Documentos de Académico
Documentos de Profesional
Documentos de Cultura
37-154-1-PB Historia de Calidad
Cargado por
Yenica ViasusTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
37-154-1-PB Historia de Calidad
Cargado por
Yenica ViasusCopyright:
Formatos disponibles
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
CARTAS DE CONTROL COMO ESTRATEGIA DE CALIDAD PARA EL
PROCESO DE MEDICIN Y MONITOREO EN UNA INDUSTRIA
DE ARNESES AUTOMOTRICES
Virginia Arellano Hernndez1
Rosa-Mara Romero Gonzlez2
RESUMEN
El objetivo de este trabajo es comprobar que un proceso industrial de calidad en una industria de
autopartes automotrices, est sometido a una serie de factores que son inherentes al sistema de produccin
como calidad de las materias primas, variaciones de reaccin, etctera, que hacen poco probable fabricar
dos productos exactamente iguales o uniformes, sin embargo es posible reducir o mantener esa
variabilidad dentro de unos lmites aceptados por clientes y proveedores y cumplir con los requerimientos
del producto y las expectativas del cliente mediante utilizacin preventiva de determinadas herramientas
estadsticas. Por lo tanto, la pregunta de investigacin es En un proceso de produccin es posible
mantener los factores comunes que influyen en el resultado final constantemente en el mismo estado?
Para resolverla se parti de una revisin de literatura de autores relevantes para cartas de control
(SRINIVASU; RIKKULA, 2009; GUTIRREZ; DE LA VARA, 2009; MONTGOMERY, 2004) y para
calidad (ALBUKAISI, 2013; PRYOR, 2004) Se elabor un grfico de control que se aplic a un nmero
de parte representativo de la carta de materiales de un arns especfico. Los datos fueron procesados
observar que el proceso de medicin y monitoreo en la toma de medicin de la cavidad 1A se encuentra
en control estadstico, ya que ningn punto se encuentra fuera del lmite del control superior y no se
presentaron patrones de comportamiento anormal.
Palabras claves: Cartas control. Calidad. Variabilidad.
RESUMO
O objetivo deste trabalho comprovar que um processo industrial de qualidade, em uma indstria de
peas automotivas, est submetido a uma srie de fatores que so inerentes ao sistema de produo, como
a qualidade de matrias-primas, alteraes na reao etc., que tornam pouco provvel fabricar dois
produtos exatamente iguais e uniformes. No entanto, possvel reduzir essa variabilidade ou mant-la
dentro dos limites aceitos pelos clientes e fornecedores, para que estejam em conformidade com os
requisitos do produto e com as expectativas do cliente por uso preventivo de certas ferramentas
estatsticas. Portanto, a questo de pesquisa : Em um processo de produo, pode-se manter os fatores
comuns que influenciam no resultado final sempre no mesmo estado? Para resolv-la, iniciou-se uma
reviso da literatura atravs de autores relevantes para grficos de controle (SRINIVASU; RIKKULA,
2009; GUTIRREZ; DE LA VARA, 2009; MONTGOMERY, 2004) e para a qualidade (ALBUKAISI,
2013; PRYOR, 2004). Foi elaborado um grfico de controle que foi aplicado em um nmero
representativo de cartas de materiais especficos. A partir dos dados processados, notou-se que o processo
de medio e monitoramento, ao fazer a medio da cavidade 1A, est sob controle estatstico, e que
nenhum ponto est fora do limite de controle superior e no foram apresentados padres de
comportamento anormal.
Palavras-chave: Cartas de Controle. Qualidade. Variabilidade.
INTRODUCCIN
Las empresas de autopartes son presionadas por sus clientes con requerimientos
de rapidez en tiempos de entrega, desarrollo e innovacin de nuevos productos, entregas
1
Virginia Arellano Hernndez es estudiante del Doctorado en Ciencias Econmico Administrativas,
Universidad Autnoma de Quertaro, Quertaro, Mxico. E-mail: arellano.vicky@yahoo.com.mx
2
Rosa-Mara Romero Gonzlez es docente investigador en el Doctorado de Ciencias Econmico
Administrativas,
Universidad Autnoma
de Quertaro,
Quertaro, Mxico. E-mail:
rossyrg04@yahoo.com.mx
en lotes pequeos ms frecuentes y con mayor variedad de productos, precios con
tendencia decreciente, cero defectos en calidad y confiabilidad y en ocasiones
fabricacin a la medida. Los requerimientos de los clientes estn establecidos por
contrato,
incluyendo clusulas de penalizacin
con cargos
monetarios por
incumplimiento en tiempo de entrega, cantidades, variedad de productos, calidad y
confiabilidad. Estos clientes establecen cargos por hora o da de paro por falta de
artculos de un proveedor con atraso en entregas o pago de todos los daos y perjuicios
en caso de defectos de calidad o de confiabilidad (como en el caso muy sonado de falla
del pedal del acelerador en un modelo de un automvil Toyota).
Los clientes ya no tienen tiempo de inspeccionar los artculos comprados, ni
quieren hacerlo, ya que consideran que esto es responsabilidad de los proveedores,
(FEIGENBAUM, 1994). Esta situacin ha ocasionado que las empresas de manufactura
busquen nuevas alternativas para garantizar cumplir los requerimientos del cliente; una
de las que han sido fundamentales es el establecimiento de un sistema de calidad
basado en las normas internacionales ISO 9000 o QS 9000, mismo que en primera
instancia permite estandarizar sus operaciones y proporcionar productos y servicios en
forma consistente (PRYOR, 2004). Se antepone como prioridad la satisfaccin del
cliente con mejora continua y su implantacin tendr el objetivo de mejorar la posicin
competitiva.
Seis Sigma es una metodologa de mejora de la calidad y la productividad
complementaria al ISO 9000 o QS 9000, que algunas empresas han adoptado para
reducir costos y mejorar su posicin competitiva a travs de la reduccin de la
variacin en sus procesos en general (Pryor, 2004). La aplicacin de las cartas de
control de calidad para la empresa Arneses de Mxico, S.A. de C.V. lleva a aumentar
los beneficios que obtiene la empresa en la exportacin, al disminuir la cantidad de
producto no conforme (merma), adems con este control de la calidad se obtiene una
mayor ventaja competitiva sobre las dems empresas competidoras de manufactura de
arneses automotrices.
