Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Optimizacion de La Circulacion de Glicol
Optimizacion de La Circulacion de Glicol
Cargado por
Gustavo CornejoDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Optimizacion de La Circulacion de Glicol
Optimizacion de La Circulacion de Glicol
Cargado por
Gustavo CornejoCopyright:
Formatos disponibles
Lecciones
Aprendidas
De los participantes de Natural Gas STAR
OPTIMIZACIN DE LA CIRCULACIN DE GLICOL E INSTALACIN
DE DEPSITOS SEPARADORES DE LQUIDOS EN LOS
DESHIDRATADORES DE GLICOL (Optimize Glycol Circulation
and Install Flash Tank Separators in Glycol Dehydrators)
Resumen gerencial
Existen aproximadamente 38,000 sistemas de deshidratacin de glicol en el sector de produccin de gas que emiten a la
atmsfera aproximadamente 22 mil millones de pies cbicos (Bcf) de metano al ao. La mayora de los sistemas de deshidrata-
cin usan trietilenglicol (TEG) como lquido absorbente para eliminar el agua del gas natural. Conforme el trietilenglicol absorbe
el agua, tambin absorbe el metano, otros compuestos orgnicos voltiles (VOC) y los contaminantes peligrosos del aire (HAP).
Mientras el trietilenglicol se regenera mediante calentamiento en un rehervidor, el metano absorbido, los compuestos orgnicos
voltiles y los contaminantes peligrosos del aire se ventilan a la atmsfera con el agua, desperdicindose gas y dinero.
La cantidad de metano que se absorbe y ventila es directamente proporcional a la tasa de circulacin del trietilenglicol. Muchos
pozos producen gas a una tasa mucho menor que la capacidad del diseo original pero continan circulando el TEG a tasas
dos o tres veces mayores de lo que es necesario, lo cual causa poca mejora en la calidad de humedad del gas pero muchas
ms emisiones de metano y uso de combustible. Reducir las tasas de circulacin reduce las emisiones de metano a un costo
insignificante.
Instalar depsitos separadores de lquidos en los deshidratadores de glicol reduce aun ms las emisiones de metano, de VOC
y de HAP e incluso ahorra ms dinero. El gas recuperado puede reciclarse por la succin del compresor y/o usarse como
combustible para el rehervidor de trietilenglicol y el motor del compresor. Los anlisis econmicos muestran que el costo
de inversin en depsitos separadores de lquido instalados en unidades de deshidratacin se recupera en 4 a 17 meses.
Esta publicacin es una de la serie de resmenes de Lecciones Aprendidas preparados por EPA en colaboracin con la industria
de gas natural que comprenden las aplicaciones superiores del Programa de Mejores Prcticas Administrativas (BMP, por sus
siglas en ingls) de Natural Gas STAR y Oportunidades Identificadas por los Participantes (PRO, por sus siglas en ingls).
2,130
3
21,295
3
710
3
8,762
3
1
Las tasas de circulacin ptima fluctuaron de 30 a 750 gal TEG/hora.
2
A $3.00/Mcf.
3
Incluye los ingresos de venta de lquido de gas natural recuperado.
Valor del ahorro de gas ($/ao)
2
Intercambio
de energa
Bomba
elctrica
390 a 39,400/ao
1
Tasas de
circulacin de
TEG (gal/hora)
50% a 200%
sobrecirculacin
1
150
450
Costo de la
reduccin de la
prdida de gas
Insignificante
$5,000-$5,600
$7,000-$14,000
Plazo de
recuperacin de la
inversin (meses)
Inmediatamente
6-17
5-8
Mtodo para
reducir la
prdida de gas
Reduccin de las
tasas de circulacin
de trietilenglicol (TEG)
Depsitos
separadores
de lquido
2
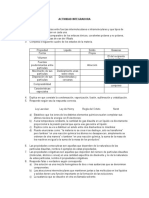
Muchos productores usan trietilenglicol (TEG) en los deshidratadores para eliminar
el agua de la corriente de gas natural y cumplir con las normas de calidad de las
tuberas. En el sistema tpico de trietilenglicol que se muestra en el Cuadro 1, el
trietilenglicol puro (seco) se bombea al contactor de gas. En el contactor, el
trietilenglicol absorbe el agua, el metano, los VOC y los HAP (incluyendo el benceno,
tolueno, etilobenceno y xilenos (BTEX)), de la produccin de gas hmedo. El
trietilenglicol enriquecido (hmedo) sale del contactor saturado con gas a la
presin de venta de la tubera, normalmente entre 250 y 800 psig. El gas arrastrado
en el glicol enriquecido, ms el gas hmedo adicional que se desva del contactor,
se expande a travs del impulsor de intercambio de energa de la bomba de
circulacin de trietilenglicol. El trietilenglicol despus circula a travs del rehervidor
en donde el agua absorbida, el metano y los VOC se hierven y ventilan a la
atmsfera. El trietilenglicol puro despus se enva a travs de la bomba de
intercambio de energa de regreso al contactor de gas y se repite el ciclo.
Debido a que el sistema descrito anteriormente est diseado principalmente
para eliminar el agua de la corriente de gas, puede causar emisiones de metano
importantes. Afortunadamente existen varias medidas que pueden tomar los
operadores para reducir al mximo la prdida de gas:
1) Reduccin de la tasa de circulacin del trietilenglicol
Los campos de produccin de gas experimentan una disminucin en la produccin,
cuando la presin se extrae del recipiente. Los deshidratadores de glicol de la
cabeza del pozo y sus tasas de circulacin de trietilenglicol estn diseados para
la tasa inicial ms alta de produccin, y por lo tanto, aumentan de tamao conforme
madura el pozo. Es comn que la tasa de circulacin de trietilenglicol sea mucho
ms alta que lo necesario para cumplir con las especificaciones sobre contenido
de humedad del gas para venta. Las emisiones de metano del deshidratador de
glicol son directamente proporcionales a la cantidad de trietilenglicol circulado por
el sistema. Mientras mayor sea la tasa de circulacin, ms ser el metano que se
ventila del regenerador. La sobrecirculacin causa ms emisiones de metano sin la
reduccin necesaria e importante de contenido de humedad del gas. Los partici-
Antecedentes
tecnolgicos
Cuadro 1: Sistema de trietilenglicol sin depsito separador de lquido
Fuente: Exxon U.S.A.
