Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Metalurgia - Tecnicas Experimentales-10 Ensayos No Destructivos
Metalurgia - Tecnicas Experimentales-10 Ensayos No Destructivos
Cargado por
daniel20181Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Metalurgia - Tecnicas Experimentales-10 Ensayos No Destructivos
Metalurgia - Tecnicas Experimentales-10 Ensayos No Destructivos
Cargado por
daniel20181Copyright:
Formatos disponibles
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
TCNICAS EXPERIMENTALES EN METALURGIA
Unidad temtica n 10: Ensayos no destructivos.
Introduccin
Una prueba no destructiva es el examen de un objeto efectuado de cualquier forma que no impida su
utilidad futura. Aunque en la mayora de los casos, las pruebas no destructivas no dan una medicin directa
de las propiedades mecnicas, son muy valiosas para localizar defectos en los materiales que podran afectar
el funcionamiento de una pieza de una mquina cuando entra en servicio. Dicha prueba se emplea para
detectar materiales defectuosos antes de que las partes componentes sean formadas o mecanizadas; para
detectar componentes defectuosas antes de ensamblar; para medir el espesor de un metal u otros
materiales; para determinar el nivel de lquido o el contenido de slido en recipientes opacos; para identificar
y clasificar materiales; y para descubrir defectos que pudieran desarrollarse durante el procesamiento o el
uso. Las partes tambin pueden examinarse cuando estn en servicio, lo que permitir su remocin previa a
la ocurrencia de una falla. Las pruebas no destructivas se utilizan para hacer productos ms confiables,
seguros y econmicos.
Hay cinco elementos bsicos en cualquier prueba no destructiva:
1
Fuente: Una fuente que proporciona un medio de sondeo, es decir, algo que puede usarse con el fin de
obtener informacin del artculo bajo prueba.
Modificacin: Este medio de sondeo debe cambiar o ser modificado como resultado de las variaciones o
discontinuidades dentro del objeto sometido a prueba.
Deteccin: Un detector que puede determinar los cambios en el medio de sondeo
Indicacin: Una forma de indicar o registrar las seales del detector.
Interpretacin: Un mtodo de interpretar estas indicaciones.
Aunque hay en uso una gran variedad de pruebas no destructivas garantizadas, los mtodos de prueba
o inspecciones no destructivas ms comunes son:
Radiografa
Inspeccin de partculas magnticas
Inspeccin por penetracin fluorescente
Inspeccin ultrasnica
Inspeccin por corrientes elctricas parsitas
10.1.: Radiografa de metales.
La radiografa de metales se puede realizar mediante rayos X o rayos gamma, rayos electromagnticos
de longitud de onda corta capaces de atravesar espesores de metal relativamente grandes. Los rayos gamma
se pueden obtener ya sea de un material radioactivo natural (como el radio) o de un istopo radioactivo
(como el cobalto 60). La radiacin gamma es ms penetrante que los rayos X, pero su sensibilidad inferior
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
87
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
limita su aplicacin. No hay forma de que la fuente se pueda regular para examinar espesores variables o
con contrastes, y generalmente requiere mucho ms tiempo de exposicin que el mtodo de rayos X.
Los rayos X se producen cuando la materia es bombardeada por un haz de electrones que se mueven
rpidamente. Cuando los electrones se detienen de repente por la materia, parte de su energa cintica se
convierte en energa de radiacin o rayos X. Las condiciones esenciales para la generacin de rayos X son: a)
un filamento (ctodo) que proporciona la fuente de electrones que se dirigen hacia el objetivo, b) un objetivo
(nodo) localizado en la trayectoria de los electrones, c) una diferencia de voltaje entre el nodo y el ctodo,
con lo que se regular la velocidad de los electrones que inciden sobre el objetivo, regulando la longitud de
onda de rayos X producidos, y d) un medio de regular la corriente del tubo para controlar el nmero de
electrones que chocan contra el objetivo. Los requisitos a) y b) los proporciona generalmente el tubo de
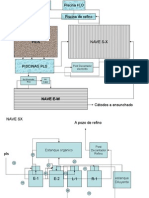
rayos X. La figura 10.1 muestra esquemticamente el uso de los rayos X para examinar una placa soldada.
Figura 10.1.: Representacin esquemtica del uso de los rayos X para examinar una placa soldada.
Una radiografa es una fotografa sombreada de un material ms o menos transparente a la radiacin.