De acuerdo a Quaglino y Pagura (2008), el control estadstico de calidad tiene
como objetivo monitorear de forma continua, mediante tcnicas estadsticas, la
estabilidad del proceso y mediante los grficos de control, este anlisis se efecta de
forma visual, representando una a una la variabilidad de las mediciones. As mismo
ayuda para detectar la presencia de un exceso de variabilidad, de un evento por puro
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
azar, y otros atribuibles a alguna causa especfica que se podr investigar y corregir
(GUTIRREZ, 2009; MONTGOMERY, 2004).
Los grficos de control permiten monitorear la situacin en la planta de arneses
para controlar su buen funcionamiento y detectar rpidamente cualquier anomala
respecto al patrn correcto al proceso. El control de calidad de procesos y
mantenimiento de los mismos, exige un esfuerzo sistemtico, en primer lugar para
identificar y eliminar las causas por las cuales el arns obtenido no es aceptable en la
planta y en segundo para mantenerlo dentro de los estndares de calidad fijados,
(QUAGLINO, 2008).
De all surge la importancia de analizar la organizacin, pues a partir de una
adecuada administracin de la calidad total es posible a partir de los requerimientos del
cliente, controlar el asunto de la variacin, que es a menudo simplificado: partes fuera
de especificaciones son no aceptables. El objetivo debe ser mantener la localizacin en
un valor con una mnima variabilidad. Para administrar cualquier proceso y reducir la
variacin, dicha variacin debiera ser rastreada hacia sus fuentes, (LEVIN, 2004). El
primer paso es distinguir entre causas de variacin comunes y especiales. Las comunes
se refieren a que un proceso genera una distribucin estable y respetable en el tiempo.
Las especiales se refieren a cualquier factor causando solo algunos resultados del
proceso. Estas a menudo son intermitentes e impredecibles (QUAGLINO, 2008).
1 CALIDAD
Pare Alkubaisi (2013) y Levin, (2004) y el concepto de calidad se refiere a
ciertos atributos mensurables de un producto, servicio o proceso, para los que se ha
establecido cierto estndar. Un producto o servicio es de calidad cuando satisface las
necesidades de los usuarios en cuanto a seguridad, fiabilidad y servicio. Los conceptos
de calidad y productividad estn estrechamente relacionados. La baja calidad de un
producto, manifestada como defectos de fabricacin y baja confiabilidad en su
rendimiento, afecta la productividad global de la empresa y su rentabilidad final,
(LEVIN 2004). El mejoramiento de la calidad contribuye a eliminar el desperdicio,
reducir el retrabajo de piezas, minimizar los requerimientos para inspeccin y prueba, y
las prdidas por garanta, adems de mejorar la satisfaccin del consumidor, logrando
as que la empresa se convierta en un productor confiable, de alta calidad y bajo costo
para la industria. Cuando la gerencia incluye como inicio de su plan estratgico los
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
requerimientos de consumidores y la calidad de los productos competidores, entonces la
calidad se convierte en estrategia de la competitividad (ALKUBAISI, 2013; PRYOR,
2004)
La estadstica es un componente fundamental en el mejoramiento de la calidad,
y sus tcnicas pueden emplearse para describir, comprender y controlar la variabilidad
que se presenta entre objetos, aun si se ha producido presumiblemente bajo las mismas
condiciones (GUTIRREZ, 2009; MONTGOMERY, 2004). La variabilidad de un
proceso puede deberse a causas aleatorias y a causas asignables. Las causas aleatorias
o comunes corresponden al efecto acumulado de muchas causas inevitables y pequeas;
se originan por la variabilidad de la materia prima, maquinaria distinta, diferente
eficacia de la mano de obra; ellas definen un sistema estable de causas de variabilidad.
Si un proceso opera nicamente con causas aleatorias de variacin, entonces l est bajo
control estadstico, por ser estas causas parte inherente del proceso (MONTGOMERY,
2004).
Causas asignables pueden estar a la salida de un proceso, generando variaciones
irregulares no predecibles, son de naturaleza no aleatoria y cuando actan producen
efectos que pueden identificar y que persisten hasta que se eliminen las causas que los
generan. Son ejemplos, el desgaste de la mquina, herramientas en mal estado, la
enfermedad de operarios. Un proceso que opera en presencia de causas asignables est
fuera de control estadstico. Un objetivo esencial del sistema de control es que ste
reaccione slo cuando una causa tiene suficiente impacto, y es prctico y econmico
eliminarla para mejorar la calidad del proceso, producto o servicio (MONTGOMERY,
2004).
1.1 EL CONTROL ESTADSTICO DE PROCESOS (CEP)
El CEP comprende un conjunto de herramientas estadsticas que permiten
descubrir causas especiales de variacin, que son non parte del proceso permanente, y
que surgen debido a condiciones especficas. Estas herramientas son tiles para lograr la
estabilidad de los procesos productivos y mejorar su capacidad mediante la reduccin de
la variabilidad (GUTIRREZ, 2009). El CEP se aplica a cualquier tipo de proceso. Se
basa en el uso eficiente de herramientas estadsticas, tales como: histograma de
frecuencia, hoja de verificacin, grfico de Pareto, diagrama de causa y efecto,
diagrama de concentracin de efectos, diagrama de dispersin, cartas de control. Aun
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
cuando estas herramientas son una parte importante de CEP, ellas constituyen tan slo
su aspecto tcnico. El CEP crea un ambiente en el que todos los entes de la organizacin
desean el mejoramiento continuo de la calidad y la productividad. Este ambiente se
desarrolla mejor cuando la direccin se involucra en el proceso de mejoramiento
continuo de calidad. Un programa de control estadstico para un proceso requiere la
ejecucin de dos fases (MONTGOMERY, 2004).
