También podría gustarte
- Siemens Mammomat 1000 3000 Service Manual - En.esDocumento70 páginasSiemens Mammomat 1000 3000 Service Manual - En.esNachoGonzalez90% (10)
- ssp311 - E1 EUROVAN Electrico 1 PDFDocumento43 páginasssp311 - E1 EUROVAN Electrico 1 PDFCarlos Garcia Godoy0% (1)
- Rubrica Participacion en Clase Padres de FamiliaDocumento1 páginaRubrica Participacion en Clase Padres de FamiliaDaniel Carreon100% (1)
- Colombia Canta - AntioquiaDocumento4 páginasColombia Canta - AntioquiaJefferson Giraldo SotoAún no hay calificaciones
- Incidencia de La Música en El Desarrollo de Las Habilidades Lectoras.Documento33 páginasIncidencia de La Música en El Desarrollo de Las Habilidades Lectoras.NuryruriAún no hay calificaciones
- Ministerio de Louvor Esta Escrito Quero Me EntregarDocumento7 páginasMinisterio de Louvor Esta Escrito Quero Me EntregarSaulo Michel Espindula DiasAún no hay calificaciones
- Thomas AdessDocumento7 páginasThomas AdessElenaRuizAyalaAún no hay calificaciones
- Papeles GrupalesDocumento4 páginasPapeles GrupalesAriana MartínezAún no hay calificaciones
- Arancet Ruda - Caín y Abel - Vivir en "Estado de Excepción"Documento13 páginasArancet Ruda - Caín y Abel - Vivir en "Estado de Excepción"anakinanuniAún no hay calificaciones
- Analisis Del Libro HombrecitosDocumento3 páginasAnalisis Del Libro HombrecitosSusana Lorena Páez Ponce100% (2)
- Simbolos Patrios Del PeruDocumento9 páginasSimbolos Patrios Del Peruana maria92% (12)
- Estrellita Donde Estas Guitarra TablaturaDocumento1 páginaEstrellita Donde Estas Guitarra TablaturaNicolas DardanelloAún no hay calificaciones
- Biografias de Los AutoresDocumento79 páginasBiografias de Los AutoresHeydi GarciaAún no hay calificaciones
- Adf Airbus A320Documento9 páginasAdf Airbus A320JUAN DAVID TORRES TELLEZAún no hay calificaciones
- GLORIA A DIOS EN EL CIELO Voz + AcordesDocumento1 páginaGLORIA A DIOS EN EL CIELO Voz + AcordesAbel Robles OviedoAún no hay calificaciones
- Tu Carñito Sax BaritonoDocumento2 páginasTu Carñito Sax Baritonodiego maineri100% (1)
- Musica InfogramaDocumento1 páginaMusica InfogramaJuan Camilo barragan pottesAún no hay calificaciones
- Capítulo 3. La Ola Nipona: Consumo de Cultura Popular Japonesa en EspañaDocumento13 páginasCapítulo 3. La Ola Nipona: Consumo de Cultura Popular Japonesa en EspañaRuriHoshinoAún no hay calificaciones
- La Danza AmazonasDocumento6 páginasLa Danza AmazonasJohana Isabel Nizama CruzAún no hay calificaciones
- Radio Móvil Apx 1500 Proyecto 25: Trabaje de Manera Más Segura Dondequiera Que Su Misión Lo LleveDocumento4 páginasRadio Móvil Apx 1500 Proyecto 25: Trabaje de Manera Más Segura Dondequiera Que Su Misión Lo LleveFabianAún no hay calificaciones
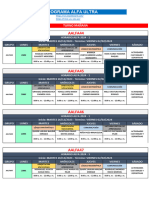
- Horario ALFA 26-12Documento5 páginasHorario ALFA 26-12riofriokevin722Aún no hay calificaciones
- Investigacion Musica Del MundoDocumento10 páginasInvestigacion Musica Del MundoMirna CastroAún no hay calificaciones
- La Música en Las Antiguas Civilizaciones de IsraelDocumento3 páginasLa Música en Las Antiguas Civilizaciones de IsraelKarlita PalateAún no hay calificaciones
- De Musica Sacra Et Sacra Liturgia - DocumentoDocumento28 páginasDe Musica Sacra Et Sacra Liturgia - DocumentoJuan Carlos CepedaAún no hay calificaciones
- Bopbur 2011 232 Anuncio 201107631Documento6 páginasBopbur 2011 232 Anuncio 201107631Fco Javier Presencio MedinaAún no hay calificaciones
- Power Rangers - Guion Teatral JorgeDocumento4 páginasPower Rangers - Guion Teatral JorgejLaMAún no hay calificaciones
- CuestionarioDocumento4 páginasCuestionarioRené Junior MVAún no hay calificaciones
- Canción Del JardineroDocumento4 páginasCanción Del JardineroPablo Gaudini100% (1)
- Mandíbula Afilada 2008Documento4 páginasMandíbula Afilada 2008Josep PeiróAún no hay calificaciones