Los rayos X oscurecen la pelcula, de modo que las regiones de menor densidad que permiten fcilmente la
penetracin de stos aparecen oscuras en el negativo, comparadas con las regiones de mayor densidad que
absorben ms radiacin. De este modo, un orificio o una fractura aparecen como un rea ms oscura, en
tanto que las inclusiones de cobre en una aleacin de aluminio aparecen como un rea ms clara.
Aunque la radiografa de metales se ha utilizado principalmente para revisar piezas fundidas y
productos soldados, tambin puede usarse para medir el espesor de los materiales. La figura 10.2 muestra
una forma sencilla de medir el espesor de un material por medio de radiacin.
La radiacin de la fuente se ve influida por el material sometido a prueba. Conforme el espesor
aumenta, la intensidad de radiacin que alcanza al detector disminuye. Si la respuesta del detector es
calibrada con base en espesores conocidos, la lectura del detector se puede usar para indicar el espesor del
material revisado. Con un circuito de retroalimentacin adecuado, el detector puede emplearse para
controlar el espesor entre lmites predeterminados.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
88
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
Figura 10.2.: Medidor del espesor de un material por medio de radiacin.
10.2.: Inspeccin por partculas magnticas (Magnaflux)
ste es un mtodo para detectar la presencia de fisuras, recubrimientos, rasgones, inclusiones y
discontinuidades semejantes en materiales ferromagnticos como el hierro y el acero. El mtodo detectar
discontinuidades de la superficie demasiado finas para apreciarse a simple vista y tambin detectar
discontinuidades ligeramente por debajo de la superficie. No es aplicable a materiales no magnticos.
La inspeccin por partculas magnticas puede realizarse en diversas formas. La pieza que se va a
inspeccionar puede magnetizarse y luego cubrirse con finas partculas magnticas (polvo de hierro); esto se
conoce como mtodo residual. O bien, la magnetizacin y aplicacin de las partculas puede hacerse
simultneamente, lo cual se conoce como mtodo continuo. Las partculas magnticas pueden mantenerse
en suspensin en un lquido que se vierte sobre la pieza, o la pieza puede sumergirse en la suspensin
(mtodo hmedo). En algunas aplicaciones, las partculas, en forma de fino polvo, se esparcen sobre la
superficie de la pieza de trabajo (mtodo seco). La presencia de una discontinuidad se revela por la
formacin y adherencia de un arreglo caracterstico de las partculas sobre la discontinuidad en la superficie
de la pieza de trabajo. Este arreglo recibe el nombre de indicacin y adquiere la forma aproximada de la
proyeccin superficial de la discontinuidad. El mtodo Magnaglo, es una variante de la prueba Magnaflux.
La suspensin vertida sobre la pieza de trabajo magnetizada contiene partculas magnticas fluorescentes.
Entonces, la pieza de trabajo se observa bajo luz negra, con lo cual las indicaciones destacan ms
claramente.
Cuando la discontinuidad est abierta a la superficie, el campo magntico se fuga hacia la superficie y
forma pequeos polos norte y sur que atraen a las partculas magnticas (figura 10.3). Cuando pequeas
discontinuidades estn bajo la superficie, alguna parte del campo an podra desviarse a la superficie, pero la
fuga es menor y se atraen menos partculas, con lo que la indicacin obtenida es mucho ms dbil.
Si la discontinuidad est muy lejos por debajo de la superficie, no habr ninguna fuga del campo
magntico y, en consecuencia, no se obtendr indicacin alguna. Es necesario emplear apropiadamente
mtodos de magnetizacin, para asegurar que le campo magntico formado est perpendicular a la
discontinuidad y lograr la indicacin ms clara.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
89
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
Figura 10.3.: Principio de la prueba Magnaflux.
Como se muestra en la figura 10.4, para obtener una magnetizacin longitudinal, el campo
magntico puede producirse en una direccin paralela a lo largo del eje mayor de la pieza de trabajo
colocando la pieza en una bobina excitada por una corriente elctrica, de modo que el eje ms largo de la
pieza est paralelo al eje de la bobina. Entonces la parte metlica se convierte en el ncleo de un
electroimn y se magnetiza por induccin del campo magntico creado por la bobina. Cuando se tienen
partes muy largas, se magnetizan parcialmente, moviendo la bobina a lo largo de la longitud de la pieza. En
el caso de magnetizacin circular, tambin mostrada en la figura 10.4, fcilmente se produce un campo
magntico transversal al eje mayor de la pieza de trabajo, pasando corriente de magnetizacin a travs de la
pieza y recorriendo todo lo largo de su eje.