Fase 1: en esta fase se toman las mediciones para estimar parmetros
fundamentales, como el promedio y la desviacin estndar de la variable que se est
midiendo. Con base en dichas estimaciones se calculan los lmites de control, bajo el
supuesto de que las observaciones siguen distribucin normal; LSC = + L; LIC = L; siendo L la distancia de los lmites de control a la lnea central. En general, se
utilizan lmites de tres sigmas alrededor del promedio. Luego se construye un grfico de
prueba conformado por una lnea recta horizontal a la altura del promedio y otras dos
lneas rectas a la altura de los lmites de control.
En este grfico inicial se representan las observaciones usadas en el clculo de
los lmites de control. Se analiza para verificar si se cumple la hiptesis de que la
variabilidad del proceso se debe a slo a causas aleatorias o si, por el contrario, existen
causas asignables de variacin. Esto se puede verificar, ya que cuando la fluctuacin de
las mediciones se debe a un sistema constante de causas aleatorias, las observaciones
siguen una distribucin normal. Si no se descubren causas asignables, entonces se
adoptan los lmites de control calculados como definitivos, y se construyen cartas de
control con esos lmites. En caso de existir pocos puntos fuera de control, se eliminan,
se reestiman los parmetros y los lmites de control con los restantes puntos, y se
construyen un nuevo grfico de prueba. Cuando las observaciones no siguen un patrn
aleatorio, indicando la existencia de causas asignables, es necesario investigar para
descubrirlas y eliminarlas. Una vez realizado lo anterior, se debern tomar nuevas
observaciones y calcular nuevos lmites de control de prueba.
Fase 2: En esta fase, las nuevas observaciones del proceso se representan en el
grfico de control, verificando que ellas estn dentro de los lmites, y que no se
observen patrones no aleatorios. El 99.8% de las observaciones deben estar dentro de
los lmites de 3.09 sigmas alrededor de la media. Esto significa que solo una
observacin en 500 (0.2% de las observaciones) puede estar, por causas aleatorias, fuera
de los lmites de control. Cuando hay ms de un punto fuera de los lmites de control,
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
significa que el sistema de causas aleatorias que provoca la variabilidad habitual de las
observaciones se ha alterado por la aparicin de alguna causa asignable; es necesario
entonces descubrir y eliminar dicha causa para que el proceso retorne el control.
1.2 CARTAS DE CONTROL (CC)
Las cartas de control para variables son herramientas cuyo objetivo es controlar
estadsticamente un proceso, detectando cundo est fuera de control; las ms comunes
son las cartas de Shewhart. Examinando el proceso a ser controlado, se toman n
muestras de intervalos regulares. De cada muestra se mide una o varias variables, las
muestras correspondientes a un mismo intervalo constituyen un subgrupo. Los
intervalos pueden definirse en trminos de unidades de tiempo o de cantidad, los valores
medidos se comparan con los lmites calculados; los lmites ms comunes son los
Lmites de Tolerancia Natural (LTN) de proceso: lmites entre los que se mueve el
proceso de manera natural. Se utilizan como lmites de control (LIC, LSC) paralelos a la
lnea central representativa del valor medio (Gutirrez, 2009 y Montgomery, 2004).
Cuando se analizan variables es necesario controlar tanto el promedio como la
variabilidad de la caracterstica de calidad. En cada subgrupo, se mide una cierta
caracterstica, y se estiman diversos estadsticos, como: media del grupo (), rango (R),
desviacin estndar (). Si la caracterstica a controlar es una variable continua, las
medias de las muestras siguen aproximadamente una distribucin normal N (, ). En
general, los lmites de control estn definidos por LC = k , donde el valor de k
depende del tipo de carta de control. Estos lmites en general se estiman en la fase de
estudio inicial, a partir de las observaciones de m subgrupos, siendo m = 25 usualmente.
Las cartas de control ms frecuentes para una sola variable son las CC Media-Rango (
R), CC Media- Desviacin estndar (
S), y CC para valores individuales ( ).
Cartas de control Media Rango. Para cada grupo se presentan los valores (
R); si est comprendido en el intervalo (LIC, LSC) entonces el proceso est bajo
control, caso contrario, el proceso puede estar fuera de control. Es importante mantener
bajo control tanto la media como la variabilidad del proceso en estudio (Montgomery,
2004).
Cartas de Control para Atributos. Las CCA se utilizan cuando la caracterstica
de calidad no puede ser cuantificada; slo puede indicarse si ella est conforme o no con
ciertas especificaciones (defectuoso-no defectuoso; conforme no conforme). As, se
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
10
determina el nmero o porcentaje de unidades defectuosas en la muestra. Las CCA
tienen gran aplicacin en las actividades relacionadas con servicios y con mejoramiento
de procesos fuera de la manufactura (GUTIRREZ; SRINIVASU, 2009).
1.3 ANLISIS DE CAPACIDAD DEL PROCESO (ACP)
Luego que el proceso en estudio entra en control y se estabiliza, es necesario
asegurar que tiene capacidad para operar dentro de ciertas especificaciones definidas.
Un proceso en control indica que est operando dentro de su variabilidad natural, pues
las causas especiales han sido eliminadas, (KAMINSKY, 1992). Sin embargo, es
posible que el proceso no tenga capacidad para cumplir con ciertas especificaciones,
aunque est en control. La capacidad de un proceso se refiere a su uniformidad, siendo
la variabilidad que presenta una medida de esta uniformidad. Usualmente se toma la
dispersin de Seis Sigmas en la distribucin de la caracterstica de calidad como una
medida de la capacidad del proceso. Bajo distribucin normal N (, ), los lmites de
tolerancia natural del proceso son 3. Ellos incluyen el 99.73% de la variabilidad,
quedando por fuera de esos lmites de tolerancia el 0.27% de la salida del proceso, lo
que representa 2.700 partes por milln disconformes.
El anlisis de capacidad de procesos (ACP) se puede realizar mediante
histogramas de frecuencias, cartas de control y diseos experimentales.
