiento estos requisitos para los trabajos
que se realicen para Gas de Asturias.
Las colillas de los electrodos consumidos debern ser de un tamao tal que
queden perfectamente identificadas su clasificacin para su comprobacin por
parte de la Inspeccin.
Las varillas de aporte para la soldadura bajo gas inerte, tendrn que estar
perfectamente identificadas; libres de xido, pintura, grasa o cualquier otra
sustancia extraa que pueda afectar a la realizacin de la soldadura.
3.2.15. IDENTIFICACION
Cada soldador identificar sobre el tubo, de forma indeleble cada soldadura
que realice, con su nmero (stamp).
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 20/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2.16. REPARACIONES
Debern repararse todas aquellas imperfecciones que sobrepasen los lmites
establecidos en la EN25817.
Gas de Asturias, S.A., en principio, establece como nivel de aceptacin para
las imperfecciones de soldaduras el NIVEL B (Nivel de calidad elevado).
Aquellas imperfecciones que por su longitud (imperfecciones cortas,
imperfecciones largas) no pudieran repararse, el operario cortar el tubo y se
proceder a la soldadura de un carrete de una longitud no inferior a 1 metro.
En caso de que la soldadura rechazada fuera un accesorio (te, codo, brida)
cambiara ste por otro nuevo.
Gas de Asturias no admite ms que dos reparaciones en la misma soldadura,
en caso de que persistiesen las imperfecciones el operario procedera al corte
de una longitud no inferior a 1 metro.
La temperatura de precalentado mnima para las reparaciones ser de 150C.
Aquel soldador que provocase tres reparaciones por jornada, o una reparacin
por imperfeccin larga en una soldadura, podra perder su cualificacin para
realizar trabajos para Gas de Asturias.
La Empresa de Contrata deber poseer un procedimiento de reparacin
homologado que presentar a Gas de Asturias, S.A. y a la Inspeccin, para su
aprobacin.
La Empresa de Contrata comunicar por escrito con 24 horas de antelacin a
la Inspeccin las soldaduras que se van a reparar.
ET/ 219
ESPECIFICACIONES TECNICAS Pg. 21/21
Ed. 1
SOLDADURA DE ACEROS AL CARBONO
ET/219
3.2.17.SOLDADURA DE VALVULAS, BRIDAS, PIEZAS ESPECIALES
Cualquier derivacin a soldar sobre la lnea principal, estar situada a un
mnimo de 100 mm. de cualquier soldadura circunferencial o longitudinal.
El operario no interrumpir la soldadura en tanto no se haya completado la
misma.
Cuando por su composicin y no se pueda precalentar (vlvulas) stas
soldaduras se recomienda realizarlas con electrodo revestido (E-307)
limitando la oscilacin.
Para uniones en rincn, el operario siempre utilizar electrodos bsicos
(E7016 E7018).
También podría gustarte
- 50 Preguntas de SoldaduraDocumento7 páginas50 Preguntas de SoldaduraIván Andrés Vinza74% (19)
- Ejercicios de ForjaDocumento3 páginasEjercicios de Forjatemiga57% (7)
- Cálculos de Carga para Aleaciones de AluminioDocumento5 páginasCálculos de Carga para Aleaciones de Aluminioputabida100% (1)
- Tarea Semana 1 ForoDocumento8 páginasTarea Semana 1 ForoCarol Neil Solano100% (1)
- Practica 7-Ramírez Trujillo-2251D-Tec MaterialesDocumento4 páginasPractica 7-Ramírez Trujillo-2251D-Tec MaterialesRoberto RamírezAún no hay calificaciones
- Molibdeno y WolframioDocumento21 páginasMolibdeno y WolframioJhon MendozaAún no hay calificaciones
- Proyecto GarruchaDocumento6 páginasProyecto GarruchaPepito PerezAún no hay calificaciones
- Alnico 2Documento18 páginasAlnico 2Hildenith Cabrera AlfonzoAún no hay calificaciones
- AWS D1.1 en ESPAÑOLDocumento328 páginasAWS D1.1 en ESPAÑOLRaul Perez100% (4)
- Fa 8015Documento4 páginasFa 8015Juan TorresAún no hay calificaciones
- Metrado LP ALT N°01 P04Documento39 páginasMetrado LP ALT N°01 P04Edinson Milton Gaona BarbozaAún no hay calificaciones
- Placa de Sujeción - Barra HelicoidalDocumento3 páginasPlaca de Sujeción - Barra HelicoidalJonathan Frank Mendoza VergaraAún no hay calificaciones
- WPS - Smaw-3gDocumento1 páginaWPS - Smaw-3gAlmagesto Quenaya100% (1)
- Tipos de LingoterasDocumento7 páginasTipos de LingoterasFabio Alejandro Rodriguez RaudaAún no hay calificaciones
- Metales y No Metales PDFDocumento6 páginasMetales y No Metales PDFmayra benavidesAún no hay calificaciones
- Soldadura 3Documento4 páginasSoldadura 3Gabriel MendietaAún no hay calificaciones
- Ficha Plancha Lac A36Documento1 páginaFicha Plancha Lac A36JairoMuñozAlegreAún no hay calificaciones
- Función Hidróxido Pre Circulo PDFDocumento2 páginasFunción Hidróxido Pre Circulo PDFB123Aún no hay calificaciones
- Termita PDFDocumento7 páginasTermita PDFstephanieAún no hay calificaciones
- Actividad Entregable 02Documento8 páginasActividad Entregable 02EnriKe TorresAún no hay calificaciones
- Catalogo de Aceros Estructurales-2020 PDFDocumento84 páginasCatalogo de Aceros Estructurales-2020 PDFByron Espinoza100% (1)
- Problema Diseño Cables MetalicosDocumento29 páginasProblema Diseño Cables MetalicosgeoswaldAún no hay calificaciones
- Informe Soldadura2Documento9 páginasInforme Soldadura2Jimenez Guerrero MaykoAún no hay calificaciones
- Fatiga de Los Materiales AluminioDocumento3 páginasFatiga de Los Materiales AluminioJimmyAún no hay calificaciones
- 4.1-Estado de OxidacionDocumento5 páginas4.1-Estado de OxidacionJeyson GalaAún no hay calificaciones
- 4MOP 3W Especificaciones TecnicasDocumento4 páginas4MOP 3W Especificaciones TecnicasJose Cordova0% (1)
- Me TalesDocumento47 páginasMe TalesJuan Felipe Rodriguez MondragonAún no hay calificaciones
- Inclusion Control in Steel Castings PDFDocumento162 páginasInclusion Control in Steel Castings PDFMANUEL GUTIERREZAún no hay calificaciones
- LOM Reservas 2023 - Cobriza - Esc1 - V0 - PDocumento23 páginasLOM Reservas 2023 - Cobriza - Esc1 - V0 - PKevin Artica ApolinarioAún no hay calificaciones
- UNIVERSIDAD NACIONAL DE SAN MARTIN-barnizDocumento13 páginasUNIVERSIDAD NACIONAL DE SAN MARTIN-barnizLucita Pinedo MacedoAún no hay calificaciones