Figura 10.4.: Ilustracin de dos clases de magnetizacin: a) Magnetizacin longitudinal; b) magnetizacin circular.
La corriente directa, la corriente alterna y la corriente alterna rectificada se emplean con fines de
magnetizacin. La corriente directa es ms sensible que la alterna para detectar discontinuidades no abiertas
a la superficie. La corriente alterna detectar discontinuidades abiertas a la superficie y se emplea cuando la
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
90
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
deteccin de este tipo de discontinuidad es el nico fin de la prueba. Cuando la corriente alterna est
rectificada, proporciona un campo magntico ms penetrante.
La sensibilidad del mtodo de inspeccin por partculas magnticas se ve afectada por muchos
factores, incluyendo la concentracin de la suspensin indicadora, el tiempo de contacto de la suspensin con
la pieza, el tiempo permitido para que se formen las indicaciones, el tiempo que se mantiene activa la
corriente de magnetizacin, y la intensidad de la corriente de magnetizacin.
Todas las partes de mquinas que han sido magnetizadas para su inspeccin deben someterse a un
proceso de desmagnetizacin. Si estas partes se ponen en servicio sin desmagnetizarlas, atraern limaduras,
polvos metlicos, rebabas y otras partculas de acero que pueden rayar, y por tanto daar, los cojinetes y
otras piezas de la maquinaria.
10.3.: Inspeccin por penetracin fluorescente (Zyglo)
Este es un mtodo sensible no destructivo con el que se pueden detectar pequeas discontinuidades
como fisuras, contracciones y porosidades que afloren a la superficie. Aunque este mtodo puede aplicarse
tanto a materiales magnticos como a no magnticos, se usa principalmente en materiales no magnticos.
Se puede recurrir a varias tcnicas penetrantes para revisar cualquier material homogneo que no sea
poroso, como metales, vidrio, plstico y algunos materiales cermicos.
Las partes que van a probarse se tratan primero con un trazador o colorante. Por lo general, los
trazadores son lquidos ligeros, de apariencia aceitosa que se aplican a la prueba por inmersin, rociado o
con una brocha, o de laguna otra manera conveniente. El trazador es absorbido dentro de las fisuras y otras
discontinuidades por una fuerte accin capilar. Despus que el trazador ha tenido tiempo de filtrarse, los
residuos restantes sobre la superficie se limpian o se lavan. Esto permite al trazador permanecer en todas las
discontinuidades que afloran a la superficie. A continuacin, la pieza que se est revisando se trata con un
polvo seco o una suspensin de polvo en un lquido. este polvo o revelador acta como una esponja que
atrae al trazador fuera del defecto y aumenta el tamao del rea de indicacin. A fin de que este proceso de
inspeccin sea eficaz, el trazador debe ser observado fcilmente en el polvo revelador. Un mtodo para
facilitar la inspeccin es usar colores contrastantes para el trazador y el revelador. Una combinacin muy
comn es utilizar revelador blanco y un colorante rojo.
Otro mtodo consiste en usar un trazador fluorescente. La figura 10.5 muestra los pasos principales
en la inspeccin por medio de un trazador fluorescente. Los pasos son exactamente los mismos que los
descritos con anterioridad, excepto que el lquido penetrante contiene un material que emite luz visible
cuando se expone a una radiacin ultravioleta. las lmparas que emiten luz ultravioleta se llaman lmparas
negras, porque la luz visible que podran emitir normalmente es detenida por un filtro, hacindola aparecer
negra o prpura oscuro. Cuando la parte que va a ser revisada se observa bajo la luz negra, el defecto
aparece como una marca fluorescente que brilla contra el fondo negro.
La inspeccin por trazador fluorescente se emplea para localizar fisuras y contracciones en piezas
fundidas, fisuras en la fabricacin y re-esmerilado de herramientas de carburo, fisuras y hoyos en
estructuras soldadas, fisuras en hojas de turbina de vapor y de gas, y fisuras en aisladores cermicos para
bujas y aplicaciones electrnicas.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
91
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
Figura 10.5.: Pasos principales en el mtodo de inspeccin por penetrante fluorescente.
