También podría gustarte
- Ppesst 15 Oct Grupo Evya Ku A2Documento19 páginasPpesst 15 Oct Grupo Evya Ku A2candelario de la cruzAún no hay calificaciones
- Herramientas de Mecánica AutomotrizDocumento20 páginasHerramientas de Mecánica AutomotrizMardoqueoRamos9376% (33)
- Anexo 1A - Precios Oficiales EDESA 2021 - Listado.Documento19 páginasAnexo 1A - Precios Oficiales EDESA 2021 - Listado.Jina P Alvarez HAún no hay calificaciones
- Gran CatalogoDocumento403 páginasGran Catalogoomer angaspilco dávilaAún no hay calificaciones
- Polipastos - Querevalu-Fuerza MotrizDocumento22 páginasPolipastos - Querevalu-Fuerza MotrizRosalinda Querevalú SilvaAún no hay calificaciones
- Armas Conocimiento y ManipulacionDocumento42 páginasArmas Conocimiento y ManipulacionDarwin LibraAún no hay calificaciones
- 4.4 FresadoDocumento32 páginas4.4 FresadoJonathan Talamantes0% (1)
- Instalaciones Plano HidraulicoDocumento1 páginaInstalaciones Plano HidraulicoCarlosdelaCruzAún no hay calificaciones
- Lista de Pecas BRP 09xxx Cpd-Cpvs 75-100Documento48 páginasLista de Pecas BRP 09xxx Cpd-Cpvs 75-100Moises BremerAún no hay calificaciones
- Dotación Agua Fria y CalienteDocumento18 páginasDotación Agua Fria y CalienteJeyner ChamayaAún no hay calificaciones
- 014 Planilla de Metrado Especialidad Instalaciones Sanitarias - IIDocumento11 páginas014 Planilla de Metrado Especialidad Instalaciones Sanitarias - IIJose Alfonso Santillan RuizAún no hay calificaciones
- Req de MaterialesDocumento28 páginasReq de MaterialesAlfredoFloresgAún no hay calificaciones
- Analisis EstructuralAnclajesanclajes MecanicosDocumento22 páginasAnalisis EstructuralAnclajesanclajes MecanicosjgiraolewisAún no hay calificaciones
- INVENTARIODocumento7 páginasINVENTARIOJuan Arturo HerreraAún no hay calificaciones
- Rci Essa BucDocumento7 páginasRci Essa BucIngenieria 3M IngenierosAún no hay calificaciones
- Libro 11Documento15 páginasLibro 11Kerry Zachary Lopinta QuispeAún no hay calificaciones
- Guia 6, Calculo Fresado de Una Rueda de Dientes ConicosDocumento3 páginasGuia 6, Calculo Fresado de Una Rueda de Dientes ConicosAlain Ryder SuxoAún no hay calificaciones
- Precios y Cantidades de Recursos Requeridos Por Tipo: FechaDocumento2 páginasPrecios y Cantidades de Recursos Requeridos Por Tipo: FechaperuAún no hay calificaciones
- 27Ng2 - Sistema de FrenosDocumento64 páginas27Ng2 - Sistema de FrenosJonathanContrerasAún no hay calificaciones
- Split Techo LG 2020Documento4 páginasSplit Techo LG 2020Junior Velasco CheroAún no hay calificaciones
- Traduccion Codigos CNCDocumento5 páginasTraduccion Codigos CNCedgardo saavedra herrera100% (1)
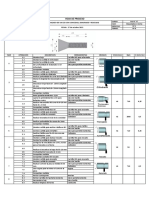
- Hoja de ProcesoDocumento1 páginaHoja de ProcesoJajaira ToapantaAún no hay calificaciones
- Catalogo TensiometrosDocumento19 páginasCatalogo TensiometrosLizeth Gloria Jara PabloAún no hay calificaciones
- HERRAMIENTAS MANUALES Y ELECTRICAS - Ensayos Gratis - JenifferyesseniaDocumento5 páginasHERRAMIENTAS MANUALES Y ELECTRICAS - Ensayos Gratis - JenifferyesseniaAlixon Carolay Montaño SanchezAún no hay calificaciones
- XJ6F 2014Documento76 páginasXJ6F 2014Gabriel ZamoraAún no hay calificaciones
- Copeland Discus™ ManualDocumento44 páginasCopeland Discus™ ManualMariano Daniel Silva100% (4)
- Pist Bersa Tunder 9X19Documento2 páginasPist Bersa Tunder 9X19Diego Antonio CancelaAún no hay calificaciones
- Par de Apriete Estandar PDFDocumento2 páginasPar de Apriete Estandar PDFAnderson LopezAún no hay calificaciones
- 7 AlexometrosDocumento4 páginas7 AlexometrosMichael Boris Mayta SullcaAún no hay calificaciones
- StaedtlerDocumento2 páginasStaedtlerFernandoAún no hay calificaciones