Documentos de Académico
Documentos de Profesional
Documentos de Cultura
El Mantenimiento Como Fuente de Rentabilidad
El Mantenimiento Como Fuente de Rentabilidad
Cargado por
Leo ChavezDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
El Mantenimiento Como Fuente de Rentabilidad
El Mantenimiento Como Fuente de Rentabilidad
Cargado por
Leo ChavezCopyright:
Formatos disponibles
El Mantenimiento como Fuente de Rentabilidad
Para evaluar la gestin del mantenimiento, se han de definir claramente los
objetivos que el mantenimiento pretende conseguir. Estos objetivos se fijarn
en funcin de los objetivos de la empresa (rentabilidad, en mercados
competitivos). La mejor manera de saber si dichos objetivos se consiguen o no
y cmo contribuyen a mejorar la competitividad de la empresa es
cuantificarlos en trminos monetarios.
Hoy en da, las estrategias del mantenimiento estn encaminadas a
garantizar la disponibilidad y eficacia requerida de las unidades, equipos e
instalaciones, asegurando la duracin de su vida til y minimizando los costos
de mantenimiento, dentro del marco de la seguridad y el medio ambiente.
Los factores crticos de xito de la gestin del mantenimiento son
la Disponibilidad y la Eficiencia, que van a indicarnos la fraccin de tiempo
en que las unidades o equipos estn en condiciones de servicio
(Disponibilidad) y la fraccin de tiempo en que su servicio resulta efectivo
para la produccin.
La disponibilidad se ha de tener slo cuando se requiere, lo cual no quiere
decir que haya de ser por igual en todos los recursos (unidades), pues depende
mucho de la criticidad de los mismos, y esa criticidad puede variar segn las
condiciones del mercado. Tener una disponibilidad demasiado elevada en
recursos (unidades) que no la necesitan slo ocasiona un exceso de costos, al
hacer un uso excesivo de los recursos de mantenimiento.
La mejora en los dos ratios de Disponibilidad y eficiencia y la disminucin
de los costos de mantenimiento suponen el aumento de la rentabilidad de la
empresa y por tanto tiene influencia directa sobre las utilidades.
4.1 Evolucin del concepto de Mantenimiento
Antes de esta mirada a aspectos del mantenimiento revisemos algunas
definiciones bsicas:
Mantenimiento Preventivo: Tarea que involucra cambios/reconstrucciones
de partes/equipo bajo una base regular, sin importar el estado de las mismas.
Mantenimiento Predictivo: Busca mediante inspecciones
peridicas determinar cuando cambiar o reconstruir una parte/equipo en
funcin del estado actual de los mismos.
Mantenimiento Detectivo: Busca detectar la ocurrencia de fallas ocultas en
equipos de proteccin y/o respaldo.
Mantenimiento Correctivo: Restitucin del equipo al estado operativo
ptimo despus de la ocurrencia de una falla.
Riesgo: Dado matemticamente por el producto de la probabilidad de
ocurrencia de un evento y sus consecuencias
El objetivo fundamental del mantenimiento, es preservar la funcin y la
operabilidad, optimizar el rendimiento y aumentar la vida til de los activos,
procurando una inversin ptima de los recursos. Este enfoque del
mantenimiento es resultado de una evolucin importante a travs del tiempo.
La literatura [1] distingue entre tres generaciones diferentes de
mantenimiento. Cada una de las cuales representa las mejores prcticas
utilizadas en una poca determinada.
En los ltimos aos se ha vivido un crecimiento muy importante de nuevos
conceptos de mantenimiento y metodologas aplicadas a la gestin del
mantenimiento.
Hasta finales de la dcada de los 90, los desarrollos alcanzados en la 3
generacin del mantenimiento incluan:
Herramientas de ayuda a la decisin, como estudios de riesgo, modos
de falla y anlisis de causas de falla.
Nuevas tcnicas de mantenimiento, como el monitoreo de condicin
Equipos de diseo, dando mucha relevancia a la confiabilidad y
mantenibilidad.
Un cambio importante en pensamiento de la organizacin hacia la
participacin, el trabajo en equipo y la flexibilidad
A estos usos, se han ido aadiendo nuevas tendencias, tcnicas y filosofas
de mantenimiento hasta nuestros das, de tal forma que actualmente se puede
hablar de una cuarta generacin del mantenimiento.
El nuevo enfoque se centra en la eliminacin de fallas utilizando tcnicas
proactivas. Ya no basta con eliminar las consecuencias de la falla, sino que se
debe encontrar la causa de esa falla para eliminarla y evitar as que se repita.
Asimismo, existe una preocupacin creciente en la importancia de la
mantenibilidad y confiabilidad de los equipos, de manera que resulta clave
tomar en cuenta estos valores desde la fase de diseo del proyecto. Otro punto
importante es la tendencia a implantar sistemas de mejora continua de los
planes de mantenimiento preventivo y predictivo, de la organizacin y
ejecucin del mantenimiento.
A parte de estas caractersticas descritas anteriormente, existen otros dos
temas importantes dentro del mantenimiento actual cuya importancia ha
aumentado de manera muy importante en los ltimos aos:
La Gestin del Riesgo: Cada da cobra ms importancia la
identificacin y control de los posibles sucesos que presentan una baja
probabilidad pero consecuencias graves, sobre todo en organizaciones
que operan en industrias con riesgo. El mantenimiento se est viendo
como un participante clave en este proceso. En el pasado, este tipo de
sucesos se controlaban simplemente con una extensin de los Sistemas
de Gestin de Seguridad y Medio Ambiente implantados en cada
empresa. Sin embargo, existe una creciente percepcin de que la
aplicacin de estos sistemas de gestin a los sucesos de baja
probabilidad / consecuencias graves no es efectiva, por lo que es
necesario desarrollar otras metodologas.