3
pantes de Natural Gas STAR han descubierto que los sistemas de deshidratadores
con
frecuencia recirculan el trietilenglicol a tasas dos o veces ms altas de lo que es
necesario. Los operadores pueden reducir la tasa de circulacin de trietilenglicol
y ms adelante reducir la tasa de emisiones de metano, sin afectar el desempeo
de la deshidratacin ni aadir ningn costo adicional.
2) Instalacin de un depsito separador de lquido
La mayora de los deshidratadores del sector de produccin y procesamiento envan
una mezcla de glicol y gas de la bomba de circulacin de trietilenglicol directamente
al regenerador, en donde todo el metano y los VOC arrastrados con el trietilenglicol
se ventilan a la atmsfera. Un estudio de la industria descubri que los depsitos
separadores de lquido no se usaban en el 85 por ciento de las unidades de
deshidratacin que procesaban menos de un MMscfd de gas, 60 por ciento de
las unidades que procesaban uno a cinco MMscfd de gas y 30 a 35 por ciento
de las unidades que procesaban ms de cinco MMScfd de gas.
En el depsito separador de lquido, el gas y el lquido se separan a la presin
del sistema de gas combustible o a la presin de succin del compresor de 40 a
100 psig. A esta presin baja y sin aadir calor, el gas est enriquecido en metano
y ligero de componentes orgnicos voltiles pero sigue en solucin con el trietilen-
glicol. El depsito de separacin de lquido captura el 90 por ciento del metano
aproximadamente y del 10 al 40 por ciento de los compuestos orgnicos voltiles
arrastrados por el trietilenglicol, de esa manera reduciendo las emisiones. El trietilen-
glicol hmedo, drenado en gran medida del metano y los hidrocarburos ligeros,
fluye al rehervidor/ regenerador de glicol en donde se calienta hasta hervir y agotar
el agua absorbida, el metano restante y los compuestos orgnicos voltiles. Estos
gases normalmente se ventilan a la atmsfera y el trietilenglicol puro vuelve a circular
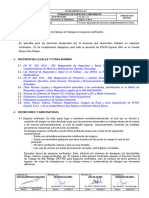
de regreso al contactor de gas. El Cuadro 2 muestra un deshidratador de trietilen-
glicol con un depsito separador de lquido.
Nota: Podra ser necesario tener que instalar depsitos separadores de lquido en
deshidratadores grandes para poder cumplir con las normas de Maximum Available
Control Technology (MACT) bajo la industria del petrleo y gas de NESHAP. Cuando
estas instalaciones se requieren por ley, el participante no debe incluir las reduc-
ciones de metano asociadas en los Informes Anuales de Natural Gas STAR.
Reglamentos de NESHAP
El 29 de junio de 2001, EPA termin las normas
nacionales de emisin de contaminantes peligrosos
del aire (National Emission Standards for
Hazardous Air Pollutants: NESHAP) para las
Instalaciones de Produccin de Petrleo y Gas
Natural (40 CFR 63 Subparte HH) y para las
Instalaciones de Transmisin y Almacenamiento
de Petrleo y Gas (40 CFR 63 Subparte HHH).
Estas normas establecieron un piso de produccin
de 3 MMscf/da en las instalaciones de produc-
cin y una ms alta de 10 MMscf/da en las
instalaciones de transmisin y almacenamiento.
Por encima de estos pisos los operadores
necesitan instalar equipo para reducir los
contaminantes peligrosos del aire de las ventilas
del deshidratador en un 95 por ciento usando
sistemas de control de ventilas cerradas o
mediante modificaciones al proceso, o quemar
los contaminantes peligrosos del aire a menos
de 20 ppmv. Estas normas tambin se sealan
si las emisiones totales de benceno sobrepasan
1 ton/ao.
4
3) Uso de bombas elctricas en lugar de bombas de intercambio de energa
Los campos remotos de gas no tienen energa elctrica y en lugar de eso usan
bombas de intercambio de energa para energizar la bomba de circulacin de
trietilenglicol puro. Por cada volumen de gas que se absorbe en el trietilenglicol
enriquecido que sale del contactor, deben aadirse dos volmenes ms de gas
del gas hmedo alimentado para suministrar suficiente energa al impulsor para
la bomba de trietilenglicol puro. Por lo tanto, usar una bomba de pistones o una
bomba de tipo engrane de intercambio de energa triplica la cantidad de gas
arrastrado con el trietilenglicol y ventilado a la atmsfera cuando no existe un
depsito separador de lquido. Instalar un motor elctrico en lugar de una bomba
de intercambio de energa elimina esta fuente adicional de emisiones. Las bombas
convencionales de tipo de pistn de intercambio de energa con frecuencia tambin
producen fugas de trietilenglicol enriquecido (hmedo) al trietilenglicol puro (seco).
Las fugas de slo 0.5 por ciento pueden duplicar la tasa de circulacin necesaria
para mantener el contenido de humedad del gas de venta, y de ese modo,
aumentando el potencial de emisiones. Para obtener ms informacin sobre esta
prctica, vea Lecciones Aprendidas de EPA: Reemplazo de bombas auxiliadas
con gas por bombas elctricas (Replacing Gas-Assisted Glycol Pumps with
Electric Pumps).
Cuadro 2: Esquema de un deshidratador con depsito separador de lquido
Fuente: Exxon U.S.A.
5
El optimizar la circulacin del glicol e instalar depsitos separadores de lquido
ofrece varios beneficios al medio ambiente y econmicos:
Reducir la circulacin de glicol a la tasa ptima que ahorra el costo del
reemplazo de glicol as como el consumo de combustible en el rehervidor.
Reducir las emisiones (BTEX) de los componentes orgnicos voltiles y los
contaminantes peligrosos del aire mejora la calidad del aire a nivel de tierra.
