También podría gustarte
- FORMATO TPM SoloDocumento1 páginaFORMATO TPM SologohujonaAún no hay calificaciones
- FORMATO TPM SoloDocumento1 páginaFORMATO TPM SologohujonaAún no hay calificaciones
- 1Documento120 páginas1gohujonaAún no hay calificaciones
- MicroSurvey StarNet 7 STD Plus ManualDocumento252 páginasMicroSurvey StarNet 7 STD Plus Manualalejoeling100% (3)
- Especificaciones Tecnicas - Docx Nave Industrial Recinto FerialDocumento7 páginasEspecificaciones Tecnicas - Docx Nave Industrial Recinto FerialJeferson CañarAún no hay calificaciones
- ArabaTIC 2019-05-07 Business Intelligence Con PowerBIDocumento49 páginasArabaTIC 2019-05-07 Business Intelligence Con PowerBIJuan Jose100% (1)
- NorthwindDocumento142 páginasNorthwindgohujonaAún no hay calificaciones
- NorthwindDocumento142 páginasNorthwindgohujonaAún no hay calificaciones
- S3 SB2 C1 01 EnfoquesHerramientasDocumento2 páginasS3 SB2 C1 01 EnfoquesHerramientasgohujonaAún no hay calificaciones
- DJDJDJDDDocumento345 páginasDJDJDJDDgohujonaAún no hay calificaciones
- Avance A ObjetivosDocumento12 páginasAvance A ObjetivosgohujonaAún no hay calificaciones
- Investigador Costo Por Mes Nro Meses Costo Total: Hoja Bond 2 Millar S/. 10.00 S/. 20.00 Copias 300 S/. 0.05 S/. 15.00Documento2 páginasInvestigador Costo Por Mes Nro Meses Costo Total: Hoja Bond 2 Millar S/. 10.00 S/. 20.00 Copias 300 S/. 0.05 S/. 15.00gohujonaAún no hay calificaciones
- IshikawaDocumento1 páginaIshikawagohujonaAún no hay calificaciones
- NorthwindDocumento142 páginasNorthwindgohujonaAún no hay calificaciones
- 1Documento2 páginas1gohujonaAún no hay calificaciones
- T/est N Actividad Seg/und Und/min Operarios 1 A 8 7.5 2 15 4.00Documento3 páginasT/est N Actividad Seg/und Und/min Operarios 1 A 8 7.5 2 15 4.00gohujonaAún no hay calificaciones
- T/est N Actividad Seg/und Und/min Operarios 1 A 8 7.5 2 15 4.00 2 B 15 4 4 16 3.75 3 C 40 1.5 10 15 4.00 4 D 5 12 2 24 2.50 5 E 3 20 1 20 3.00Documento3 páginasT/est N Actividad Seg/und Und/min Operarios 1 A 8 7.5 2 15 4.00 2 B 15 4 4 16 3.75 3 C 40 1.5 10 15 4.00 4 D 5 12 2 24 2.50 5 E 3 20 1 20 3.00gohujonaAún no hay calificaciones
- 2Documento2 páginas2gohujonaAún no hay calificaciones
- Investigador Costo Por Mes Nro Meses Costo Total: Hoja Bond 2 Millar S/. 10.00 S/. 20.00 Copias 300 S/. 0.05 S/. 15.00Documento1 páginaInvestigador Costo Por Mes Nro Meses Costo Total: Hoja Bond 2 Millar S/. 10.00 S/. 20.00 Copias 300 S/. 0.05 S/. 15.00gohujonaAún no hay calificaciones
- SadfdsafdfdDocumento2 páginasSadfdsafdfdgohujonaAún no hay calificaciones
- 3Documento4 páginas3gohujonaAún no hay calificaciones
- AsdasdasdasdDocumento2 páginasAsdasdasdasdgohujonaAún no hay calificaciones
- Libro 1Documento1 páginaLibro 1gohujonaAún no hay calificaciones
- SubierDocumento1 páginaSubiergohujonaAún no hay calificaciones
- WssddsdsDocumento2 páginasWssddsdsgohujonaAún no hay calificaciones
- SubierDocumento1 páginaSubiergohujonaAún no hay calificaciones
- Introduccio N-A-la-Adminstracion - FayolDocumento19 páginasIntroduccio N-A-la-Adminstracion - FayolgohujonaAún no hay calificaciones
- Manual Referencias-Iso-Ucv PDFDocumento37 páginasManual Referencias-Iso-Ucv PDFEnrique OG50% (2)
- Tutorial Del PackDocumento4 páginasTutorial Del PackgohujonaAún no hay calificaciones
- SubierDocumento1 páginaSubiergohujonaAún no hay calificaciones
- 163 - 2 Capi 1Documento22 páginas163 - 2 Capi 1jrga19Aún no hay calificaciones