Patrones de Falla: Las nuevas investigaciones estn cambiando muchas
de las tradicionales creencias sobre la relacin existente en una
mquina entre el envejecimiento y la falla. En particular, se ha
demostrado que para muchos equipos existe muy poca relacin entre el
tiempo de operacin y la probabilidad de falla. El enfoque inicial del
mantenimiento supona que la probabilidad de que una mquina falle
aumenta segn el tiempo de operacin, siendo mayor la probabilidad de
falla en la vejez de la mquina. La segunda generacin de
mantenimiento introdujo el concepto de mortalidad infantil. De esta
forma la tasa de fallas de una mquina puede ser representada con una
curva de baera, existiendo, por tanto, ms probabilidad de falla
durante el principio y el final de su vida til
Sin embargo, en el mantenimiento actual se ha demostrado que podemos
definir seis patrones diferentes de tasa de fallas, segn el tipo de mquina que
estemos utilizando.
Tener en cuenta el patrn al que se ajusta cada elemento es fundamental si
se quiere conseguir una ptima planificacin del mantenimiento.
Debemos estar seguros de que el mantenimiento que ha sido planificado es
el adecuado, ya que de nada sirve realizar el trabajo planificado de manera
correcta, si ste no es el ms adecuado.
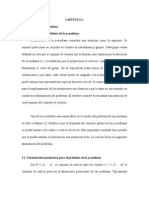
Figura 4.1: Nuevos patrones de tasas de falla.
Para los patrones de falla A, B y C, la probabilidad de falla aumenta con la
edad hasta alcanzar un punto en el que es conveniente reemplazar el
componente antes de que falle y as reducir su probabilidad de falla. En el
caso de los componentes que presentan una probabilidad de falla del modelo
E, reemplazar el componente no mejorar en ningn caso su confiabilidad, ya
que el nuevo elemento tendr la misma probabilidad de falla que el antiguo.
Si el patrn de falla al que se ajusta el componente es el F, reemplazar el
elemento a intervalos fijos por un componente nuevo, no slo no mejorar la
confiabilidad, sino que aumentar la probabilidad de falla, ya que en
lainfancia presenta ms mortalidad que en la vejez.
En el grfico se observa que ms del 50% de los componentes presentan
fallas en la infancia. Esto quiere decir que cada vez que se repara o
reemplaza un equipo, las posibilidades de falla prematura debido a esa
operacin de mantenimiento son muy elevadas. Alguna de las posibles
explicaciones que se pueden dar a este hecho, son errores humanos, errores
del sistema, errores de diseo o errores de piezas.
Por lo visto anteriormente, est claro que el mantenimiento actual debe
centrarse en reducir las operaciones de mantenimiento provocadas por fallas
que se ajustan al modelo F. Es decir, fallas ocurridos en la infancia de los
equipos. Para los elementos que ajusten su tasa de fallas a este patrn F, un
mantenimiento planificado a intervalos fijos aumentar las posibilidades de
falla, ya que el equipo nuevo presentar ms probabilidad de falla que el
antiguo. Por ese motivo existe una tendencia generalizada a mantener lo
mnimo posible, debido a que cualquier operacin de mantenimiento
realizada puede aumentar la probabilidad de falla.
Otra posibilidad, es centrarse en reducir de manera global las
probabilidades de falla sobre todos los modelos. La forma de realizar esto, es
mediante la utilizacin de un Mantenimiento Proactivo, es decir buscar la
forma de eliminar los fallas, ms que eliminar sus consecuencias.
Para eliminar las fallas, hay que eliminar sus causas, lo que implica
conocerlas. Existen herramientas como el Anlisis Causa-Raz que ayudan a
identificar y eliminar las causas de los fallas, aunque en muchas ocasiones se
utiliza como una herramienta reactiva ms que proactiva.
A modo de resumen, en las siguientes grficas se presenta como han ido
evolucionando las expectativas y tcnicas del mantenimiento durante el ltimo
siglo:
Figura 4.2: Objetivos del Mantenimiento.
Figura 4.3: Evolucin de las Tcnicas de Mantenimiento.
4.2 Tcnicas de Mantenimiento
Hoy en da existen infinidad de diferentes herramientas, tcnicas,
metodologas y filosofas de mantenimiento. Algunas de las ms utilizadas
entre otras pueden ser:
Mantenimiento Autnomo / Mantenimiento Productivo Total (TPM)
Mejoramiento de la Confiabilidad Operacional (MCO)
Mantenimiento Centrado en la Confiabilidad (RCM)// (MCC)
Mantenimiento Basado en el Riesgo (MBR)
Asset Integrity
Mantenimiento Centrado en Confiabilidad en Reversa (MCC-R)
Anlisis Causa raz (ACR)
Anlisis de Criticidad (AC)
Optimizacin Costo Riesgo (OCR)
Inspeccin Basada en Riesgo (RBI)(IBR)
En efecto los mtodos para mejorar la confiabilidad se podran dividir en
dos:
Mtodos Proactivos: Buscan la mejora de la confiabilidad mediante la
utilizacin de tcnicas que permitan la paulatina eliminacin de las
fallas tanto crnicas como potenciales. Claros ejemplos son el
Mantenimiento Centrado en la Confiabilidad y el Mantenimiento
Productivo Total.