Las reducciones de emisiones BTEX pueden ser importantes para los
deshidratadores grandes.
Usar los depsitos separadores de lquido en las unidades de deshidratacin
con un condensador en la ventila del rehervidor mejora la eficiencia del conden-
sador al eliminar la mayora del gas no condensable, principalmente metano.
Un condensador recupera lquidos de gas natural (NGL) y los contaminantes
peligrosos del aire con ms eficacia que los depsitos separadores de
lquidos solos.
Usar el gas recuperado en el depsito separador de lquido como gas
combustible reduce los costos de operacin.
El gas recuperado de la tubera del depsito separador de lquidos a la seccin
de succin de un compresor corriente arriba (un diseo comn en las
instalaciones nuevas) reduce el costo de produccin.
Dirigir la tubera de ventilacin del regenerador del deshidratador a una unidad
de recuperacin de vapor permite que el depsito separador de lquido del
gas se use como gas estabilizador en el rehervidor de glicol.
Los operadores pueden calcular el costo y los beneficios de optimizar la tasa de
circulacin del trietilenglicol e instalar un depsito separador de lquido siguiendo
los cinco pasos a continuacin:
Paso 1: Optimizar la tasa de circulacin. Los operadores pueden calcular
fcilmente la tasa de circulacin ptima haciendo unos cuantos clculos sencillos.
Primero se debe obtener la tasa de circulacin actual leyendo el controlador de
flujo, el cual mide galones de trietilenglicol circulado. Por cada galn de trietilenglicol
circulado, se absorbe un pie cbico estndar de metano, y si la unidad tiene una
bomba de intercambio de energa, se necesitarn dos pies cbicos ms para
impulsar la bomba. Todo este
gas se ventila a la atmsfera
cuando no hay depsito
separador de lquido.
A continuacin, determine la
tasa de circulacin mnima que
es necesaria para desaguar la
corriente de gas. La tasa mnima
de circulacin de trietilenglicol
en un lugar en particular es una
funcin de la tasa de flujo de
gas, el contenido de agua del
gas de entrada, y el contenido
Beneficios
econmicos y
para el medio
ambiente
Proceso
de decisin
Cinco pasos para la evaluacin de la
tasa de circulacin de trietilenglicol
y la instalacin del depsito separador
de lquido:
1. Optimizar la tasa de circulacin.
2. Identificar las unidades de deshidratacin
sin depsitos separadores de lquido.
3. Calcular los costos de capital e instalacin.
4. Calcular el valor del gas ahorrado.
5. Anlisis de los aspectos econmicos.
6
deseado de agua en el gas de salida. La tasa de eliminacin de agua es una funcin
de la tasa de flujo de gas y la cantidad de agua a eliminarse de la corriente del gas.
La proporcin de trietilenglicol por agua (cuntos galones de trietilenglicol se necesitan
para absorber 1 libra de agua) vara entre 2 a 5 galones de trietilenglicol por libra
de agua; la regla general aceptada por la industria es 3 galones de trietilenglicol
por libra de agua eliminada. Mientras mayor sea la tasa de eliminacin de agua o
mientras ms alta sea la proporcin de trietilenglicol por agua, mayor deber ser
la tasa de circulacin de trietilenglicol. Algunos participantes de STAR informaron
tener proporciones ms bajas de trietilenglicol por agua que la norma (por ejemplo,
de <3 galones de trietilenglicol por libra de agua), lo cual reduce las tasas ptimas
de circulacin de trietilenglicol.
Pueden surgir problemas si la tasa de circulacin de trietilenglicol es demasiado
baja, por lo tanto se desea cierta cantidad de sobrecirculacin. Por ejemplo, una
tasa de circulacin demasiado restringida puede causar problemas con el sistema
hidrulico de la bandeja, el desempeo de contactor y llegar al contacto accidental
con los intercambiadores de calor de glicol a glicol. Por lo tanto los operadores
deben incluir un margen de seguridad, o una zona de comodidad, cuando
calculan las reducciones de las tasas de circulacin. Una tasa de circulacin ptima
para cada unidad de deshidratacin por lo general flucta de 10 a 30 por ciento por
encima de la tasa de circulacin mnima. Las frmulas usadas para determinar las
tasas de circulacin mnimas y ptimas del trietilenglicol se muestran en el Cuadro 3.
Cuadro 3: Clculo de la tasa ptima de circulacin del trietilenglicol
Un deshidratador de 20 MMcf/da tiene una tasa de circulacin de trietilenglicol fijada en
280 gal/hora, y la corriente de gas hmedo tiene 60 libras de agua/MMcf. Se desea una
zona de comodidad de 15 por ciento sobre la tasa mnima. La tasa ptima de circulacin
trietilenglicol puede calcularse de la manera siguiente:
Dada la siguiente informacin:
F = Tasa de flujo de gas (MMcf/d)
I = Contenido de agua de entrada (lb/MMcf)
O = Contenido de agua de salida (lb/MMcf) (la regla general es 4)
G = Proporcin de glicol por agua (gal de TEG/lb de agua) (la regla general es 3)
L(mn) = Tasa mnima de circulacin de trietilenglicol (gal/hr)
W = Tasa de eliminacin de agua (lb/hr)
Calcule: L(mn) = Tasa mnima de circulacin de trietilenglicol (gal/hr)
L(mn) = W * G
W =
W = = 46.66 lb agua/hr
G = 3
L(mn) = 46.66 * 3 = 140 gal TEG/hr
sta es la tasa de circulacin mnima. Aadir 15 por ciento sobre L(mn) para la zona
de comodidad ofrece una tasa de circulacin ptima de 160 gal TEG/hr. Por ejemplo:
L(opt) = Tasa de circulacin ptima L(opt) = 140 gal TEG/hr * 1.15 = 160 gal TEG/hr
F*(I - O)
24hr / da
20*(60 - 4)
24hr / da
7
Paso 2: Identificar las unidades de deshidratacin sin depsitos separadores
de lquido. La mayora de las unidades de deshidratacin nuevas incluyen depsitos
separadores de lquido como equipo estndar. Sin embargo, dos tercios aproxima-
damente de las unidades operativas, no tienen depsitos separadores de lquido;
stas son principalmente unidades ms pequeas, ms viejas y ms remotas.