- Manual Referencias-Iso-Ucv PDFDocumento37 páginasManual Referencias-Iso-Ucv PDFEnrique OG50% (2)
- Natsim Final1Documento53 páginasNatsim Final1Washington VásquezAún no hay calificaciones
- Rehabilitación de canchas deportivas indígenasDocumento11 páginasRehabilitación de canchas deportivas indígenasJessica GalindoAún no hay calificaciones
- Trazabilidad en Producto SanitarioDocumento35 páginasTrazabilidad en Producto SanitarioKathyLovoAún no hay calificaciones
- Mesa de Centro MarcheseDocumento6 páginasMesa de Centro MarcheseDaniel PonceAún no hay calificaciones
- Caso CoconsaDocumento4 páginasCaso CoconsaCriss RojasAún no hay calificaciones
- Costos - InformesDocumento6 páginasCostos - Informesmrcc2555Aún no hay calificaciones
- Manual Atc Adc v2 1 PDFDocumento107 páginasManual Atc Adc v2 1 PDFdardAún no hay calificaciones
- Impacto de Los Programas de Mantenimiento y InspecciónDocumento22 páginasImpacto de Los Programas de Mantenimiento y InspecciónCEV2009Aún no hay calificaciones
- Ficha Tecnica Nuevo Jetta DTM My2014 29 05 2014Documento4 páginasFicha Tecnica Nuevo Jetta DTM My2014 29 05 2014jaimesreinoAún no hay calificaciones
- ET 200 I AC DCDocumento2 páginasET 200 I AC DCjackass_tAún no hay calificaciones
- HT Auropoxi 410Documento3 páginasHT Auropoxi 410Manuel Pelaes0% (1)
- Carta de Invitación EVENTO IDDEAL 2024Documento2 páginasCarta de Invitación EVENTO IDDEAL 2024omar yarceAún no hay calificaciones
- Práctica N°2Documento9 páginasPráctica N°2Ana Belen SomocurcioAún no hay calificaciones
- Blister MaterialDocumento59 páginasBlister MaterialPV Brigitte DamarisAún no hay calificaciones
- NEO-72 Compresores de Aire Estacionarios y Móviles - Requisitos de Seguridad.Documento72 páginasNEO-72 Compresores de Aire Estacionarios y Móviles - Requisitos de Seguridad.Paulo Diego AguileraAún no hay calificaciones
- Desafio N 2 Grupo 3Documento17 páginasDesafio N 2 Grupo 3matias soubeletAún no hay calificaciones
- Conexiones EquipotencialesDocumento2 páginasConexiones EquipotencialesAngelicaVesgaAún no hay calificaciones
- Proceso de Compras Como Tú Bien Sabes Las Empresas No Son AutosuficientesDocumento18 páginasProceso de Compras Como Tú Bien Sabes Las Empresas No Son AutosuficientesMarthaNievesPeregrinoAún no hay calificaciones
- Equipos Compacto de MedidaDocumento7 páginasEquipos Compacto de MedidaLuis Alfonso Cabrera100% (1)
- Proceso Harina de Pescado Terminado Por DavicitoDocumento20 páginasProceso Harina de Pescado Terminado Por DavicitoManuel Alejandro Henriquez50% (2)
- Aspas y VentiladoresDocumento13 páginasAspas y VentiladoresVíctor ChávezAún no hay calificaciones
- Procedimiento AdiestramientoDocumento6 páginasProcedimiento AdiestramientoJESUSAún no hay calificaciones
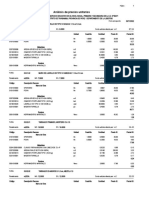
- Análisis de Precios Unitarios: PáginaDocumento26 páginasAnálisis de Precios Unitarios: PáginaAlexandre RGAún no hay calificaciones
- Preparacion Del AdobeDocumento8 páginasPreparacion Del AdobeMaria Huaman AlbornozAún no hay calificaciones
- Carbon Norma Astm PDFDocumento211 páginasCarbon Norma Astm PDFCurieAún no hay calificaciones
- CollectionDocumento5 páginasCollectionCristian RodriguezAún no hay calificaciones
- Materiales Constr CDocumento9 páginasMateriales Constr CHernan CatanzaroAún no hay calificaciones
- Manual de Servicio Estufas KoblenzDocumento26 páginasManual de Servicio Estufas KoblenzROBERTO ZAMUDIO0% (1)