Mtodos Reactivos: Buscan de una manera rpida y eficaz la solucin
de problemas cotidianos y evitar repeticin de eventos mayores. En
lneas generales se trata de mtodos sobre todo "post-morten".
Actualmente su mejor exponente es el Anlisis Causa Raz.
Nos referiremos a continuacin muy brevemente a algunas de ellas:
4.2.1 Mantenimiento Centrado en la Confiabilidad (RCM)
Esta tcnica surge a finales de los aos sesenta como respuesta al
incremento de costos y actividades del mantenimiento de las aeronaves
(bsicamente preventivo). En esta industria demuestra ser muy valioso, no
slo bajando los costos y actividades de mantenimiento, sino que adems
mejora los niveles de confiabilidad, disponibilidad y seguridad. Estos xitos lo
hicieron apetecible a otras industrias, como la militar, petrolera y de
generacin de electricidad.
Esta tcnica se basa en seleccionar mantenimiento slo donde las
consecuencias de las fallas as lo requieren, para esto se necesita hacer un
estudio exhaustivo de todas las funciones, fallas, modos y consecuencias de
las fallas, para luego decidir donde y que tipo de mantenimiento hacer.
Establece un orden de prioridades: la seguridad y ambiente, produccin,
costos de reparacin. Esto ha hecho que sea una herramienta valiosa en las
industrias que requieren elevados niveles de seguridad, generando a cambio
de los esfuerzos, buenos resultados.
Bajo su enfoque tradicional resulta muy difcil de aplicar en grandes
industrias debido a que no resuelve algunas interrogantes mayores como
Cundo hacer el mantenimiento? y Cmo generar una jerarqua de
implantacin?
Es una tcnica bastante analtica, lo cual ha trado problemas de
implantacin, debido a que a veces resulta difcil pasar del papel a la realidad.
Conduciendo esto a fuertes perdidas de dinero y esfuerzos, degenerando al
final en frustracin de los equipos de trabajo. Se trata de una prctica
recomendada por el Energy Power Research Institute (EPRI) para sistemas
elctricos.
4.2.2 Mantenimiento Productivo Total (TPM)
Conocido por los grandes beneficios que ha obtenido en empresas
manufactureras. Demostr su poder en Japn y ha comenzado a diseminarse a
lo largo del mundo. Hace un gran esfuerzo en el trabajo en equipos. Se apoya
fuertemente en limpieza y lubricacin como fuentes que eliminan problemas
crnicos. Requiere de una profunda cultura de trabajo en equipo y sentido de
propiedad de los bienes por parte de los trabajadores.
De no poseer estos se requiere de un fuerte trabajo en el cambio cultural.
Est muy ligado a los conceptos de mejoramiento continuo de la calidad y
filosofas cero defectos. Difcil de aplicar en empresas de procesos, debido en
muchos casos a lo ambiguo que resultan los conceptos de calidad y defectos,
por otra parte el problema cultural puede entorpecer la implantacin a niveles
de frustracin.
Donde se ha logrado su implantacin exitosa, se han tenido grandes logros
respecto a seguridad, ambiente, confiabilidad, disponibilidad y costos de
mantenimiento. Tampoco responde a las interrogantes Cundo hacer el
mantenimiento? y Cmo generar una jerarqua de implantacin?
4.2.3 Anlisis Causa Raz (ACR)
Tcnica poderosa que permite la solucin de problemas, con enfoque a
corto y mediano plazo. Usa tcnicas de investigacin bastante exhaustivas,
con la intencin de eliminar las causas de los problemas/fallas. Su valor no
slo reside en la eliminacin de grandes eventos, sino en la eliminacin de los
eventos crnicos, que tienden a devorar los recursos de mantenimiento. Al
eliminar paulatinamente los problemas crnicos y pequeos, este genera
tiempo para anlisis ms profundos (RCM, por ejemplo).
4.3 Mejoramiento de la Confiabilidad Operacional (MCO)
El mejoramiento en la confiabilidad operacional desarrollada en U.K. con
la intencin de agrupar las mejores practicas de mantenimiento y operaciones
con una orientacin al negocio. Reconoce las limitaciones que el
mantenimiento como funcin tiene para lograr una confiabilidad adecuada de
las instalaciones.
La figura ilustra un poco mas la idea:
Figura 4.4: Confiabilidad Operacional.
Para mejorar los 4 sectores nombrados en la grfica anterior, el MCO
divide las tcnicas de mejoramiento:
Diagnstico Aqu mediante uso de tcnicas asociadas al manejo de
riesgo se cuantifican las oportunidades a corto plazo (reactivas) y
mediano largo plazo (proactivas). Como resultado se obtiene una
jerarqua de implementacin. Aqu se hace uso de herramientas de
anlisis de criticidad y de oportunidades perdidas (a modo de ejemplo),
estas permiten establecer las oportunidades de mejoramiento y que
herramientas de control podran usarse para capitalizar las
oportunidades halladas
Control Aqu se usa el RCM+ (que combina algunas ventajas del TPM
con el RCM) como tcnica proactiva y el ACR como tcnica reactiva,
tambin se puede hacer uso del IBR para equipos estticos. Como
resultado se obtienen una serie de tareas de mantenimiento,
operaciones, rediseo a ejecutar para mejorar el desempeo.
Estas tcnicas de control por lo general son tcnicas del tipo cualitativo y
basadas en reglas fijas para la toma de decisin (por ejemplo: diagramas
lgicos).
Optimizacin Aqu mediante el uso de herramientas avanzadas de
clculo costo riesgo se hallan los intervalos ptimos de mantenimiento,
paradas de planta, inspecciones, etc.