Antes de continuar al paso siguiente, los operadores primero deben identificar las
unidades de deshidratacin que no tienen depsitos separadores de lquido.
Paso 3: Calcular los costos de capital e instalacin. Para fines de este anlisis,
se supone que el costo de la optimizacin de la tasa de circulacin de glicol es
muy pequeo (1/2 hora a $25/hora).
Antes de calcular los costos de comprar e instalar un depsito separador de liquido,
los participantes deben elegir el diseo y el tamao que cumpla con sus necesi-
dades. La seleccin del depsito separador de lquido depende de un nmero de
factores que incluyen la composicin de la corriente del gas (por ejemplo, la tasa de
recuperacin de los lquidos del gas), los 7 requisitos del cdigo de construccin,
el costo y la facilidad de implementacin. Los depsitos separadores de lquido se
fabrican en dos diseos, verticales y horizontales. En general, los operadores que
tienen volmenes importantes de lquidos de gas natural (NGL) en la corriente de
gas deben usar un separador horizontal de tres fases (gas natural, trietilenglicol,
lquidos de gas natural) con un tiempo de retencin de 10 a 30 minutos. Las
operaciones que no tienen cantidades comerciales de lquidos de gas natural (NGL)
pueden usar un separador de dos fases (gas natural, trietilenglicol) con un tiempo de
retencin de 5 a 10 minutos. Las cmaras verticales son ms apropiadas para los
sistemas de dos fases.
Los fabricantes venden una amplia gama de depsitos separadores de lquido
estndar, los cuales tienen especificaciones de acuerdo con el tiempo y el
volumen de asentamiento. Para determinar el tamao adecuado de un depsito
separador de lquido, los participantes deben calcular el volumen de asentamiento
necesario para cada sistema.
El Cuadro 4 presenta la circulacin bsica para determinar el volumen de asenta-
miento necesario para el depsito separador de lquidos de acuerdo con la tasa
de circulacin de trietilenglicol. Podra ser necesario un volumen adicional si los
operadores tambin asientan los lquidos de gas natural en el depsito separador
de lquidos para que un camin tanque los recoja con regularidad. Por ejemplo,
si la tasa de circulacin del trietilenglicol indica un volumen de asentamiento de
75 galones, y se acumularn 35 galones de lquidos de gas natural, el volumen
de asentamiento deber aumentarse 35 galones.
Los participantes de Natural Gas STAR y otros
expertos de la industria han identificado
cinco razones comunes por las que los
operadores de deshidratadores de glicol
sobre circulan el trietilenglicol:
Las bombas de intercambio de energa
operadas con gas pueden contaminar el
glicol puro, haciendo que ste sea menos
eficaz para absorber el agua de la corriente
de gas hmedo. Para compensar esto, los
operadores sobre circulan el trietilenglicol
para lograr el mismo punto de condensa-
cin que se lograra con el glicol no
contaminado circulando a una tasa menor.
Las tasas de circulacin se fijan para igualar
la capacidad de diseo de la planta, en lugar
de en la produccin real.
Las tasas ms altas garantizan la des-
hidratacin adecuada a tasas de
produccin de gas fluctuantes.
Las unidades de deshidratacin estn
en lugares remotos, lo que presenta un
inconveniente para los ajustes frecuentes.
Los deshidratadores estn operados por
contratistas independientes que tienen
poca iniciativa para optimizar la tasa de
circulacin y reducir las prdidas de metano.
Cuadro 4: Medicin del tamao del depsito separador de lquido
Dada la siguiente informacin: L = Tasa de circulacin de trietilenglicol en galones/hora
T = Tiempo de retencin en minutos
Calcule: SV = Volumen de asentamiento de lquidos (galones)
SV = (L * T) 60
Nota: Aada el volumen especfico del lugar de acumulacin de lquidos en el gas natural
que se recoge regularmente.
8
El costo total de un depsito separador de lquido depende de: (A) costo de capital
y (B) costos de instalacin y operacin.
(A) Costo de capital
El costo del depsito separador de lquido puede fluctuar entre $2,500 y $5,000,
sin instalar, dependiendo del diseo y tamao del depsito. Si el tamao requerido
sobrepasa la norma ms grande de depsitos separadores de lquido disponibles,
los operadores pueden pedir uno a la medida, instalar mltiples depsitos en paralelo
o instalar un tanque de acumulacin de lquidos de gas natural por separado.
(B) Costos de instalacin y operacin
Los costos de instalacin dependen de la ubicacin, el terreno, la cimentacin, la
proteccin a la intemperie (los cdigos de fabricacin de cmaras estn basados en
la cantidad de cido sulfhdrico del gas), la capacidad de acumulacin y la recoleccin
de los lquidos del gas natural, y la automatizacin e instrumentacin. La informacin
provista por las compaas fabricantes de depsitos separadores de lquido sugieren
un costo promedio de instalacin de $1,200, incluyendo los costos de entrega,
ensamblado y mano de obra. Este costo puede aumentar hasta un 80 por ciento,
dependiendo de los factores especficos del lugar.
Los depsitos separadores de lquido instalados en unidades deshidratadoras
existentes son prefabricados, e incluyen la tubera, las vlvulas y el equipo relacionado.
La instalacin puede realizarse con un tiempo mnimo fuera de servicio. Para minimizar
los costos de instalacin, los participantes sugieren instalar el depsito separador
de lquidos cuando la unidad deshidratadora se repare o durante otras revisiones
generales del sistema.
Los depsitos separadores estn diseados como cmaras simples de presin, con
pocas piezas operativas. Por lo tanto, los costos de operacin y mantenimiento (O&M)
son insignificantes. Los participantes han descubierto que el mantenimiento de los
depsitos separadores puede realizarse durante las prcticas de operacin y
mantenimiento de rutina de la unidad deshidratadora.
