También podría gustarte
- El universo de las energías renovablesDe EverandEl universo de las energías renovablesCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Calculo Solucion Nutritiva 4.0Documento16 páginasCalculo Solucion Nutritiva 4.0José María Martínez78% (9)
- Emisiones de So2 en Hornos de CementoDocumento5 páginasEmisiones de So2 en Hornos de CementoLeoncio R. Gilvonio AlegriaAún no hay calificaciones
- Manejo de La Fertirrigación en Berries (Hernandez)Documento54 páginasManejo de La Fertirrigación en Berries (Hernandez)Pablo Chun100% (2)
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- UF1910 - Manejo de equipos de depuración y control de emisiones atmosféricasDe EverandUF1910 - Manejo de equipos de depuración y control de emisiones atmosféricasAún no hay calificaciones
- UF1811 - Manejo de equipos de medida de contaminantes atmosféricosDe EverandUF1811 - Manejo de equipos de medida de contaminantes atmosféricosAún no hay calificaciones
- Oxidacion de Sulfuros Auríferos A Alta P y TDocumento27 páginasOxidacion de Sulfuros Auríferos A Alta P y TChristian Collazos PardaveAún no hay calificaciones
- 5 Presentacion Endulzamiento Con AminasDocumento31 páginas5 Presentacion Endulzamiento Con AminasWilliam Alexander Ortiz100% (3)
- 01 Introduccion Tratamiento de GasDocumento43 páginas01 Introduccion Tratamiento de GasMx AlkviarAún no hay calificaciones
- Planteamientos Generales Endulzamiento-Guillermo Medda - Brenntag Argentina PDFDocumento171 páginasPlanteamientos Generales Endulzamiento-Guillermo Medda - Brenntag Argentina PDFJose David CastroAún no hay calificaciones
- EndulzamientoDocumento63 páginasEndulzamientoEze GallardoAún no hay calificaciones
- Presentación. ENDULZAMIENTODocumento35 páginasPresentación. ENDULZAMIENTOIvan Alejandro Perez ClarosAún no hay calificaciones
- Horno Flash Convert Id or TenienteDocumento29 páginasHorno Flash Convert Id or TenienteFreddy Alonso Carvajal Carvajal100% (2)
- Copia de Calculo Indice de LangelierDocumento6 páginasCopia de Calculo Indice de Langelierjamp_125Aún no hay calificaciones
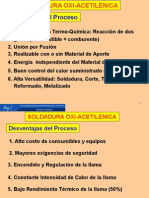
- Soa Soldadura Oxi-AcetilenicaDocumento62 páginasSoa Soldadura Oxi-AcetilenicaAlois Junior Hernandez Sanchez100% (1)
- Presentación Agrominerales - SEGEMAR INTEMIN - Alejandro FernándezDocumento26 páginasPresentación Agrominerales - SEGEMAR INTEMIN - Alejandro FernándezFernando BacotAún no hay calificaciones
- 5 Cursos EndulzamientoDocumento34 páginas5 Cursos EndulzamientoMarco Antonio Quino MendozaAún no hay calificaciones
- Oxidación A Alta P y T (Autoclaves)Documento27 páginasOxidación A Alta P y T (Autoclaves)Will070707Aún no hay calificaciones
- Fórmulas de Cálculo Equipos TermicosDocumento5 páginasFórmulas de Cálculo Equipos TermicosKatherine León ValverdeAún no hay calificaciones
- Cianuracion de Oro y PlataDocumento17 páginasCianuracion de Oro y PlataJuan Andrés Chávez Orellana83% (6)
- Procesamiento de Gas Natural EndulzamientoDocumento55 páginasProcesamiento de Gas Natural EndulzamientoKatherin SauerAún no hay calificaciones
- Tratamiento de Gas Amargo: La Tabla 1Documento34 páginasTratamiento de Gas Amargo: La Tabla 1Guillermo Calcurian OliverosAún no hay calificaciones
- Emisiones AtmosfericasDocumento20 páginasEmisiones AtmosfericasIVAN_GPCAún no hay calificaciones
- Present. Pta. ÁcidoDocumento24 páginasPresent. Pta. Ácidomamani272100% (1)
- Soluciones - Examen IMA GITI Enero 2016 - T1-T2 - Problemas - ADocumento2 páginasSoluciones - Examen IMA GITI Enero 2016 - T1-T2 - Problemas - AsupqiiykgodbjdpcvkAún no hay calificaciones
- Planta de Procesos OrcopampaDocumento40 páginasPlanta de Procesos OrcopampaCesar CR100% (2)