Se trata de tcnicas del tipo numrico e involucran el modelado de los
equipos y/o sistemas.
Los resultados de implementar estas herramientas de esta manera son
impresionantes en diversas industrias, logrando en algunos casos incluso la
transformacin de las empresas llevndolas a la implementacin de Gerencia
de Activos (Asset Management)
Grandes resultados se han encontrado en Centrales Elctricas con la
implantacin del Mantenimiento Centrado en la Confiabilidad y con el
Anlisis Causa Raz. Un requisito que no debe dejarse de cumplir es el
establecimiento previo de prioridades antes de la ejecucin de ambas tcnicas
(simultaneas). Se han desarrollado herramientas como el anlisis de criticidad
y el anlisis de oportunidades perdidas que pueden resolver dicha inquietud
eficazmente.
Por otra parte normalmente ambas tcnicas generarn soluciones que
podran ser agrupadas en:
Cambios de diseo.
Tareas preventivas.
Tareas de Inspeccin (Deteccin y Prediccin).
Tareas correctivas.
La respuesta a cuando ejecutar dichas tareas no es simple, y en muchos
casos no puede ser fijada por la ley del dedo. Grandes beneficios econmicos
han sido reportados con el uso de software, que pueden calcular el punto de
ejecucin con menor costo/riesgo posible para las tareas anteriores.
4.4 Inspeccin Basada en Riesgo
Un capitulo especial se abre con esta tcnica, que establece patrones de
inspeccin de equipos estticos (calderas, lneas de transmisin, etc.) en
funcin de su riesgo asociado, nuevas aproximaciones permiten usar software
para tomar en cuenta tambin el estado actual del equipo, lo que desencadena
una continua optimizacin por costo/riesgo y no una frecuencia de inspeccin
fija. Los reportes econmicos han sido cuantiosos, adems de los beneficios
por disponibilidad y produccin. Tambin es posible optimizar con este tipo
de tcnicas la frecuencia de bsqueda de fallas ocultas (pesquisa de fallas,
mantenimiento detectivo), dejndose de usar entonces formulas mgicas que
no generan una frecuencia ptima por costo/riesgo, pudindose simular
factores como probabilidad de xito de la prueba y probabilidad de
destruccin del equipo probado.
4.5 Modelos de Optimizacin del Mantenimiento
Los modelos de optimizacin de mantenimiento se definen [3] como
aquellos modelos matemticos cuyo objetivo es encontrar el equilibrio ptimo
entre los costos y beneficios de ste, tomando en cuenta todo tipo de
restricciones. En casi todos los casos, las ventajas del mantenimiento
consisten en ahorros de costos en los cuales de otro modo se incurrira (por ej,
menor costo de fallas). Esta definicin no incluye todos los modelos de
investigacin de operaciones aplicados en el mantenimiento. La programacin
de interrupciones de plantas de energa elctrica para mantenimiento no es
considerada, a menos que los aspectos de mantenimiento tpicos (como el
deterioro) sean modelados explcitamente. Se excluyen tcnicas de direccin
de proyecto, aunque algunas sean usadas en la planificacin de cierre de
instalaciones principales en la industria de proceso, cuando stos carecen de
los aspectos costo-beneficio del mantenimiento.
Tambin se excluye los modelos de reemplazo de repuestos cuando stos
se enfocan principalmente en el control de inventario.
En general, los modelos de optimizacin de mantenimiento cubren cuatro
aspectos:
1. Una descripcin de un sistema tcnico, su funcin y su importancia,
2. Un modelado del deterioro del sistema en el tiempo y consecuencias
posibles para el sistema,
3. Una descripcin de la informacin disponible acerca del sistema y las
acciones dispuestas por la direccin
4. Una funcin objetivo y una tcnica de optimizacin que ayuda en el
descubrimiento del mejor equilibrio.
En [4] los modelos se clasifican segn la modelacin del deterioro en:
Modelos deterministicos
Modelos estocsticos
o En Riesgo
o Bajo Incertidumbre
Ellos distinguen entre un sistema simple (componente unico) y un sistema
complejo. La diferencia entre riesgo e incertidumbre es que en caso del riesgo
se asume que una distribucin de probabilidad del tiempo de falla est
disponible, lo que no ocurre en el caso de la incertidumbre. Este por lo tanto
incluye modelos con polticas adaptativas. Los mtodos de optimizacin
empleados incluyen programacin lineal y no lineal, programacin dinmica,
mtodos de decisin de Markov, tcnicas de anlisis de decisin, tcnicas de
bsqueda y metodologia heurstica.
Los modelos de optimizacin de mantenimiento proporcionan varios
resultados. En primer lugar, las polticas pueden ser evaluadas y comparadas
con respecto a las caractersticas de confiabilidad y rentabilidad. En segundo
lugar, los resultados pueden ser obtenidos en la estructura de
monitoreo(vigilancia) ptimas, como la existencia de una poltica optima en
los lmites de control. En tercer lugar, los modelos pueden asistir en el aspecto
del tiempo: con que frecuencia inspeccionar o mantener. Todos estos
resultados se refieren al concepto de mantenimiento; el ltimo tambin se
refiere adicionalmente a la planificacin del mantenimiento. Finalmente, los
modelos tambin pueden ayudar en la determinacin efectiva y eficiente de
programas y planes, tomando en cuenta todos los tipos de restricciones.
