También podría gustarte
- Analisis de Modo y Efecto de FallasDocumento4 páginasAnalisis de Modo y Efecto de Fallasjoakin12Aún no hay calificaciones
- Programa Ergonómico de La OshaDocumento3 páginasPrograma Ergonómico de La Oshajoakin120% (2)
- Oficio PatrocinioDocumento3 páginasOficio Patrociniojoakin12Aún no hay calificaciones
- Programa Habilidades GerencialesDocumento2 páginasPrograma Habilidades Gerencialesjoakin12Aún no hay calificaciones
- Instrucciones SonometroDocumento30 páginasInstrucciones Sonometrojoakin12Aún no hay calificaciones
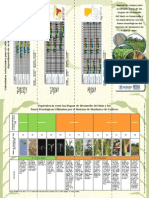
- Etapas de Desarrollo y Fases Fenologicas Del MaizDocumento2 páginasEtapas de Desarrollo y Fases Fenologicas Del MaizDavid Hernandez100% (2)
- CUESTIONARIO DE SOCIOECONOMÍA CAPÍTULO I (Respuestas)Documento4 páginasCUESTIONARIO DE SOCIOECONOMÍA CAPÍTULO I (Respuestas)Wendy CastellanosAún no hay calificaciones
- LIBRO - Una Introduccion Al Pensamiento de GiddensDocumento138 páginasLIBRO - Una Introduccion Al Pensamiento de GiddensALL LimonAún no hay calificaciones
- Material Didactico Curso SketchupDocumento31 páginasMaterial Didactico Curso Sketchupinesportell100% (1)
- Instituto Tecnologico Superior de Lerdo Web QuestDocumento6 páginasInstituto Tecnologico Superior de Lerdo Web QuestLuis Gerardo Garcia GonzalezAún no hay calificaciones
- Tipos de EcommerceDocumento5 páginasTipos de Ecommercemanuel constantinoAún no hay calificaciones
- SCE TelefoniaDocumento9 páginasSCE TelefoniaDiogenesAún no hay calificaciones
- Guía de Manejo TDAHDocumento13 páginasGuía de Manejo TDAHMauro Ruiz LopezAún no hay calificaciones
- Fraseologia AerodromoDocumento15 páginasFraseologia AerodromoJET MAN SKYAún no hay calificaciones
- Alimentación Animal PDFDocumento41 páginasAlimentación Animal PDFJaimeFulanito100% (3)
- PECDocumento49 páginasPECSara MaAún no hay calificaciones
- NIC 2 y NIIF 2Documento1 páginaNIC 2 y NIIF 2Sayhi RamirezAún no hay calificaciones
- La OBSERVACIÓN PsicológicaDocumento9 páginasLa OBSERVACIÓN PsicológicaIraima V. Martinez MAún no hay calificaciones
- Problema 4 y 5. - TRMDocumento3 páginasProblema 4 y 5. - TRMOMXR TAREASAún no hay calificaciones
- Estrategia MetodosDocumento6 páginasEstrategia MetodosrobertoelripAún no hay calificaciones
- Tratamiento Contable de Activos BiológicosDocumento23 páginasTratamiento Contable de Activos BiológicosceciliaAún no hay calificaciones
- Trabajo ColaborativoDocumento4 páginasTrabajo ColaborativoPedro ArroyoAún no hay calificaciones
- Trabajabilidad de La Madera - Costa RicaDocumento2 páginasTrabajabilidad de La Madera - Costa RicaDaniela GrimbergAún no hay calificaciones
- Amplificacion Simplificacion de FraccionesDocumento7 páginasAmplificacion Simplificacion de FraccionesفرانكلينموراثمرالعليقAún no hay calificaciones
- 09158200Documento43 páginas09158200Jean Claude EnriqueAún no hay calificaciones
- HDS Quita Sarro Drop ItDocumento5 páginasHDS Quita Sarro Drop ItJoe GarciaAún no hay calificaciones
- Terapía de Lenguaje - 2 AñosDocumento40 páginasTerapía de Lenguaje - 2 AñosDavid Cardenas Ochoa100% (6)
- La Sangre Que en Verdad Salva VidasDocumento5 páginasLa Sangre Que en Verdad Salva Vidasvicmartinez123Aún no hay calificaciones
- HIDALGO La Vivienda Social en ChileDocumento9 páginasHIDALGO La Vivienda Social en ChileDanielle RodriguezAún no hay calificaciones
- Aleaciones de MagnesioDocumento68 páginasAleaciones de Magnesiojean pierreAún no hay calificaciones
- Media Armónica y GeométricaDocumento30 páginasMedia Armónica y GeométricaKatherine Prado GalleAún no hay calificaciones
- LB - BrochureDocumento20 páginasLB - BrochureWilfredJavierAún no hay calificaciones
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - PRACTICO - VIRTUAL - TALLER CONTABLE - (GRUPO B02)Documento4 páginasActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - PRACTICO - VIRTUAL - TALLER CONTABLE - (GRUPO B02)Yorleny PardoAún no hay calificaciones
- Excel de Metrado Del Curso de Costos y Presupuesto-Examen ParcialDocumento11 páginasExcel de Metrado Del Curso de Costos y Presupuesto-Examen ParcialJuly VillalobosAún no hay calificaciones
- 01 Material Didactico de Apoyo Primer Grado Tercer Bloque PDFDocumento33 páginas01 Material Didactico de Apoyo Primer Grado Tercer Bloque PDFVere YeAún no hay calificaciones