Anlisis de capacidad del proceso mediante histogramas. El histograma de una
distribucin normal tiene forma acampanada, simtrica, unimodal. Cuando se aleja de
este patrn, es indicio de que en el proceso estn actuando causas asignables que
deforman la curva acampanada. Estos casos la prediccin de la capacidad del proceso
no es precisa. (LEVIN, 2004)
Las formas no acampanadas del histograma indican distribucin asimtrica, o
multimodal. Las causas posibles son: las diferencias en lotes de materia prima y
diferentes proveedores, varios operadores en el proceso con criterios diferentes,
mediciones hechas por operarios diferentes, con instrumentos diferentes o mal
calibrados, (MONTGOMERY, 2004).
1.4 GESTIN DE CALIDAD Y METODOLOGA SEIS SIGMA
Para que los productos y servicios sean competitivos es necesario asegurar la
calidad en los respectivos procesos productivos. La gestin de la calidad basada en la
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
11
metodologa Seis Sigma es una estrategia de mejora continua de los procesos; su
objetivo es localizar y eliminar las causas races de los errores, defectos y retrasos en
dichos procesos, centrndose en los aspectos crticos de satisfaccin para el cliente. Se
trata de una metodologa sistemtica y cuantitativa, basada en herramientas y
pensamiento estadsticos, orientada a mejorar los resultados de los procesos en tres
reas: satisfaccin del cliente, reduccin de tiempo de ciclo y disminucin de los
defectos (GUTIRREZ, 2009).
2 METODOLOGIA
La investigacin es de tipo cuantitativo descriptiva, considerando los
siguientes esquemas: No experimental, dado que no se harn cambios en las variables a
investigadas, para observar las reacciones, resultados y consecuencias de tales cambios,
y transaccional, donde los datos se recolectan en un solo tiempo. El campo de estudio
de la investigacin fue en la empresa Arneses de Mxico, S.A. La organizacin se
encuentra en la ciudad de Quertaro, 200 km al norte de la capital del pas. La
produccin principal de la organizacin son los arneses y ensambles automotrices. La
organizacin pertenece al grupo industrial alemn Kromberg, el cual fue fundado en
1953 y cuenta con veintisis compaas independientes alrededor del mundo
Partiendo de que el objetivo de la investigacin es comprobar que todo proceso
industrial est sometido a causas comunes o especficas que hacen poco probable
fabricar dos productos exactamente iguales o uniformes, es posible reducir o mantener
esa variabilidad dentro de lmites aceptados y cumplir con los requerimientos del
producto y las expectativas del cliente, por medio de la utilizacin preventiva de las
cartas de control. La hiptesis H0 No existe diferencia significativa entre las
mediciones de la cavidad de la terminal 128 1-a y la H1: Existe una diferencia
significativa en las mediciones de la cavidad de la terminal 128 1-a. H2: Se
conservan las condiciones del 3 desviaciones estndar.
Al aplicarse la herramienta estadstica en donde se involucraron variables
continuas o cuantitativas se verific si la informacin obtenida en el proceso, tiene un
comportamiento normal, por lo cual se aplic la prueba de normalidad generando una
grfica de probabilidad normal. Se aplic la desviacin estndar a las muestras
recogidas por turno de maana, tarde y noche por mes para observar la fluctuacin de
los datos respecto a su punto central o media. El contraste se llev utilizando cartas de
control para la evaluacin de la estabilidad del proceso de medicin y monitoreo en la
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
12
altura de la terminal cav 1A, el cual corresponde al material comprando del conector
925979 7 pin, que consta de ocho dimensiones como para la precisin del mismo a
travs de la carta media y de la carta rango o desvo estndar respectivamente. La altura
de la terminal 128 cav 1 aprobada por el cliente es (74.54-0.2). El conector es el
componente ms importante de la explosin del material del producto terminado y la
variabilidad en las dimensiones de ste es fundamental en la calidad del producto
terminado.
Las muestras se recogieron con la frecuencia, y en los tiempos oportunos y
reflejaron los cambios comunes y especficos. Se recogieron muestras suficientes. Se
hizo la recoleccin de la informacin del periodo de enero del ao 2014 en los tres
turnos laborables, tabulada por 30 das y 25 subgrupos Las muestras que se utilizaron
para construir grficas de control se conocen como subgrupos. Para cada subgrupo (es
decir, muestra), se calcul el valor de un estadstico asociado con una variable. Los
estadsticos utilizados incluyeron la fraccin disconforme y la media y el rango de una
variable numrica. Entonces se graficaron los valores contra el tiempo y se agregaron
los lmites de control a la grfica. La forma ms comn de grfica de control establece
lmites de control que estn dentro de 3 desviaciones estndar de la medida estadstica
de inters. La ecuacin media del proceso 3 desviaciones estndar define, en general,
los lmites de control superior e inferior para las grficas de control.
Primeramente hizo un recorrido para la compresin de la operacin en las reas
de recepcin y que se encuentran involucradas con el material de componentes:
verificacin de material comprado, inspeccin y pruebas, medicin y monitoreo de los
procesos de manufactura y del producto, identificacin y trazabilidad, control de
producto no conforme y desviaciones, control de equipo de medicin, inspeccin y
prueba, comunicacin, retroalimentacin y servicio a clientes, control de producto no
conforme y reclamaciones externas. En el proceso de medicin y monitoreo de los
procesos de manufactura se aplicaron los mtodos apropiados para verificar las
capacidades de los procesos y para obtener datos para el control de los mismos.