Cuando la direccin de un departamento de mantenimiento se encuentra
en una condicin de mantenimiento reactivo. Una de las mejores maneras
de afrontar los inicios de la gestin para pasar a la condicin de
mantenimiento planificado es utilizando mtodos sencillos de optimizacin
de cadenas de valor como la teora de restricciones y los modelos de colas La
teora de restricciones [5 ]se centra, bsicamente, en la bsqueda del flujo
perfecto de bienes o servicios a travs de una cadena de valor balanceada,
coordinada y sincronizada de estaciones de trabajo, logrando as, bajar los
costos de operacin, reducir los inventarios y aumentar las ventas.
En el caso de un departamento de mantenimiento aplica todo lo anterior, ya
que por un lado, la funcin mantenimiento no es otra cosa que un conjunto
ordenado de actividades que agregan valor a un servicio prestado, desde una
condicin inicial conocida hasta una condicin final que debe cumplir con los
parmetros de calidad y seguridad establecidos o convenidos entre el ente
encargado de agregar valor (Departamento de Mantenimiento) y el que lo
recibe (clientes internos) en un tiempo determinado. Siendo el servicio
prestado un bien intangible podemos tomar la solicitud de trabajo como
elemento tangible del servicio en su condicin inicial, la orden de trabajo en
proceso como elemento tangible del servicio en trnsito y la orden de
trabajo culminada como elemento tangible del servicio en su condicin final.
Por otro lado, en cuanto a los resultados esperados, podemos establecer una
relacin directa, ya que, los costos de operacin son los gastos de
mantenimiento, los inventarios estaran representados por las ordenes de
trabajo (sin atender y en trnsito) y las ventas se pueden asociar directamente
con el nivel de servicio (cantidad de solicitudes atendidas en una cantidad de
tiempo determinada).
Segn la teora de restricciones, el primer paso para la implantacin es
identificar los cuellos de botella (estaciones de servicio que determinan la
velocidad del flujo en el sistema), luego se asignan las prioridades a los
trabajos a ser ejecutados y finalmente se balancea el sistema. Este proceso es
reiterativo, ya que al cambiar las condiciones externas o internas del sistema,
van apareciendo nuevos cuellos de botella, lo que trae consigo nuevas
acciones correctivas.
4.6 Relacin entre Mantenimiento, Disponibilidad y Rentabilidad
Anlisis de un caso particular 1
Relacin entre el Mantenimiento Programado y las salidas forzadas, su
impacto Econmico en la eleccin de Metas de Disponibilidad [7].
Las tcnicas para estimar la Disponibilidad Optima Econmica (OEA) de
una unidad generadora se ha enfocado en la comparacin del costo "frontera"
[8] de la unidad por el porcentaje de mejora de su valor marginal. Aunque ha
sido normalmente aceptado que la cantidad de salidas no planeadas que una
planta experimenta es, en parte, una funcin de la cantidad del mantenimiento
programado, aquella relacin no ha sido bien determinada. El estudio [7]
explora aquella relacin y examina su impacto econmico en la eleccin de
metas de disponibilidad.
Anlisis
Usando una base de datos del Edison Electric Institute (un predecesor del
actual GADS system administered by the North American Electric Reliability
Council) para grandes unidades carbn de 1971 a1978, fue deducida una
relacin lineal entre la indisponibilidad planeada y la indisponibilidad no
planeada. El coeficiente de correlacin fue 0.895, informando de una fuerte
relacin. Como los datos tienen ahora ms aos y la disponibilidad de la
industria ha mejorado considerablemente desde aquel tiempo, la constante en
la ecuacin ya no es acertada o verdadera. Sin embargo, se considera que la
pendiente (slope) de la curva permanece cerca del original calculado en un
valor de -0.5897 [6]. Esto significa que por cada punto porcentual adicional
que aumentamos nuestras salidas programadas (el total planeado, salidas por
mantenimiento y derating equivalent) las salidas forzadas y derating
equivalent decrecern en 0.5897 puntos porcentuales.
Maximizar Disponibilidad
Como se puede ver fcilmente, a fin de maximizar disponibilidad usando la
ecuacin deducida de estos datos, se debera minimizar la cantidad de
interrupciones programadas dado que, por cada punto porcentual que se
reducen las interrupciones planeadas, se podra esperar un aumento de la
disponibilidad de la unidad en 0.4103 puntos porcentuales (1-0.5897)
(Obviamente este se aplica slo dentro de los lmites de los datos; fuera de
aquellos lmites la relacin es probablemente no- lineal).
Si maximizar disponibilidad fuera la tarea de una compaa de generacin,
entonces este modelo o estrategia sera ptimo. Sin embargo, no se esta
simplemente encargados de maximizar la disponibilidad, sino mas bien de
minimizar los costos de producir y distribuir energia para satisfacer la
demanda de los clientes (o maximizar la ganancia de la compaia en caso de
sistemas desregulados). Aunque maximizar disponibilidad ha usualmente sido
considerado sinnimo de minimizar costos, el anlisis siguiente demuestra que
esta aseveracin no es necesariamente vlida.
Minimizar Costos
Ha sido siempre reconocido que una hora o da o un porcentaje de salida
programada es normalmente mucho menos costoso (en trminos de reeplazar
el costo de la energa) que una hora o da o porcentaje de estos de salida
forzada, ya que una compaa de generacin intenta programar sus
interrupciones durante perodos de demanda mnima (o de costos minimos
para la empresa- otra forma de verlo es en que lo que se deja de ganar sea
minimo). Durante muchos aos algunas compaas de generacin han estado
calculando estos costos por hora, diariamente, semanalmente y
estacionalmente. Un anlisis de estos costos ha mostrado que para grandes
unidades a carbn base-carga la razon"promedio" entre el costo de salidas
forzadas y el costo de salidas programadas vara entre 3.0 y 4.5
(excepcionalmente durante condiciones ajustadas" entre la oferta y demanda
esta razn puede ser mucho ms alta y la volatilidad puede ser mucho mayor
durante peaks estacionales). Tambin, esta razn de costos para unidades
cclicas y unidades de punta es mucho mayor (al menos uno a dos rdenes de
magnitud mayor).