Los costos de capital e instalacin de una gama de tipos y tamaos de depsitos
separadores se proporcionan en los Cuadros 5A y 5B.
Cuadro 5A: Tamaos y costos de los depsitos separadores verticales
Dimetro
(pies)
1.08
1.33
1.66
2
Altura
(pies)
4
4
4
4
Costo de
capital ($)
2,500
3,300
4,300
5,000
Costo de
instalacin ($)
1,200 - 2,160
1,200 - 2,160
1,200 - 2,160
1,200 - 2,160
Costo de operacin
y mantenimiento
($)
Insignificante
Insignificante
Insignificante
Insignificante
Nota: La informacin de los costos fue provista por Sivalls, Incorporated.
1
Volumen de asentamiento = la mitad del volumen total (sin incluir los requisitos de acumulacin de los lquidos de gas natural).
Volumen de
asentamiento
(galones)
1
8.2
13.5
22.3
33.6
9
Paso 4: Calcular el valor del gas ahorrado. Los ahorros de gas pueden lograrse
al optimizar la tasa de circulacin solamente, instalando un depsito separador y
en ciertas circunstancias, haciendo ambas cosas. El Cuadro 6 muestra cmo
determinar la cantidad de ahorros de gas proveniente de la optimizacin de la tasa
de circulacin de trietilenglicol sin un depsito separador de lquido. Los ahorros
adicionales de la reduccin de la tasa de circulacin de trietilenglicol incluyen:
Requisitos ms bajos de combustible para el regenerador. Reduciendo la
carga del regenerador con un servicio de calentamiento de 1,340 Btu/gal de
trietilenglicol circulado, puede ahorrar entre $545 y $54,456 al ao, dependiendo
de la cantidad de sobrecirculacin y del valor de calentamiento del gas natural.
Una frecuencia reducida de reemplazo de glicol. Los expertos de la industria
calculan que se pierde el 0.5 por ciento del volumen de trietilenglicol por hora.
Los ahorros anuales pueden fluctuar desde $393 (si se reducen las tasas
de circulacin de 45 a 30 galones por hora) hasta $39,300 (si las tasas se
reducen de 3,000 a 750 galones por hora).
Instalar un depsito separador de lquidos permite a los participantes recuperar la
mayora del gas arrastrado en el trietilenglicol. La cantidad de gas que se ahorra al
instalar el depsito separador es una funcin del tipo de la bomba de circulacin
de trietilenglicol, la tasa de circulacin de glicol del deshidratador y la presin en el
depsito separador. Por lo general, cerca del 90 por ciento del metano puede
recuperarse del trietilenglicol usando un depsito separador.
El tipo de bomba de circulacin que se usa en el deshidratador tiene el mayor
efecto en la recuperacin del gas. Como regla general, cada galn de trietilenglicol
que sale del contactor tiene un pie cbico de metano disuelto. Las bombas de
intercambio de energa requieren gas adicional a alta presin junto con el de la
corriente de trietilenglicol puro para suministrar la energa necesaria para bombear el
trietilenglicol puro de regreso al contactor. Como resultado, aumentan la cantidad de
metano que es arrastrado a tres pies cbicos por galn de trietilenglicol circulado.
Cuadro 5B: Tamaos y costos de los depsitos separadores horizontales tpicos
Dimetro
(pies)
2
2
2.5
3
3
Longitud
(pies)
3
5
5
5
7.5
Costos de
capital ($)
3,000
3,200
3,400
4,800
5,000
Costo de
instalacin ($)
1,200 - 2,160
1,200 - 2,160
1,200 - 2,160
1,200 - 2,160
1,200 - 2,160
Costo de operacin
y mantenimiento
($)
Insignificante
Insignificante
Insignificante
Insignificante
Insignificante
Nota: La informacin de los costos fue provista por Sivalls, Incorporated.
1
Volumen de asentamiento = la mitad del volumen total (sin incluir los requisitos de acumulacin de los lquidos de gas natural).
Volumen de
asentamiento
(galones)
1
49
65
107
158
225
10
El Cuadro 7 muestra cmo calcular la cantidad de metano que se ventila cuando
no se tiene un depsito separador de lquido, as como el valor del gas que podra
ahorrarse si se usara un depsito separador. Este ejemplo supone que se optimiza
las tasas de circulacin de trietilenglicol.
Cuadro 6: Clculo de los ahorros anuales totales de la optimizacin
de la circulacin de trietilenglicol en los deshidratadores
que no tienen depsito separador de lquido
Dada la siguiente informacin:
A = Tasa de absorcin de trietilenglicol (TEG) (pies
3
/galn de TEG) (la regla general es 1)
E = Gas de bomba de intercambio de energa, si corresponde (pies
3
/galn de TEG)
(la regla general es 2)
H = Horas al ao (8,760)
P = Precio de venta del gas (suponiendo $3/Mcf)
L (original) = Tasa de circulacin del TEG (galn/hora) antes del ajuste
L (original) = Tasa de circulacin del TEG (galn/hora) despus del ajuste
V = Valor del gas ahorrado ($/ao)
Al aplicar esta frmula se muestra que pequeas reducciones en las tasas de circulacin
rinden ahorros importantes como se muestra en los siguientes ejemplos. Observe que los
ahorros pueden reducirse 2/3 cuando se bombea glicol puro usando un motor elctrico
en lugar de una bomba de intercambio de energa.
V =
(L(original) - L(ptima)) * (A + E) * H * P
1,000
Tasa de
circulacin original
45
90
225
450
675
1350
1125
2250
Tasa de
circulacin ptima
30
30
150
150
450
450
750
750
Ahorros anuales
de metano (Mcf)
394
1,577
1,971
7,884
5,913
23,652
9,855
39,420
Ahorros anuales
(@ $3/Mcf)
$1,182
$4,731
$5,913
$23,652
$17,739
$70,956
$29,565
$118,260
El Cuadro 8 compara los ahorros potenciales usando un depsito separador de
lquido, calculado para bombas elctricas y de intercambio de energa a tasas de
circulacin diferentes. Como muestra el cuadro, las unidades deshidratadoras ms
pequeas, y las unidades con bombas elctricas de circulacin, tienen un menor
potencial econmico para pagar el costo del depsito separador.