Basndose en los resultados documentados se establecieron especificaciones, donde
fueron aplicables, y se definieron instrucciones de produccin, de medicin y pruebas y
de mantenimiento de acuerdo al procedimiento establecido. Cuando la capacidad del
proceso no ha alcanzado o el proceso es inestable se inicia un plan de reaccin como se
establece en el plan de control o como lo solicite el cliente. En la organizacin se
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
13
asegura que se cuente en todos los turnos con personal competente para asegurar la
calidad del producto. Las responsabilidades de personal del proceso monitoreo del
producto se encuentran documentadas en las descripciones de puesto. En la
organizacin se llevan a cabo auditorias del producto en las diferentes etapas del
proceso y con intervalos de tiempo definidos en el plan de control, donde se verifican
todos los requerimientos acordados por el cliente. Los resultados de estudios
dimensionales y funcionales de componentes y de producto terminado son
documentados en el formato reporte dimensional o el especificado por el cliente, a
excepcin de las mediciones que se hacen en el proceso normal de produccin las
cuales son registradas en el software de control estadstico de procesos. Al inicio de
cada ao el departamento de calidad elabora el programa de inspeccin dimensional y
funcional 100% de producto terminado, se asegura que cada nmero de parte producido
sea evaluado cada periodo. Cuando se requiere se solicita apoyo de metrologa o el
departamento que se necesite. Si en la evaluacin resultaron incumplimientos a las
especificaciones, se toman las acciones pertinentes de acuerdo al procedimiento
Monitoreo de Producto.
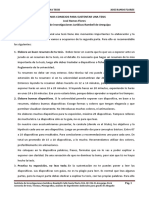
En la Figura 1 se muestra el procedimiento para el monitoreo del material
recepcionado al Almacn, el cual inicia con la entrada de material recibido en sistema
(AL, Control de Almacenes y Preservacin del Producto),
y si existen las
discrepancias, son notificadas a Compras Logstica (CL), posteriormente Control
Recibo (CR) inspecciona el material de acuerdo a las instrucciones y plan de muestreo
y control estadstico, si cumple el material ste es liberado, en caso contrario, de contar
con alerta por parte del proveedor de que algn lote es sospechoso se generara alerta de
Calidad y se distribuye a Almacn (AL) y a Control de Produccin (CP) para que se
identifique sea manejado como material no conforme., posteriormente se identifica y
ubica el material en el almacn correspondiente. Si el material es condicionado, es
etiquetado para realizar un Reporte de producto detenido (RPD) y/o con cumple con
las especificaciones se genera un Reporte de material Rechazado (RMR). Hay varios
almacenes que se pueden utilizar PD (por disposicin),
para materiales en espera de
respuesta por parte del proveedor ED (entregas diferidas), para materiales que se envan
a sorteadora, AC (aseguramiento de calidad), para materiales que son desecho y no se
pueden recuperar, RT (retorno a proveedor), para materiales que se va a retornar al
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
14
proveedor. Por ltimo, se genera un Reporte de material rechazado (RMR) hacia el
Conector de pgina
Almacenamiento
Conector Interno
Teclado
Subrutina
Decisin
Actividad
Op. Manual
Documento
Inicio/Fin
Paso #
proveedor.
Responsable
Involucrado
Descripcin / Comentarios
AL
Dar entrada de material recibido en sistema de
acuerdo
procedimiento
(Control
de
Almacenes y Preservacin del Producto)
Notificar a CL de discrepancias
encontradas
Si cumple liberar, si no cumple ir
a contencin.
Si se tiene alerta por parte del
proveedor de que algn lote es
sospechoso generar alerta de
Calidad y distribuirla a AL, CP y
MF para que identifique y se
maneje como material no
conforme
Plan de Reaccin
INSPECCIN RECIBO
Inicio
1
No
2
CR
Inspeccionar
material de
acuerdo
a
instrucciones de inspeccin recibo y plan de
muestreo
AL
Identificar y ubicar material en almacn
correspondiente
CL
Actualizar evaluacin de Proveedores segn
(Seleccin, Compras y
Evaluacin a
Proveedores)
Si
Fin
4
CONTENCIN EN RECIBO - MATERIAL NO CONFORME AL LIBERAR MATERIAL
B
Condicionado
5
CR
Si el material es condicionado, etiquetar,
realizar RPD y si aplica generar RMR.
CR
Cuando
el material est
fuera
de
especificacin:
1.Generar
RPD
2.- Mover el material fsico a cuarentena y en
sistema a almacn PD (por disposicin), para
Rechazado
Nota: Hay varios almacenes que se pueden
utilizar:
1.- PD (por disposicin), para materiales en
espera de respuesta por parte del proveedor.
2.- ED (entregas diferidas), para materiales
que se envan a sorteadora
3.- AC (aseguramiento de calidad), para
materiales que son desecho y no se pueden
recuperar
4.- RT (retorno a proveedor), para materiales
que se van a retornar a proveedor
7
CR
Generar RMR hacia proveedor
CR
Dar disposicin al material de acuerdo a
informacin
del
proveedor
Nota: El material solo puede estar en el
almacn o AC 40 das a partir de que se
reporta el reclamo si el material es
condicionado por falta de respuesta de cliente,
el material se podr quedar mas tiempo y
deber identificarse con hoja amarilla
Fin
8
Figura 1: Diagrama de flujo para la auditora del monitoreo del material.
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
Seleccionar,
retrabajar
o
rechazar en acuerdo con el
proveedor
15
3 RESULTADOS
En la Figura 2 se muestra la prueba de normalidad Anderson-Darling y
Kolmogorov Smirnov, elaborada con los datos tomados de la terminal 128 cav, con
125 muestras por en 5 subgrupos, un periodo de 30 das en los tres turnos laborables
(maana, tarde y noche. El resultado del valor de p (.064) (>0.05), la media
) (74.40)
y desviacin estndar () (0.003287), el proceso oper en condiciones normales, de
acuerdo a las caractersticas de los materiales dentro de las especificaciones y del
mismo lote, con un mtodo consistente, y en el ambiente adecuado.
99.9
99
Media
Desv.Est.
N
AD
Valor P
95
90
Porcentaje
80
74.40
0.003287
125
0.705
0.064
70
60
50
40
30
20
10
5
1
0.1
74.390
74.395
74.400
74.405
74.410
Alt.Cav
Figura 2: Grfica prueba de normalidad Anderson- Darling y Kolmogorov Smirnov de Altura
terminal 128 cav 1A
En la Figura 3 se observa que la variacin de los datos con relacin a la media
(74.4) tiene una desviacin tpica del .003. La tendencia central de los datos gira en
funcin de la media.