10.4.: Inspeccin ultrasnica.
Un mtodo muy antiguo es utilizar ondas de sonido para determinar defectos. Si una pieza de metal es
golpeada con un martillo, producir ciertas notas audibles, las cuales pueden alterarse en resonancia y tono
por la presencia de imperfecciones internas. Sin embargo, esta tcnica de golpear con un martillo y escuchar
el sonido es til slo para detectar grandes defectos.
Un mtodo ms depurado consiste en utilizar ondas de sonido fuera del intervalo auditivo, con una
frecuencia de 1 a 5 millones de Hz (ciclos por segundo)- de aqu el trmino ultrasnico. El mtodo
ultrasnico es una prueba no destructiva, confiable y rpida que emplea ondas sonoras de alta frecuencia
producidas electrnicamente que penetrarn metales, lquidos y muchos otros materiales a velocidades de
varios miles de metros por segundo. Las ondas ultrasnicas para ensayos no destructivos generalmente las
producen materiales piezoelctricos, los cuales sufren un cambio en su dimensin fsica cuando se someten a
un campo elctrico. Esta conversin de energa elctrica a energa mecnica se conoce como efecto
piezoelctrico. Si se aplica un campo elctrico alterno a un cristal piezoelctrico, el cristal se expandir
durante la primera mitad del ciclo y se contraer cuando el campo elctrico se invierta. Al variar la frecuencia
del campo elctrico alterno, se puede variar la frecuencia de la vibracin mecnica (onda sonora) producida
en el cristal. El cuarzo es un transductor ultrasnico ampliamente utilizado. Un transductor es un dispositivo
que convierte una forma de energa en otra.
La figura 10.6 muestra dos mtodos de prueba ultrasnicos comunes: el de transmisin continua y el
de eco-pulsos. El primero utiliza un transductor en cada lado del objeto que va a revisarse. Si al cristal
transmisor se le aplica un pulso elctrico de la frecuencia deseada, las ondas ultrasnicas producidas se
desplazarn a travs de la muestra hasta el otro lado. El transductor de recepcin situado en el lado opuesto
recibe las vibraciones y las convierte en una seal elctrica que se puede amplificar y observar en el tubo de
rayos catdicos de un osciloscopio, un medidor o algn otro indicador. Si la onda ultrasnica viaja a travs
de la muestra sin encontrar ninguna imperfeccin, la seal recibida ser relativamente grande. Si hay
imperfeccin en la trayectoria de la onda ultrasnica, parte de la energa se reflejar y la seal que recibir
el transductor de recepcin se reducir.
El mtodo del eco-pulso utiliza slo un transductor que sirve como transmisor y como receptor.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
92
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
Figura 10.6.: Mtodos de inspeccin ultrasnica, el de transmisin y el de eco-pulsos.
La grfica de un osciloscopio cuando se utiliza el mtodo de eco-pulso sera semejante a la de la
figura 10.7. Conforme la onda sonora penetra en el material sometido a prueba, parte de ella se refleja de
vuelta al cristal, donde se convierte en un impulso elctrico. Este impulso se ampla y hace visible,
apareciendo como una indicacin o seal sobre la pantalla del osciloscopio. Cuando la onda sonora alcanza el
otro lado del material, se refleja de regreso al cristal y se ve como otra seal sobre la pantalla hacia la
derecha de la primera seal. Si hay imperfeccin entre las superficies frontal y posterior del material, se
delatar sobre la pantalla como una tercera seal entre las dos indicaciones correspondientes a las
superficies frontal y posterior. Como las indicaciones en la pantalla del osciloscopio miden el tiempo
transcurrido entre la reflexin del pulso desde la superficie frontal y posterior, la distancia entre indicaciones
es una medida del espesor del material. Por tanto, la localizacin de un defecto puede determinarse con
exactitud por la indicacin que aparece sobre la pantalla.
Figura 10.7.: Grfica de un osciloscopio por el mtodo de eco-pulsos de inspeccin ultrasnica.