Es importante notar que puede generarse una rentabilidad adicional mediante la
venta de lquidos de gas natural (NGL, por sus siglas en ingls). Cuando se trata
una produccin de gas enriquecido, los lquidos de gas natural con frecuencia se
condensan y se separan en el depsito separador de lquido. La cantidad vara
dependiendo de la temperatura, las presiones del contactor y el depsito separador,
la composicin del gas producido y el arrastre de gas en el trietilenglicol. sta es
una evaluacin muy especfica al lugar y est fuera del alcance de este estudio.
11
Cuadro 7: Cantidad de gas ventilado sin depsito
separador y ahorros potenciales
Suponga que una unidad deshidratadora con una bomba de intercambio de energa circula
150 galones de trietilenglicol por hora, con una tasa de recuperacin de 90 por ciento,
y gas a un precio de $3 por Mcf.
Dada la siguiente informacin:
L = Tasa de circulacin de trietilenglicol (TEG) (galones/hora)
G = Tasa de arrastre de metano (la regla general es 3 pies cbicos/galn para las
bombas de intercambio de energa; 1 pie cbico/galn para las bombas elctricas)
Calcule: V = Cantidad de gas ventilado anualmente (Mcf/ao)
V = (L * G ) * 8,760 (horas al da) 1000 cf/Mcf
V = 150 gal/hora * 3 scf/gal * 8,760 horas/ao 1000 cf/Mcf
V = 3,942 Mcf/ao
Ahorros = 3,942 Mcf X 0.9 X $3/Mcf = $10,643 al ao
Cuadro 8: Ahorros potenciales al usar un depsito separador de lquido
Tasas de
circulacin de
TEG (gal/hora)
Bomba de intercambio de energa Bomba elctrica
Mcf/ao $/ao Mcf/ao $/ao
30 710 2,129 237 710
150 3,548 10,643 1,183 3,548
300 7,096 21,287 2,365 7,096
450 10,643 31,930 3,548 10,643
12
Paso 5: Anlisis de los aspectos econmicos. Segn se demuestra en el Paso 4,
la optimizacin de la circulacin de glicol a una tasa ms baja siempre ahorrar dinero.
Por lo tanto los participantes siempre deben tomar esta medida primero, sin impor-
tar si deciden instalar el depsito separador o no. El resto de este anlisis se con-
centra en los depsitos separadores de lquido y supone que la tasa de circulacin
de glicol ya se ha optimizado.
Una vez que se hayan calculado los costos de capital e instalacin y el valor del
gas ahorrado, los participantes debern realizar un anlisis econmico. Una manera
sencilla de evaluar los aspectos econmicos es a travs de un anlisis de flujo
de efectivo descontado, en el cual los costos del primer ao de la instalacin del
depsito separador se comparan con el valor descontado del gas ahorrado (ms
las ventas de los lquidos de gas natural) durante la vida econmica del proyecto.
Los Cuadros 9A y 9B presentan resultados hipotticos de este tipo de anlisis.
Para todos los sistemas excepto los ms pequeos, la instalacin de un depsito
separador en una unidad deshidratadora con una bomba de intercambio de energa
recuperar la inversin en menos de un ao, mientras que una unidad con bomba
elctrica recuperar la inversin en menos de dos aos y medio.
Cuadro 9A: Aspectos econmicos de la instalacin de un depsito separador
en un deshidratador con bomba de intercambio de energa
Costo de
capital e
instalacin ($)
1
5,160
5,560
7,160
13,920
5
Ahorros
de gas
2
$/ao
2,129
10,643
21,287
31,930
Ahorros
totales
3
$/ao
2,158
10,792
21,573
32,365
Plazo de
recuperacin de la
inversin (meses)
29
6
4
5
Rendimiento
de inversin
4
31%
193%
301%
232%
1
Depsito separador horizontal, 80 por ciento de eventualidades en la instalacin, 30 minutos de tiempo de asentamiento
ms el volumen semanal de lquidos de gas natural acumulados, cuando se recuperan.
2
Gas valorizado en $3.00/Mcf.
3
Los ahorros totales ms altos incluyen la recuperacin de lquidos de gas natural (si existen) a 1 por ciento del gas
recuperado, con valor de $21/barril. Esta tasa de recuperacin de lquidos de gas natural es solamente para estos
ejemplos, se debe evaluar el potencial individual de cada lugar.
4
IRR se basa en 5 aos.
5
Costo de dos depsitos separadores paralelos (para el tamao a la medida) cuando el volumen de asentamiento
sobrepase el tamao de los depsitos.
Tasa de circulacin
del trietilenglicol
(gal/hora)
30
150
300
450
13
Estos cuadros tambin ilustran el efecto de los lquidos de gas natural en el anlisis.
Debido a que las bombas de intercambio de energa arrastran tres veces ms gas
natural con el trietilenglicol enriquecido que las bombas elctricas, el trietilenglicol
libera ms lquidos de gas natural en el depsito separador de lquido. Como
resultado, el sistema de deshidratacin de glicol con una bomba de intercambio
de energa necesita un depsito separador con una mayor capacidad de almacena-
miento. La mayor rentabilidad de las ventas de lquidos de gas natural justifica el
costo adicional de los tanques ms grandes. Con una bomba elctrica, los lquidos
de gas natural no se encuentran en cantidades econmicas en el trietilenglicol, por
lo tanto pueden usarse tanques del tamao estndar ms pequeo para las tasas
de circulacin entre 20 a 300 galones/hora. Sin embargo, cuando se necesita un
tanque de 450 gal/hora, puede recolectarse y venderse una cantidad muy pequea
de lquidos de gas natural para reducir el costo del depsito separador.