Por lo tanto, cuando se calcula el costo de interrupciones y se usa la razn
mas baja para grandes unidades de carbn, osea 3.0 segn lo dicho
anteriormente, en efecto se cambia la pendiente de la ecuacin (en trminos
monetarios, no porcentuales) en un factor de 3.0 de modo que ahora:
Pendiente(Slope) = 3.0 x -0.5897 =-1.7691
Esto significa que por cada dlar que se "ahorra" reduciendo el
mantenimiento programado, se puede esperar gastar o pagar" un promedio de
1.7691 dlares extra por efecto de interrupciones forzadas incrementadas.
Entonces si el objetivo es minimizar el costo total se debera obviamente
aumentar la programacin y salidas por mantenimiento a efectos de reducir
nuestro costo de salidas no programadas, sin tener en cuenta el efecto que
podra tener en nuestra disponibilidad.
Nueva Medida
Algunas compaas que han identificado el problema de utilizar el Factor
de Disponibilidad Equivalente (EAF) para evaluar el rendimiento de la planta
han comenzado a usar el trmino Disponibilidad Comercial (CA),
anteriormente analizado, que intenta enfrentar el tema "ponderando o
pesando" las medidas de disponibilidad tradicionales por algn indicador
de costo marginal o costo de mercado. Entre tanto se mantienen estas grandes
promesas de medir adecuadamente el verdadero impacto econmico de las
interrupciones de una planta en el rendimiento financiero (rentabilidad) de la
compaa, ninguna definicin nica ha sido adoptada por la industria y an
hay otras implicaciones que no han sido totalmente resueltas [9]y[10].
Anlisis de un caso particular 2
Optimizar Costos de O&M para Maximizar Rentabilidad [11]
A menudo en la proforma de una central elctrica propuesta, los costos
O&M son tratados como un commodity (activo); un nmero para ser reducido
tanto como sea posible. Sin embargo, varias estudios de la industria han
mostrado que hay una correlacin directa entre un cambio en el gasto de
O&M en una central elctrica dada y el resultante desempeo de aquella
planta. El objetivo entonces, sera encontrar el nivel ptimo de
gasto O&M que minimice el coste TOTAL ($ diseo + $ O&M + $
desempeo) y que maximice la rentabilidad.
Este proceso es muy difcil porque la relacin entre el gasto de O&M y el
desempeo de la planta no esta bien determinado o cuantificado. Varios
estudios han mostrado que numerosos factores afectan esta relacin,
extendindose hacia atrs por todas partes a las decisiones iniciales de diseo
(tecnologa, equipamiento, calidad y configuracin, tipo de combustible y
calidad, etc.) y a travs de la construccin, puesta en servicio y operaciones
de ciclo de vida y mantenimiento, y decisiones de renovacin o reemplazo.
O&M es especialmente importante ya que como se mostrar, como el 75%
de una variacin en la confiabilidad de la planta es inflluido por la calidad de
la O&M, slo el 25% es inflluido por el diseo o modo de operacin. Todos
estos factores interrrelacionados y la filosofia de O&M ptimo debe tomar en
cuenta todas sus influencias, incluyendo factores near-term como ciclo de
vida.
Pero, no es suficiente determinar simplemente el mejor plan de O&M una
vez que el diseo esta determinado. Debera haber un dilogo activo entre el
equipo de diseo y el equipo de O&M para encontrar la mejor combinacin
que producir el mxima beneficio para cualquier proyecto en particular.
Antecedentes
La Southern Company es una de las grandes compaias privadas de
servicios en los Estados Unidos. Establecido en Atlanta, Georgia, tiene
activos por sobre los 25 mil millones de dlares y opera aproximadamente
35.000 MW . En 1993, sus plantas generaron ms de 144 billones de kWh de
electricidad con un 78 % de plantas de carbn , 17% nuclear, 14 %hidro y 1
% gas y petroleo. Sus unidades de carbn y nucleares tienen una
confiabilidad promedio de 96 % (1- Indice de Interrupcin Forzado
equivalente - EFOR), este valor experiment un incremento de 19 puntos
porcentuales desde 1976 en que era de 77%. (Figura 1a)., Muchos factores se
combinaron para conseguir esta importante mejora [12], un aumento
significativo en gastos de capital en O&M y mejoras . Muchas de las plantas
ms viejas experimentaron el mismo patron en distintos grados. Esto es, que al
principio se disminuia el gasto en O&M, seguido por un deterioro en la
confiabilidad; se disponia entonces el dinero para las mejoras de la planta e
invertir en incrementar la confiabilidad, aunque amenudo los gastos se
postergaban por aos. Esto condujo a analistas de la Compaa en un esfuerzo
por intentar cuantificar la relacin gastos/confiabilidad de las centrales
elctricas de la Southern Company.
Unidad Beanchmarking par
En 1991, el North American Electric Reliability Council (NERC) and
Southern Electric Internacional (SEI) (el brazo desregulado de la Southern
Company) desarroll una metodologa para determinar segn estadsticas las
caracteristicas de diseo y operacin, mas significativas, para comparar el
desempeo de unidades de generacin similares [13]
El proceso de la unidad par beanchmarking actualmente empleado en
NERC/SEI join ventures es el resultado de una evolucin de ideas asociadas
con el objetivo comn de predecir o pronosticar el desempeo de las unidades
de generacin elctrica. Los sistemas de planificacin de las organizaciones
confan en estas predicciones, y la exactitud o la inexactitud de tales
proyecciones pueden ahorrar o bien costar millones de dlares en
utilidades.
