También podría gustarte
- Check List para Diagnostico SGC ISO 9001Documento36 páginasCheck List para Diagnostico SGC ISO 9001Juan Camilo Pachi0% (1)
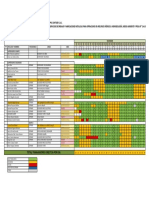
- Programa Semanal Mantto Mecanico Del 23 Al 29 de EneroDocumento12 páginasPrograma Semanal Mantto Mecanico Del 23 Al 29 de Enerorfm23Aún no hay calificaciones
- Acfrogdwjw0xy 81tmbdq7bczaxfpk0n1 Wsehhitzlwymcrdhd7txhmwjm7ih Kj7vksrc4yfnokp017 Xxstnq7grasb2b6dekbbzc Gmwphykfeh Ncm61k Stjuywoxnhdrelxhvq4 Glh2xDocumento2 páginasAcfrogdwjw0xy 81tmbdq7bczaxfpk0n1 Wsehhitzlwymcrdhd7txhmwjm7ih Kj7vksrc4yfnokp017 Xxstnq7grasb2b6dekbbzc Gmwphykfeh Ncm61k Stjuywoxnhdrelxhvq4 Glh2xrfm23Aún no hay calificaciones
- Diagrama Proceso ProduccionDocumento1 páginaDiagrama Proceso ProduccionMario Muñoz HerreraAún no hay calificaciones
- Ruster de Bajada Final Rev1 NoviembreDocumento1 páginaRuster de Bajada Final Rev1 Noviembrerfm230% (1)
- Sistema de Puesta A Tierra REV 01Documento20 páginasSistema de Puesta A Tierra REV 01rfm23Aún no hay calificaciones
- Curso Torquimetria DFSPDocumento53 páginasCurso Torquimetria DFSPED JO Menmar100% (1)
- Comparación Entre PCS, Dcs y ScadaDocumento28 páginasComparación Entre PCS, Dcs y ScadaPhilip J. Fry100% (4)
- New Ford Ranger 20MY Ficha TécnicaDocumento3 páginasNew Ford Ranger 20MY Ficha TécnicajanytachileAún no hay calificaciones
- Telefonia IPDocumento40 páginasTelefonia IPKaterine GarciaAún no hay calificaciones
- Hipath 3550Documento5 páginasHipath 3550Tina HerreraAún no hay calificaciones
- Normas de Dibujo Tecnico PDFDocumento4 páginasNormas de Dibujo Tecnico PDFBJ QuevedoAún no hay calificaciones
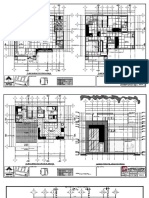
- Proyecto Ejecutivo Remodelacion Casa HabitacionDocumento17 páginasProyecto Ejecutivo Remodelacion Casa HabitacionWilliams Ramos TorresAún no hay calificaciones
- Lang Es Es-FoxitreaderDocumento103 páginasLang Es Es-FoxitreaderosobobAún no hay calificaciones
- Tabla Equivalencias Sistemas de MediciónDocumento2 páginasTabla Equivalencias Sistemas de Mediciónjheferson gomezAún no hay calificaciones
- Axiaal Ventilatoren Soler & PalauDocumento108 páginasAxiaal Ventilatoren Soler & PalauGéus CapsAún no hay calificaciones
- Hoja Tecnica Impresora HP CartagenaDocumento4 páginasHoja Tecnica Impresora HP CartagenaRommelAún no hay calificaciones
- Puente Vigas y Losa L 25.20 mREV1Documento199 páginasPuente Vigas y Losa L 25.20 mREV1victoralcazarAún no hay calificaciones
- 1916 Etg 340 MC 001Documento45 páginas1916 Etg 340 MC 001Willy PlazaAún no hay calificaciones
- Velneo Vserver v7 712Documento29 páginasVelneo Vserver v7 712Benjamin DavilaAún no hay calificaciones
- Comandos de IptablesDocumento11 páginasComandos de IptablesDEMIAN520Aún no hay calificaciones
- Certificado Casco de SeguridadDocumento2 páginasCertificado Casco de SeguridadDANIELAún no hay calificaciones
- Presentación Del Curso Ingeniería de Las TelecomunicacionesDocumento7 páginasPresentación Del Curso Ingeniería de Las TelecomunicacionesMónica RodríguezAún no hay calificaciones
- Dimensionamiento de Almacenes Sin TendenciaDocumento6 páginasDimensionamiento de Almacenes Sin TendenciaJhonatan AlonzoAún no hay calificaciones
- PT 185Documento72 páginasPT 185Jorge MedinaAún no hay calificaciones
- Catálogo Tuberías y Accesorios Aceros AltavistaDocumento12 páginasCatálogo Tuberías y Accesorios Aceros AltavistaGuadalupe Correa CruzAún no hay calificaciones
- ResumenDocumento4 páginasResumenAlejandria SoyundangoAún no hay calificaciones
- Nivel de BolasDocumento13 páginasNivel de BolasIrving Dirzo CarrilloAún no hay calificaciones
- Ensayo Sobre Control de CalidadDocumento2 páginasEnsayo Sobre Control de CalidadEstefania Salazar Arenas100% (2)
- Descripcion Training Cabecera Telefonica ColombiaDocumento2 páginasDescripcion Training Cabecera Telefonica Colombiawilliam aristizabalAún no hay calificaciones
- Tareas Semana 3Documento3 páginasTareas Semana 3Diego ArevaloAún no hay calificaciones
- Re0109q2023 17 237 2a8Documento1 páginaRe0109q2023 17 237 2a8papimaujAún no hay calificaciones
- Norma Iso 14001-2015Documento6 páginasNorma Iso 14001-2015Steven MuñozAún no hay calificaciones
- Curso de Vibracion SKFDocumento48 páginasCurso de Vibracion SKFEduardo Garay100% (1)
- Fundamentos de SocketDocumento22 páginasFundamentos de SocketRonnie RiosAún no hay calificaciones