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
16
Figura 3: Turno toma altura terminal cav 1A (maana)
En la Figura 4 se observa que la variacin de los datos con relacin a la media
(74.4) tiene una desviacin tpica del .003. La tendencia central de los datos gira en
funcin de la media
Figura 4: Turno toma altura terminal cav 1A (tarde)
En la Figura 5 observa que la variacin de los datos con relacin a la media
(74.399) tiene una desviacin tpica del .004. La tendencia central de los datos gira en
funcin de la media.
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
17
Figura 5: Turno toma altura terminal cav 1A (noche)
Los resultados obtenidos en la aplicacin de la desviacin tpica nos indic que
la toma de las muestras el horario nocturno puede influenciar en el resultado de las
mediciones tomadas. Figura 5, presenta un .004 de desviacin, diferente al horario
matutino y vespertino. (Figura 4 y Figura 3 respectivamente). Lo anterior indica que el
horario puede ser determinante en el resultado del conteo de la cavidad, sin esto
perjudicar el resultado final del monitoreo.
Para la a evaluacin de la estabilidad del proceso en la toma de la altura de la
terminal 128 cav 1 se elabor el grfico X R, se usaron los grficos de control para
seguir la trayectoria de la estabilidad del proceso de monitoreo a travs del tiempo (un
mes y por los tres turnos laborales, maana, tarde y noche) y para detectar los casos
inusuales que no forman parte del proceso. La Figura 3 muestra la lnea central del
grfico X-barra que est situada al nivel 74.39971, lo que significa que el proceso de
monitoreo en la medicin de la altura de la terminal 128 cav 1A est situado dentro de
los lmites establecidos por el cliente y pactados con el proveedor y corresponden a la
media de las medidas tomadas en el mes.
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
18
74.4050
Media de la muestra
LSC=74.40403
74.4025
_
_
X=74.39971
74.4000
74.3975
LIC=74.39540
74.3950
1
11
13
15
17
19
21
23
25
Muestra
Rango de la muestra
0.016
UCL=0.01582
0.012
_
R=0.00748
0.008
0.004
0.000
LCL=0
1
11
13
15
17
19
21
23
25
Muestra
Figura 6: Grfica X-R barra Altura terminal 128 cav
En el eje X se establece el nmero de observaciones, el cual corresponde a cada
turno (maana, tarde y noche) en el mes llevada a cabo, de acuerdo a las
especificaciones del proceso de monitoreo.. En el eje Y se graficaron las medidas de la
altura de la terminal 1A correspondiente a cada observacin. El lmite de control se
estableci de acuerdo al lmite de error de tolerancia establecido por el cliente 2 mm.
Como observacin final el proceso de medicin y monitoreo en la toma de la cavidad
1A se encuentra en control estadstico, ya que ningn punto se encuentra fuera del
lmite del control superior y no se presentaron patrones de comportamiento anormal. La
serie graficada no refleja la presencia de causas especiales de variacin, es decir, se trata
de un proceso estable en donde la variacin reflejada en la grfica se debe a la variacin
que en todo proceso existe. El proceso est en control estadstico, la caracterstica de la
calidad del 99.73% de los elementos monitoreados est comprendida entre
De la Figura 6 se puede observar que el proceso se encuentra capacitado para
satisfacer la voz del cliente, es decir, la medicin con un margen de tolerancia de 2
mm en la altura de la cavidad. La lnea central en el grfico R est situada en el nivel
.00748, valor que la variabilidad parece excesiva si tenemos en cuenta que la mxima
variacin permitida por el cliente en la medicin era de 2mm, lo que hace que es
probable que el proceso sufra de variaciones; por lo que se analiz la desviacin
estndar en los resultados individuales en los tres turnos laborales (maana, tarde y
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
19
noche) en los que se tomaron las medidas en el mes. Para visualizar la tendencia central
de los datos, su dispersin y la forma como stos se distribuyeron dentro de su rango de
variacin, se construyeron la Tablas de frecuencia y porcentajes de la altura de la
terminal por los tres turnos,
Para evaluar en su conjunto el proceso de la toma de la cavidad por el mes de
revisin, se construy el histograma para observar la tendencia central de los datos,
estudiar el centrado del proceso, su variabilidad, as como la forma del histograma.
(Figura 7). La tendencia central de las mediciones se localiza en el eje 74.389 y 74.415
mm. El proceso se encuentra descentrado ligeramente hacia la izquierda. La amplitud de
las especificaciones con el ancho del histograma cabe de manera holgada en las
especificaciones., es decir, hay poca variacin.
Procesar datos
LIE
74.34
Objetivo
*
LSE
74.54
Medida de la muestra
74.3997
Nmero de muestra
125
Desv.Est. (Entre)
0
Desv.Est. (Dentro)
0.00335442
Desv.Est. (Entre/Dentro) 0.00335442
Desv.Est. (General)
0.00328687
LIE
LSE
E/d
General
37 3 63 38 9 41 5 441 467 4 93 5 19
.3
.
.
.
.
.
.
.
7 4 74 74 74 7 4 7 4 74 74
Figura 7: Capacidad del proceso toma altura terminal cav 1A
CONCLUSIONES Y DISCUSIN
Sobre el control estadstico podemos decir que ste ha demostrado su utilidad
tanto en las empresas de manufactura como de servicio, (Feigenbaum, 1994), ya que
con las exigencias de mejora a la que se ven expuestas las organizaciones debido a la
alta competitividad de los mercados globalizados, se ha hecho ms evidente la
necesidad de ampliar la comprensin y utilizacin del pensamiento estadstico, y aplicar
conceptos y tcnicas estadsticas para una diversidad de tareas y propsitos: como son
identificar dnde, cmo, cundo y con qu frecuencia se presentan los principales
problemas en una organizacin; detectar con rapidez, oportunidad y a bajo costo
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
20
anormalidades en los procesos y sistemas de medicin (monitoreo eficaz)., ser objetivos
en la planeacin y toma de decisiones; expresar los hechos en forma de datos y evaluar
objetivamente el impacto de acciones de mejora y
analizar lgica, sistemtica y
ordenadamente la bsqueda de mejoras, (SPRINIVASU, 2009),
Para conseguir la calidad deseada para Judi (2011), es necesario entender las
necesidades actuales y futuras de los clientes, transformarlas en productos o servicios y
garantizar que lo obtenido realmente cumpla con lo deseado, (FEIGENBAUM, 1994).