Por aos, el mtodo utilizado para hacer estas proyecciones en el Southern
electric system fue una especie de fuzzy trending, donde los datos histricos
y la informacin acerca de los planes de mantenimiento futuros de la unidad,
modificaciones, y nivel de la utilizacin estan todos considerados en la
prediccin del desempeo de la unidad en el futuro. En un paper presentado
en 1988 en laAmerican Power Conference titulado, "Trends in Generating
Unit Performance and the 1990's Power System," la General Electric
Company desarroll una ecuacin para predecir la disponibilidad de unidades
trmicas basada en la operacin histrica y en la estructura o patron de gastos
de mantenimiento. Este paper nos condujo a preguntarnos si una metodologa
con una base matemtica estadstica podra producir resultados ms exactos
que el mtodo fuzzy trending usado en el pasado. La ecuacin fue aplicada a
datos a nivel de sistema del Southern electric systemcon buenos resultados;
sin embargo, los resultados eran errticos cuando la ecuacin fue aplicada a
datos a nivel de unidades. En un esfuerzo para conseguir datos mas
adecuados a nivel de unidades, el siguiente paso fue desarrollar una nueva
ecuacin usando anlisis de regresin y datos de 85 unidades termicas
del Southern electric system (25,000 MW). Ms que asumir desde el
comienzo que los factores principales que afectan la disponibilidad de la
unidad eran ya conocidos, el proceso que fue desarrollado evaluaba el
desempeo de la unidad (EFOR) relativo a numerosas caractersticas de
diseo y de operacin a fin de determinar los factores ms importantes. La
ecuacin de regresin que resulta incluy algunos aos recientes y variables
operacionales anteriores (EFOR, factor de servicio, y factor de interrupciones
planeadas), algunas caractersticas de diseo (tipo de combustible, fabricante
de la caldera, y fabricante de la turbina), y histricos desembolsos de O&M.
Una comparacin de la exactitud de las proyecciones hechas con el nuevo
modelo matemtico versus el viejo mtodo fuzzy trending mostr que el
modelo matemtico fue superior. Aproximadamente el 80 % de las
proyecciones del viejo mtodo fueron altas, mientras que las proyecciones con
el nuevo mtodo fueron ms cercanas a valores reales tanto con estimaciones
bajas como altas. Fue alentador que aun en sus inicios, el modelo matemtico
apareci superior al mtodo previamente usado. (Fig. b y c)
Hasta este punto, la metodologa result en una gran ecuacin que se
aplic a todas las unidades incluidas en la base de datos. Adicionalmente, el
mtodo usado para incorporar variables nominales en el anlisis de regresin,
como tipo de combustible, fabricante de la caldera y fabricante de la turbina
fue un proceso engorroso. Fue decidido que el mismo, o an mejor, los
resultados podran ser logrados subagrupando los datos por variables
nominales importantes y aplicando el anlisis de regresin a nivel de
subgrupo. Este es el punto en cual la primera generacin de unidades
benchmarking pares se desarrolla. NERC y SEI firmaron un joint ventur para
dar servicio a clientes en benchmarking de desempeo de sus unidades versus
el de las unidades par. Los grupos pares para las unidades del cliente
fueron desarrollados usando el anlisis estadstico para determinar la
caracterstica que tenia el mayor impacto en el desempeo de la unidad, y
dividiendo la base de datos en subgrupos basados en esta caracterstica. El
proceso fue seguido a niveles de subgrupo, con una divisin tras otra, hasta
que ninguna caracterstica restante fuera significativa para aquella division, o
hasta que el nmero de unidades de par en la division cayera a un nivel
mnimo aceptable. El resultado divide las 1213 unidades trmicas de la
industria en 19 grupos de unidades par generales, con las caractersticas
ms significativas que son criticas, vintage, modo de operacin, tamao, tipo
de diseo, tipo de combustible y el fabricante de caldera (Fig d). El diseo y
los datos operacionales de las unidades de clientes fueron usados para
localizar cada una de las unidades de clientes dentro de los 19 grupos de par, y
fueron proporcionadas distribuciones mostrando el desempeo de las
unidades del cliente con relacin a aquel de sus pares.
Nuevas Perspectivas
Cuando los resultados de los estudios anterior de benchmarking fueron
examinados en profundidad, nuevas relaciones fueron reveladas. Cuando los
mejores exponentes (EFOR) en cada grupo par (10 percentil ) fueron
comparados uno a otro, la funcin densidad de probabilidad resultante tena
una anchura relativamente estrecha ( Fig e) en otras palabras, la diferencia
entre el mejor exponente en el mejor grupo par tena un EFOR de slo 5
puntos porcentuales ms abajo que el mejor exponente en el peor grupo par (la
seleccin del grupo par esta basada slo en parmetros de diseo o modo
de operacin).