- Reducción de Emisiones de So2 en Los Hornos de CementoDocumento5 páginasReducción de Emisiones de So2 en Los Hornos de CementoLeoncio R. Gilvonio Alegria100% (2)
- Refrig R406aDocumento2 páginasRefrig R406aMarcos JaraAún no hay calificaciones
- Procesos PAMADocumento18 páginasProcesos PAMAmariale21Aún no hay calificaciones
- Análisis de SuelosDocumento3 páginasAnálisis de SuelosMiguel Alexander Marquez BravoAún no hay calificaciones
- Ingenieria de Procesos de RefinacionDocumento19 páginasIngenieria de Procesos de RefinacionJAIME MARTINEZ HERNANDEZAún no hay calificaciones
- Área de Limpieza de Gases (GCP)Documento26 páginasÁrea de Limpieza de Gases (GCP)Juan Fco Gonzalez PintoAún no hay calificaciones
- Procesos II. Obtención de MEOH-DME-Apartir de GN y Cascarilla de ArrozDocumento36 páginasProcesos II. Obtención de MEOH-DME-Apartir de GN y Cascarilla de ArrozJorge Luis PatiñoAún no hay calificaciones
- TS 110Documento8 páginasTS 110Alejandro Javier Yefi NúñezAún no hay calificaciones
- ANTAPITEDocumento52 páginasANTAPITEluisantonio2Aún no hay calificaciones
- Compresores Alternativos ManeuropDocumento96 páginasCompresores Alternativos ManeuropAdán Castro Gallegos100% (1)
- Control Operaciones en Plantas de EndulzamientoDocumento35 páginasControl Operaciones en Plantas de EndulzamientoOdette GutierrezAún no hay calificaciones
- Dureza Total y Dureza de Calcio en Muestra de AguaDocumento18 páginasDureza Total y Dureza de Calcio en Muestra de AguaZenith VelasquezAún no hay calificaciones
- Articulo Compostaje de BarrosDocumento20 páginasArticulo Compostaje de BarrosGabriel Fernando BaigorriaAún no hay calificaciones
- Tabla de EspecificacionesDocumento12 páginasTabla de Especificacioneslebiatan89Aún no hay calificaciones
- Parámetros FisicoquimicosDocumento1 páginaParámetros FisicoquimicosDoris MonagoAún no hay calificaciones
- Seleccion de Tecnologias para Plantas de Gas PDFDocumento62 páginasSeleccion de Tecnologias para Plantas de Gas PDFNahir Sarah Medina AntezanaAún no hay calificaciones
- Caracterizacion de Gas de Un Campo de Produccion de La Cuenca Del Valle Superior Del Magdalena en ColombiaDocumento2 páginasCaracterizacion de Gas de Un Campo de Produccion de La Cuenca Del Valle Superior Del Magdalena en ColombiaDgamboa274Aún no hay calificaciones
- Reducción de Nitrotoluenos Por H2SDocumento13 páginasReducción de Nitrotoluenos Por H2SDavid PabloAún no hay calificaciones
- Ensayos para La Caracterización de Un CarbónDocumento40 páginasEnsayos para La Caracterización de Un CarbónJorge Sánchez100% (1)
- EER Ucayali Hector DyerDocumento56 páginasEER Ucayali Hector DyerRoach SandersonAún no hay calificaciones
- Presentación UreaDocumento20 páginasPresentación UreaDanisky GonzalezAún no hay calificaciones
- Parametros Indicadores de Contaminacion - docLIBRODocumento60 páginasParametros Indicadores de Contaminacion - docLIBROAlejandro MoralesAún no hay calificaciones
- Resolucion 0909 de 2008 - Fuentes Fijas (No Aplica A CDA)Documento51 páginasResolucion 0909 de 2008 - Fuentes Fijas (No Aplica A CDA)Jhoan Manuel Silva GuerreroAún no hay calificaciones
- RTO Desulfurizador SDADocumento27 páginasRTO Desulfurizador SDAMauricio SalazarAún no hay calificaciones
- EndulzamientoDocumento45 páginasEndulzamientoLucia Peña50% (2)
- Diagrama PlantasDocumento28 páginasDiagrama PlantasFrancisco AragrevAún no hay calificaciones
- R 407CDocumento2 páginasR 407CSergio Angarita SAún no hay calificaciones
- Tratamiento Interno de Agua para CalderaDocumento7 páginasTratamiento Interno de Agua para CalderaShkikAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Bases conceptuales, legislación y metodología de la evaluación de impacto ambientalDe EverandBases conceptuales, legislación y metodología de la evaluación de impacto ambientalAún no hay calificaciones