Arneses de Mxico ha utilizado las grficas de control para garantizar que los resultados
de los procesos sean los esperados. Para Sprinivasu (2009), los grficos de control
forman parte del Control Estadstico de Procesos y son una herramienta de fcil
aplicacin y que proporciona grandes beneficios., funcionan como una fotografa de los
procesos, es decir, es una manera prctica, grfica y rpida de presentar el desempeo
de los procesos o servicios. Una de las ventajas que ofrecen estas grficas radica en que
los clculos necesarios para su elaboracin son sencillos y de fcil comprensin. Sin
embargo, es conveniente que el diseo de las mismas lo realicen personas que conozcan
con profundidad la teora de la variacin para as facilitar su interpretacin. Aunque lo
anterior no es necesario, si garantiza resultados ms ptimos.
Para Levin (2004), las grficas de control son una herramienta efectiva, potente
y de fcil aplicacin, que al utilizarse de manera adecuada permite tomar decisiones
basadas en datos, lo cual disminuye los posibles errores en las predicciones y decisiones
futuras o a largo plazo. Para Montgomery (2004), muchas caractersticas de la calidad
pueden expresarse en trminos de una medicin numrica. A una caracterstica
particular medible de la calidad, tal como una dimensin, peso o volumen, se le llama
variable. Cuando se trata con una caracterstica de la calidad que es una variable, por lo
general es necesario monitorear tanto el valor medio de la caracterstica de la calidad
como su variabilidad. El control del promedio del proceso, o nivel de calidad medio,
suele hacerse con la carta de control para medias, o carta x. la variabilidad del proceso
puede monitorearse con una carta control para la carta R. Es importante mantener bajo
control tanto la media del proceso como la variabilidad del proceso
En cuanto a Seis Sigma, sta es una de las principales estrategias que por casi
dos dcadas ha utilizado Arneses de Mxico, y gracias a su exitosa aplicacin ha
generado beneficios econmicos muy importantes a la organizacin. Para Gutirrez,
(2009), Seis Sigma es una estrategia de mejora continua del negocio que busca
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
21
encontrar y eliminar las causas de los errores, defectos y retrasos en los procesos del
negocio, enfocndose hacia aquellos aspectos que son crticos para el cliente. La
estrategia 6 se apoya en una metodologa altamente sistemtica y cuantitativa
orientada a mejorar los resultados del negocio con tres reas prioritarias de accin:
satisfaccin del cliente, reduccin del tiempo de ciclo y disminucin de los defectos,
(JUDI, 2011). La meta de 6, que le da el nombre, es lograr procesos con calidad Seis
Sigma, es decir, procesos que como mximo generen 3.4 defectos por milln de
oportunidades de error. Esta meta se alcanza mediante un programa vigoroso de mejora,
diseado e impulsado por la alta direccin de Arneses de Mxico, en el que se han
desarrollado proyectos en las diferentes reas de la empresa con el objetivo de lograr
mejoras y remover defectos y retrasos de productos, procesos y transacciones. La
metodologa en la que se apoya Seis Sigma est definida y fundamentada en las
herramientas y el pensamiento estadsticos.
Una carta de control se parece a una prueba de hiptesis repetida en el tiempo
para detectar cambios a partir de un proceso bajo control (WOODALL, 1997), se
obtienen los resultados a las hiptesis formuladas:
H0 No existe diferencia significativa entre las mediciones de la cavidad de
la terminal 128 1-a.
En base a los resultados obtenido de la grfica R, el nivel .00748 parece excesiva
por lo que se analizaron los horarios en que han sido tomadas las medidas de las
cavidades, y segn la desviacin estndar demuestra que en el horario nocturno ocurre
una desviacin ligeramente mayor con respecto de los horarios matutino y vespertino.
H1: Existe una diferencia significativa en las mediciones de la cavidad de
la terminal 128 1-a.
De acuerdo al anlisis de la toma de horarios, solamente en el tercer turno se
muestra una ligera desviacin estndar.
H2: Se conservan las condiciones del 3 desviaciones estndar.
La lnea central del grfico X-barra est situada al nivel 74.39971, lo que
significa que el proceso de monitoreo en la medicin de la altura de la terminal 128 cav
1A est situado dentro de los lmites establecidos.
REFERENCIAS
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
22
ALKUBAISI, M. (Mayo, 2013). Statical quality control (sqc) and six sigma
methodology: and application of X-bar chart on Kuwait Petroleum Company.
International Journal of Business Administration, 4(3), p. 61-72
BELOHLAV, J. (Primavera, 1993). Calidad estratgica y Competitividad. Obtenido el 2
de febrero de 2014, <http://www.azc.uam.mx/publicaciones/gestion/num4/doc8.html>.
BUTTREY, S. E. Excel Add-in for statical process Control Charts. Journal of Statical
Software, 30(19), jun. 2009, p. 1-12.
Feigenbaum, A. Control de calidad total. 3. ed. Mxico: Cesca, 1994.
GLUSKKOVSKY, E. A. On-line G Control Chart for Attribute Data. Quality and
Reliability Engineering International, 10, 1994, p. 217-227.
GUTIRREZ, P.H.; DE LA VARA, S.R. Control estadstico de la calidad y seis sigma.
2. ed. Mxico: McGraw-Hill, 2009.
JUDI, H. M.; JENAL, R.; GENASAN, D., (2011). Quality control implementation in
manufacturing companies; motivating factors and challenges. (Abril, 2011).
Applications and experiences of quality control, p.495-509.
KAMINSKY, F. C.;BENNEYAN, J. C.; BURKE, R. J. (Abril, 1992). Statical control
charts based on a geometric distribution. Journal of quality technology, 24(2). P. 63-69.