Los aspectos econmicos de instalar un depsito separador y optimizar las
tasas de circulacin del glicol dependen completamente de si el lugar tiene un
uso beneficioso para la recuperacin de gas en el depsito separador. Los
participantes han reportado casos en donde las cabezas de pozo de las instala-
ciones de deshidratadores no incluan un compresor impulsado con motor, y el con-
sumo de gas combustible del rehervidor era bastante por debajo de la cantidad de
gas recuperada en el depsito separador. En este caso, el gas excesivo recuperado
tendr que ventilarse del depsito separador. En este tipo de operacin, optimizar
la circulacin del glicol tiene un valor econmico para reducir el gas que se ventila
del depsito separador. Se necesitar el uso especfico del lugar de combustible
para evaluar los ahorros de emplear el depsito separador y optimizar la circulacin.
Cuadro 9B: Aspectos econmicos de la instalacin de un depsito separador
en un deshidratador con bomba elctrica
1
Depsito separador horizontal, 80 por ciento de eventualidades en la instalacin, 30 minutos de tiempo de asentamiento
ms el volumen semanal de lquidos de gas natural acumulados, cuando se recuperan.
2
Gas valorizado en $3.00/Mcf.
3
Los ahorros totales ms altos incluyen la recuperacin de lquidos de gas natural (si existen) a 1 por ciento del gas
recuperado, con valor de $21/barril. Esta tasa de recuperacin de lquidos de gas natural es solamente para estos
ejemplos, debe evaluarse el potencial individual de cada lugar.
4
IRR se basa en 5 aos.
5
Costo del tamao estndar mnimo de tanque.
Costo de
capital e
instalacin ($)
1
5,160
5
5,160
5
5,160
5
7,160
Ahorros
de gas
2
$/ao
710
3,548
7,096
10,643
Ahorros
totales
3
$/ao
3
719
3,596
7,110
10,671
Plazo de
recuperacin de la
inversin (meses)
No
17
9
8
Rendimiento
de inversin
4
No
64%
136%
149%
Tasa de circulacin
del trietilenglicol
(gal/hora)
30
150
300
450
14
Las tasas de circulacin del trietilenglicol en los deshidratadores de glicol con
frecuencia son dos a tres veces ms altas que el nivel necesario para eliminar el
agua del gas natural. La mayora de los deshidratadores de produccin no tienen
depsitos separadores, lo cual puede ser un mtodo eficaz de recuperar metano
valioso del trietilenglicol que de otra manera se ventilara a la atmsfera. Los partici-
pantes de Natural Gas STAR ofrecen las siguientes lecciones aprendidas:
Para mantener las tasas de circulacin cerca de lo ptimo, eduque al personal
de campo o a los contratistas de operacin y mantenimiento sobre el mtodo
de calcular y ajustar las tasas de circulacin, incluyendo clculos de una zona
de comodidad. Incorpore el ajuste de la tasa de circulacin a las prcticas
regulares de operacin y mantenimiento.
Los operadores no deben reducir la cantidad de glicol del sistema, en lugar de
la tasa de circulacin; esto no lograr los ahorros deseados. Reducir la cantidad
de glicol puede causar problemas con el sistema hidrulico de la bandeja, el
desempeo del contactor y llegar al contacto accidental con los intercambia-
dores de calor de glicol a glicol.
Identificar todos los deshidratadores que operan sin depsitos separadores
y recaudar la informacin necesaria para evaluar los aspectos econmicos
de la instalacin de depsitos separadores.
En donde est disponible alimentacin elctrica industrial (440 voltios o mayor),
el reemplazar una bomba de intercambio de calor con una de motor elctrico
puede reducir el gas que se arrastra con el trietilenglicol hasta dos tercios, lo
que reduce grandemente las emisiones de metano. En donde solamente est
disponible el servicio de 220 voltios, una bomba hbrida que combine el inter-
cambio de energa de gas con la alimentacin elctrica para reducir la absorcin
de metano tambin puede reducir el metano absorbido en el trietilenglicol y las
emisiones ms bajas (vea las Lecciones Aprendidas de EPA: Reemplazo de
bombas auxiliadas con gas por bombas elctricas (Replacing Gas-Assisted
Glycol Pumps with Electric Pumps)).
Dirija el metano recuperado a la seccin de succin del compresor o al uso
de combustible. Los participantes han reportado que el metano recuperado
algunas veces contena demasiada agua para poder usarse en los sistemas de
instrumentos neumticos.
Recolectar los lquidos de gas natural comerciables del depsito separador
como fuente importante potencial de rentabilidad adicional.
Con el tiempo, los sellos de las bombas de intercambio de energa por gas
pueden tener fugas, y contaminar el glicol puro y reducir la eficacia de la
deshidratacin. Los operadores no deben compensar por el glicol contaminado
aumentando la tasa de circulacin de trietilenglicol. En lugar de ello, la bomba
de intercambio de energa debe evaluarse para repararse o sustituirse.
Registre la reduccin de cada deshidratador y reprtelos en su Informe anual
de Natural Gas STAR. Nota: los ahorros de metano que se obtienen al instalar
tecnologas exigidas en los reglamentos de NESHAP, no deben reportarse al
programa voluntario de reduccin de metano de Natural Gas STAR.
Nota: La informacin de costo provista en este documento se basa en clculos para
Estados Unidos. Los costos de equipo, mano de obra y el valor del gas variarn
dependiendo del lugar, y podran ser mayores o menores que en los Estados Unidos.
La informacin sobre costo presentada en este documento solamente debe usarse
como gua al determinar si las tecnologas y las prcticas son convenientes econmi-
camente para sus operaciones.
Lecciones
aprendidas
15
American Petroleum Institute. Specification for Glycol-Type Gas Dehydration Units
(Spec 12GDU). Julio de 1993.
Garrett, Richard G. Rotor-Tech, Inc. Contacto personal.
Gas Research Institute Environmental Technology and Information Center (ETIC).
Contacto personal.
GRI y U.S. EPA. Methane Emissions from Gas-Assisted Glycol Pumps. Enero de
1996.
Griffin, Rod. Sivalls, Incorporated. Contacto personal.