En general, las superficies uniformes y lisas son ms apropiadas para la prueba de pulso de mayor
frecuencia; por tanto permiten detectar defectos ms pequeos. La transmisin adecuada de la onda
ultrasnica tiene gran influencia en la confiabilidad de los resultados de la prueba. Para partes de mayor
tamao, una pelcula de aceite asegurar un contacto apropiado entre la unidad del cristal de bsqueda y la
pieza a prueba. Las partes ms pequeas pueden colocarse en un tanque con agua, aceite o glicerina. La
unidad del cristal de bsqueda transmite ondas sonoras a travs del medio y penetrarn en el material que
se examina. Un examen de la pantalla del osciloscopio de esta grfica permitir ver la presencia de tres
seales. La seal de la izquierda indica el frente de la pieza, la de la derecha la parte posterior de la pieza y
la seal ms pequea del centro indica una imperfeccin.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
93
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
La inspeccin ultrasnica se utiliza para detectar y localizar defectos como cavidades de contraccin
(rechupes), vacos o fisuras internas, porosidad y grandes inclusiones no metlicas. El espesor de la pared se
puede medir en recipientes cerrados o en casos en que tal medicin no puede hacerse de otra manera.
10.5.: Inspeccin por corrientes parsitas.
Las tcnicas por corrientes parsitas se utilizan para inspeccionar elctricamente materiales
conductores en busca de defectos, irregularidades en estructura y variaciones en composicin. En la prueba
por corrientes parsitas, si una fuente de corriente alterna se conecta a una bobina se produce un campo
magntico variable. Cuando este campo se coloca cerca de una muestra a prueba, capaz de conducir una
corriente elctrica, se inducirn en la muestra corrientes parsitas. A su vez, estas corrientes producirn un
campo magntico propio. La unidad de deteccin medir este nuevo campo magntico y convertir la seal
en un voltaje que puede leerse en un medidor o en un tubo de rayos catdicos. propiedades como la dureza,
la composicin de la aleacin, la pureza qumica y la condicin de tratamiento trmico influyen en el campo
magntico y se pueden medir directamente con el uso de una sola bobina. Un empleo importante que se da a
esta prueba es la inspeccin de materiales para detectar posibles variaciones con el tratamiento trmico o
con posibles derivaciones en la composicin qumica. esta aplicacin requiere el uso de dos bobinas. Una
pieza estndar se coloca en una bobina y la pieza a prueba en la otra. La aceptacin o rechazo de la pieza a
prueba puede determinarse comparando las grficas de las dos piezas, que aparecen sobre la pantalla del
osciloscopio.
La prueba por corrientes parsitas puede emplearse para detectar defectos superficiales y subsuperficiales, espesor de placas o tubos, y espesor de capas.
La tabla 10.1 resume los principales mtodos de pruebas no destructivas.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
94
Tcnicas Experimentales en Metalurgia (rea Ingeniera de Materiales)
Unidad Temtica N 10
Tabla 10.1.: Principales mtodos de pruebas no destructivas
Mtodo de
inspeccin
Corrientes
parsitas
Cundo usarlo
Dnde usarlo
Ventajas
Limitaciones
Para medir variaciones en
espesor de paredes de
metales
o
capas
delgadas; para detectar
costuras
o
vetas
longitudinales o fisuras en
tubos; para determinar
tratamientos trmicos y
composiciones metlicas
para su clasificacin
Para
detectar
imperfecciones y defectos
internos; para encontrar
fallas
en
soldaduras,
fisuras, vetas o costuras,
porosidad,
hoyos,
inclusiones,
falta
de
fusin;
para
medir
variaciones en espesor.
Para
detectar
imperfecciones internas,
fisuras, vetas o costuras,
hoyos
inclusiones,
defectos de soldadura;
para medir variaciones de
espesor.
Tuberas y barras, partes de Alta velocidad, ningn
geometra uniforme, placas o contacto, automtico.
materiales planos o lminas y
alambre.
Falsas
indicaciones
como resultado de las
muchas
variables;
slo es til para
materiales
conductores
Alto costo inicial; es
necesaria una fuente
de poder; riesgo por
radiacin;
se
necesitan
tcnicos
entrenados.
Partcula
magntica
Para
detectar
imperfecciones
superficiales
o
subsuperficiales
no
profundas,
fisuras,
porosidad, inclusiones no
metlicas y defectos de
soldadura
Slo
para
materiales
ferromagnticos; partes de
cualquier
tamao,
forma,
composicin
o
tratamiento
trmico.
Proporciona un registro
permanente
en
la
pelcula; funciona bien
en secciones delgadas;
alta
sensibilidad;
tcnicas
de
fluoroscopa
disponibles; nivel de
energa ajustable.