LEVIN, R.; RUBIN, D. Estadstica para administracin y Economa. 4. ed. Mxico:
Prentice Hall, 2004.
MONTGOMERY, C. D. Control estadstico de la calidad. 3. ed. Mxico: Limusa
Wiley, 2004.
PRYOR, M. G.; TOOMBS, L., Anderson, D y White, C.J. (2004). What management
and quality theories are best for small businesses? Journal of management and
marketing research, p.1-12.
QUAGLINO, M. Y; PAGURA, J. Novenas jornadas Investigaciones en la Facultad de
Ciencias Econmico Administrativas, 2004.
SPRINIVASU, R.; REDDY, S.;Y RIKKULA, S. R. Utility of quality control tools and
statistical process control to improve the productivity and quality in an industry.
International Journal of reviews in computing, 2009, p. 15-20.
WOODALL; WILLIAM, H., Control Charts Based on Attribute Data: Bibliography and
Review. Journal of Quality Technology, 29, 1997, p. 172-183.
Update, Porto Alegre, v. 1, n. 2, p. 4-22, jul./dez. 2014.
También podría gustarte
- Estudiando Juntos - Mark FinleyDocumento206 páginasEstudiando Juntos - Mark FinleyMarcos Jose Paico Ruiz83% (12)
- Manual FIBDocumento59 páginasManual FIBVíctor H. MejíaAún no hay calificaciones
- Arit8 PDFDocumento19 páginasArit8 PDFAmasifuen Espinoza Carlos RobertoAún no hay calificaciones
- 2 Definiciones ClaveDocumento32 páginas2 Definiciones ClaveRode Huillca MosqueraAún no hay calificaciones
- WCYB BachilleratoDocumento3 páginasWCYB BachilleratosociatteAún no hay calificaciones
- William James Empirismo y PragmatismoDocumento5 páginasWilliam James Empirismo y PragmatismoBetsaGb100% (1)
- Comunicacion Resumen y SintesisDocumento3 páginasComunicacion Resumen y SintesisSantino QuintinoAún no hay calificaciones
- Dist-Pract ConstrucV Acabados - I-2011Documento6 páginasDist-Pract ConstrucV Acabados - I-2011Liliana Alejandra Martinez GutierrezAún no hay calificaciones
- Fijar Una Cuota de VentaDocumento1 páginaFijar Una Cuota de VentaMiguel Ortega MontenegroAún no hay calificaciones
- Informe Especial Argentina La Israel Americana Democracia o Dictadura SionistaDocumento115 páginasInforme Especial Argentina La Israel Americana Democracia o Dictadura SionistaSemanario InfoconAún no hay calificaciones
- Tecnofilia y TecnofobiaDocumento3 páginasTecnofilia y Tecnofobiaapi-3773184Aún no hay calificaciones
- Clase 20 - Adulto Mayor Sano y Deterioro CognitivoDocumento10 páginasClase 20 - Adulto Mayor Sano y Deterioro CognitivoDany Ortiz NeveAún no hay calificaciones
- Genesis y Evolucion de La Sociedad HumanaDocumento4 páginasGenesis y Evolucion de La Sociedad HumanaDomingoj. SeguraAún no hay calificaciones
- La Evaluación No Es Ni Puede Ser Un Apéndice de La Enseñanza Ni Del AprendizajeDocumento2 páginasLa Evaluación No Es Ni Puede Ser Un Apéndice de La Enseñanza Ni Del AprendizajeKarina Petrasso100% (1)
- Tema 9 - Teoría de La Detección de Señales (TDS)Documento26 páginasTema 9 - Teoría de La Detección de Señales (TDS)NaSo MWAún no hay calificaciones
- Sintesis Del Pensamiento ModernoDocumento8 páginasSintesis Del Pensamiento ModernoArmand HmAún no hay calificaciones
- Fallo GuardaDocumento19 páginasFallo GuardaINES DEL VALLE BARROSAún no hay calificaciones
- 4° Informe de Fisica C (Sistema de Lentes)Documento11 páginas4° Informe de Fisica C (Sistema de Lentes)GuillermoChuquihuancaHuayllaniAún no hay calificaciones
- Tarea 3 - Grupo - 68 - Katherine Brigitte Colmenares GarciaDocumento12 páginasTarea 3 - Grupo - 68 - Katherine Brigitte Colmenares GarciaRaul Andres CastañedaAún no hay calificaciones
- Niveles de Uso de La LenguaDocumento5 páginasNiveles de Uso de La LenguaDavid ICAún no hay calificaciones
- Listado de Verbos en Infinitivo y Conectores Maestría Educ AmbientalDocumento2 páginasListado de Verbos en Infinitivo y Conectores Maestría Educ AmbientalAndres Felipe PasajeAún no hay calificaciones
- El Mito ReligiosoDocumento4 páginasEl Mito ReligiosoDavidAún no hay calificaciones
- Enfoques EcologicosDocumento11 páginasEnfoques EcologicosMaria Rene RomanAún no hay calificaciones
- Oraciones ArcangelesDocumento2 páginasOraciones ArcangelesJaviera Hatha Yoga100% (3)
- Presentacion de IvestigacionesDocumento24 páginasPresentacion de Ivestigacionesjulio gayAún no hay calificaciones
- Consejos para Sustentar TesisDocumento3 páginasConsejos para Sustentar TesisJose Ramos FloresAún no hay calificaciones
- Leyes de Newton3Documento9 páginasLeyes de Newton3Gilbert Beltran CortesAún no hay calificaciones
- Gramática 9° PDFDocumento82 páginasGramática 9° PDFLizethAún no hay calificaciones
- 11 Pasos: Cómo Iniciar Una Relación Con DiosDocumento3 páginas11 Pasos: Cómo Iniciar Una Relación Con DiosharjhonAún no hay calificaciones
- Escandalo en Las Letras Protesta Razonada Contra La Poesia y El Arte ActualesDocumento298 páginasEscandalo en Las Letras Protesta Razonada Contra La Poesia y El Arte ActualesNaren PiedrahitaAún no hay calificaciones