Henderson, Carolyn. U.S. EPA Natural Gas STAR Program. Contacto personal.
Moreau, Roland. Exxon-Mobil Co. USA. Contacto personal.
Robinson, R.N. Chemical Engineering Reference Manual, cuarta edicin. 1987.
Reuter, Curtis. Radian International LLC. Contacto personal.
Rueter, C; Gagnon, P; Gamez, J.P. GRI Technology Enhances Dehydrator
Performance. American Oil and Gas Reporter. Marzo de 1996.
Rueter, C.O.; Murff, M.C.; Beitler, C.M. Glycol Dehydration Operations,
Environmental Regulations, and Waste Stream Survey. Radian International LLC.
Junio de 1996.
Tannehill, C.C; Echterhoff, L.; Leppin, D. Production Variables Dictate Glycol
Dehydration Costs. American Oil and Gas Reporter. Marzo de 1994.
Tingley, Kevin. U.S. EPA Natural Gas STAR Program. Contacto personal.
Referencias
Agencia de Proteccin del Medio
Ambiente de los Estados Unidos
Aire y Radiacin (6202J)
1200 Pennsylvania Ave., NW
Washington, DC 20460
EPA430-B-03-013S
Diciembre de 2003
También podría gustarte
- Compresion y Medicion Del Gas NaturalDocumento25 páginasCompresion y Medicion Del Gas NaturalmadeleineAún no hay calificaciones
- Silabo de Termodinamica - Agricola - PiuraDocumento4 páginasSilabo de Termodinamica - Agricola - Piuragumoqui811Aún no hay calificaciones
- Practica 5 Primera Ley de La TermodinamicaDocumento5 páginasPractica 5 Primera Ley de La TermodinamicaAlexis Vilca Ccapira0% (1)
- Anexos de Estudios de Riesgos Reformulado Leñagas Nov 2019Documento17 páginasAnexos de Estudios de Riesgos Reformulado Leñagas Nov 2019Marco NuñezAún no hay calificaciones
- Quimica AnaliticaDocumento18 páginasQuimica AnaliticaAnonymous iPlaM4adqVAún no hay calificaciones
- Problemas de TermodinamicaDocumento5 páginasProblemas de TermodinamicayisiAún no hay calificaciones
- Fórmula de DuboisDocumento10 páginasFórmula de DuboisPilar Perales UrcuhuarangaAún no hay calificaciones
- Separadores de PolvoDocumento3 páginasSeparadores de PolvoRory5Aún no hay calificaciones
- Flujo Multifasico - Unidad 5 CuestionarioDocumento4 páginasFlujo Multifasico - Unidad 5 CuestionarioLuis AntonioAún no hay calificaciones
- Problems de BombeoDocumento6 páginasProblems de BombeoCintia Mamani LlanqueAún no hay calificaciones
- Tema 12.propiedades Coligativas de Las DisolucionesDocumento43 páginasTema 12.propiedades Coligativas de Las Disoluciones7r4fnmgdxpAún no hay calificaciones
- Temperatura, Humedad y Presión AtmosféricaDocumento37 páginasTemperatura, Humedad y Presión AtmosféricaConsorcio INTERVENTORES DEL METAAún no hay calificaciones
- SecadoDocumento23 páginasSecadoRichard Alexander Sanchez RosalesAún no hay calificaciones
- Cinetica y EquilibrioDocumento13 páginasCinetica y EquilibrioIgnacio AcuñaAún no hay calificaciones
- Práctica 4 y 5 - Propiedades de Los Fluidos y Número de Reynolds - LFFT-JMGDocumento21 páginasPráctica 4 y 5 - Propiedades de Los Fluidos y Número de Reynolds - LFFT-JMGJacqueline MedinaAún no hay calificaciones
- (1982) Bújovtsev, Kilmontóvich & Miakishev Física 3Documento290 páginas(1982) Bújovtsev, Kilmontóvich & Miakishev Física 3Claudia Leonela Del CastilloAún no hay calificaciones
- Trabajo Imprimir 1Documento38 páginasTrabajo Imprimir 1JAZMIN ESPINAL BENDEZUAún no hay calificaciones
- Relacion de Calores Especificos de Gases IdealesDocumento26 páginasRelacion de Calores Especificos de Gases Idealesliz garciaAún no hay calificaciones
- 11-12 Ga 565000236 TermodinámicaDocumento14 páginas11-12 Ga 565000236 Termodinámicavnct2Aún no hay calificaciones
- Carbón ActivadoDocumento272 páginasCarbón ActivadoAbigail Paz ChAún no hay calificaciones
- Actividad Integradora Examen FinalDocumento2 páginasActividad Integradora Examen FinalRODRIGUEZ ROA OSBALDOAún no hay calificaciones
- Manual para Subsea IwcfDocumento227 páginasManual para Subsea Iwcfrimel warnesAún no hay calificaciones
- Diagrama de Tuberia InstrumentacionDocumento12 páginasDiagrama de Tuberia InstrumentacionFrancisco SaenzAún no hay calificaciones
- Problemas Termodinamica Resueltos 2Documento9 páginasProblemas Termodinamica Resueltos 2Daft TechAún no hay calificaciones
- examnesFQ 1 BACHilleratoDocumento473 páginasexamnesFQ 1 BACHilleratomariomagno30000% (1)
- Ghs-Pets-009 Trabajos en Espacios ConfinadosDocumento9 páginasGhs-Pets-009 Trabajos en Espacios ConfinadosJorge TitoAún no hay calificaciones
- Ejercicios de Gases 1 PDFDocumento13 páginasEjercicios de Gases 1 PDFFrank Piero Ore HuamanAún no hay calificaciones
- Guia de Seleccion de Productos BURKERTDocumento32 páginasGuia de Seleccion de Productos BURKERTluisAún no hay calificaciones
- TP 2 Quimica General Nahuel BauzaDocumento4 páginasTP 2 Quimica General Nahuel BauzaEzequiel BauzáAún no hay calificaciones
- Operación y Control de Horno TextDocumento40 páginasOperación y Control de Horno Textsamurp7100% (2)