Detecta gran variedad
de imperfecciones; da
un
registro
permanente; porttil;
bajo costo inicial; la
fuente de suministro es
pequea
(til
para
toma interna); hace
exposiciones
panormicas.
Econmico, de principio
sencillo,
fcil
de
efectuar;
porttil;
rpido para prueba
durante
produccin
industrial.
Penetrante
Para
localizar
fisuras
superficiales, porosidad,
traslapes, defectos por
falta de calor, falsas
uniones, fatiga y fisuras
por esmerilado.
Todos los metales, vidrio y
cermica,
piezas
coladas,
forjas, partes maquinadas y
herramientas
de
corte;
inspecciones de campo.
Eco-pulso
ultrasnico
Para encontrar defectos
internos, fisuras, falsas
uniones,
laminaciones,
inclusiones,
porosidad;
para
determinar
la
estructura de grano y
espesores.
Todos los metales y materiales
no metlicos duros; lminas,
tubos, varillas, forjas, piezas
coladas; prueba de campo y
produccin; prueba de partes
en servicio; uniones de enlace
adhesivas y soldadas.
Radiografa
Rayos X
Gamma
Rayos X
Ensambles
de
partes
electrnicas, piezas coladas,
recipientes soldados; prueba
de campo de soldaduras;
inspecciones
de
corrosin;
componentes de materiales no
metlicos
Forja, fundiciones, tubera,
recipientes soldados; prueba
de
campo
de
tuberas
soldadas;
inspeccin
de
corrosin.
Sencillo
de
aplicar,
porttil, rpido, bajo
costo;
resultados
fciles de interpretar,
no
necesita
preparativos
complicados.
Rpido, confiable, fcil
de operar, facilita la
automatizacin,
los
resultados se conocen
de
inmediato;
relativamente
porttiles,
muy
exactos, sensibles.
Dra. Stella Ordoez - Depto. de Ingeniera Metalrgica - Universidad de Santiago de Chile
Un nivel de energa
por fuente; riesgo por
radiacin;
se
necesitan
tcnicos
entrena-dos;
la
fuente
pierde
potencia
continuamente.
El material debe ser
magntico,
se
requiere
desmagnetizacin
despus de la prueba,
fuente de potencia
necesaria; las partes
deben limpiarse antes
de
terminar
de
fabricarse.
Limitado a defectos
superficiales;
las
superficies
deben
estar limpias.
Requiere con-tacto o
inmersin de la parte,
y la interpretacin de
lecturas
necesita
entrenamiento.
95
También podría gustarte
- Astm A532Documento2 páginasAstm A532Luis Alejandro Diaz RojasAún no hay calificaciones
- Aceros Al Carbono ASTM A27Documento3 páginasAceros Al Carbono ASTM A27J Francisco Chiken Torres HerreraAún no hay calificaciones
- CAP19Documento16 páginasCAP19api-26360100Aún no hay calificaciones
- CAP10Documento37 páginasCAP10api-26360100Aún no hay calificaciones
- CAP21Documento53 páginasCAP21api-26360100Aún no hay calificaciones
- Astm A536Documento3 páginasAstm A536Pedro MendozaAún no hay calificaciones
- Astm A958Documento2 páginasAstm A958api-26360100Aún no hay calificaciones
- Astm A743Documento3 páginasAstm A743api-26360100Aún no hay calificaciones
- Separacion de VariablesDocumento18 páginasSeparacion de VariablesKevin E. Godinez OrtizAún no hay calificaciones
- Astm A128Documento2 páginasAstm A128api-26360100100% (2)
- Astm A297Documento2 páginasAstm A297Manuel ArroyoAún no hay calificaciones
- Introducció1Documento4 páginasIntroducció1api-26360100100% (1)
- Lay OUT, Vision GeneralDocumento3 páginasLay OUT, Vision Generalapi-26360100Aún no hay calificaciones
- Ecuaciones Clásicas de Johnson Mehl AvramiDocumento2 páginasEcuaciones Clásicas de Johnson Mehl Avramiapi-26360100Aún no hay calificaciones
- Gui A 1Documento3 páginasGui A 1api-26360100Aún no hay calificaciones
- AVRADocumento9 páginasAVRAapi-26360100Aún no hay calificaciones
- Ejercicios de Repaso de Maquinas DCDocumento4 páginasEjercicios de Repaso de Maquinas DCLuis Eduardo Gallo SilvaAún no hay calificaciones