Si ahora comparamos a los exponentes ms pobres uno a otro (90
percentil) en cada grupo par, conseguimos la funcin de densidad de
probabilidad mostrada en la Fig f. Finalmente, cuando sacamos el mejor
exponente EFOR del peor exponente EFOR en cada grupo, podemos ver el
rango o la variabilidad entre el mejor y el peor (Fig g). De esta curva, se puede
ver que la diferencia entre los mejores exponentes y los peores con los
mismos factores estadisticamente significativos de diseo/modo de operacin
es de aproximadamente 20 %. Por lo tanto, la percepcin de los analstas es
que slo entre el 20 y 25% de la variacin en la confiabilidad de unidades
generadoras, en general puede ser explicado debido a diferencias en el diseo
o modo de operacin. El 75-80% restante de la variacin es debido a otros
factores. Se estima que la mayora de aquel impacto es debido a la calidad de
los programas de Operacin y Mantenimiento de las
unidades (entrenamiento, procedimientos, staffing lavels, herramientas,
equipo, datos, etc.) as como los gastos de O&M.
La relacin entre parmetros de diseo, operacin, y calidad de
O&M debe ser bien entendida a fin de determinar la mejor combinacin que
conducir al costo ms bajo del producto. Las figuras h e i muestran como
esta interrelacin afecta el costo total y la rentabilidad de las plantas.
(d)
(h)
(i)
Figura 4.5: Southern Company SystemFossil Fired Units Reliability .
(a)
(b)
(c)
(e)
(f)
(g)
También podría gustarte
- Proyecto POA-AspectJDocumento133 páginasProyecto POA-AspectJGadiel De CastroAún no hay calificaciones
- Confiabilidad Operacional UrbeDocumento2 páginasConfiabilidad Operacional UrbeDiego JimenezAún no hay calificaciones
- Guía N°3 Caja de Cambios Power Shift Ejes ColinealesDocumento17 páginasGuía N°3 Caja de Cambios Power Shift Ejes ColinealesCristian Huarachi50% (2)
- Determinación Del Peso Unitario Suelto y Compactado de Los AgregadosDocumento2 páginasDeterminación Del Peso Unitario Suelto y Compactado de Los AgregadosJorge CominaAún no hay calificaciones
- Barato2015 - El Director de Proyectos A Examen Una GuiaDocumento17 páginasBarato2015 - El Director de Proyectos A Examen Una GuiaCristian GuerreroAún no hay calificaciones
- Capitulo 10 Mejora Andres AucatomaDocumento1 páginaCapitulo 10 Mejora Andres AucatomaAucatoma AndyAún no hay calificaciones
- P2 Cristalizacion PDFDocumento7 páginasP2 Cristalizacion PDFLeonel Libio BanqueAún no hay calificaciones
- Caso PracticoDocumento13 páginasCaso PracticoBryan Aran PerezAún no hay calificaciones
- QTIII7683S8Documento18 páginasQTIII7683S8HJAún no hay calificaciones
- UCV Módulo 2014 - Ingeniería EconómicaDocumento61 páginasUCV Módulo 2014 - Ingeniería EconómicaLuis ArambAún no hay calificaciones
- ArcillasDocumento62 páginasArcillasMariaIsabelCruz100% (2)
- Electrdo Lincoln E 8018 B2Documento2 páginasElectrdo Lincoln E 8018 B2Edwin HuescaAún no hay calificaciones
- Balance de MasaDocumento28 páginasBalance de MasaWilfredo Bravo VidarteAún no hay calificaciones
- P MedianaDocumento3 páginasP MedianaLuis Antoni Morales DiazAún no hay calificaciones
- Ingeniero Industrial y El Diseño MecanicoDocumento3 páginasIngeniero Industrial y El Diseño MecanicoRossanita LugoAún no hay calificaciones
- Plan de Cierre de Via para Reubicación de Nave Industrial y Carguío de SuministrosDocumento12 páginasPlan de Cierre de Via para Reubicación de Nave Industrial y Carguío de SuministrosJuanpy PIAún no hay calificaciones
- SAS Automation Pinzas y AlicatesDocumento8 páginasSAS Automation Pinzas y AlicatesMichael KrummAún no hay calificaciones
- Caso Individual IVDocumento5 páginasCaso Individual IVHéctor TelloAún no hay calificaciones
- RQDDocumento4 páginasRQDPamelaAún no hay calificaciones
- Tarea 11 Enfoques Modernos de AdministraciónDocumento2 páginasTarea 11 Enfoques Modernos de AdministraciónGale EspinozaAún no hay calificaciones
- Noticias ProyectosDocumento4 páginasNoticias ProyectosTatiana MesaAún no hay calificaciones
- Regalado Edwin - Reporte de Lectura 527-529Documento8 páginasRegalado Edwin - Reporte de Lectura 527-529Edwin RegaladoAún no hay calificaciones
- Tipos de MantenimientoDocumento14 páginasTipos de MantenimientoSkyler JimenezAún no hay calificaciones
- Unidad 3Documento3 páginasUnidad 3Alexito TorresAún no hay calificaciones
- Introducción A La Ingeniería Industrial: Tema: Estructura Organizacional de Las EmpresasDocumento4 páginasIntroducción A La Ingeniería Industrial: Tema: Estructura Organizacional de Las EmpresasTito BaqueAún no hay calificaciones
- Catalogo Thompson 2015Documento82 páginasCatalogo Thompson 2015Andersson BastidasAún no hay calificaciones
- Diagrama Ishikawa 0507Documento8 páginasDiagrama Ishikawa 0507Jessica G TonatoAún no hay calificaciones
- Materiales para La Fabricación de EngranesDocumento14 páginasMateriales para La Fabricación de Engranes'Joaaquiin Torres100% (2)
- Afinamiento Motores Diesel-MINDEF Parte2 1331Documento98 páginasAfinamiento Motores Diesel-MINDEF Parte2 1331Waldir PalmaAún no hay calificaciones
- BMW F800S Junio06 0216Documento163 páginasBMW F800S Junio06 0216Marc Parron GarciaAún no hay calificaciones