También podría gustarte
- Prueba de EntradaDocumento4 páginasPrueba de EntradaMILLER FRANKLIN ROMERO AGUILARAún no hay calificaciones
- S Sem14 Ses28 Prueba de HomogeneidadDocumento4 páginasS Sem14 Ses28 Prueba de HomogeneidadfredyAún no hay calificaciones
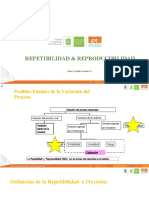
- Jitorres - Presentación Repetibilidad y ReproducibilidadDocumento24 páginasJitorres - Presentación Repetibilidad y ReproducibilidadAndrés BecerraAún no hay calificaciones
- Prueba de Los Signos. Ejemplo ExplicadoDocumento5 páginasPrueba de Los Signos. Ejemplo ExplicadoYudi Castro BlancoAún no hay calificaciones
- Measure 08 ContinuosDocumento64 páginasMeasure 08 Continuosll vvAún no hay calificaciones
- Examen Final - Semana 8 - CB - Segundo Bloque-Estadistica I - (Grupo1)Documento8 páginasExamen Final - Semana 8 - CB - Segundo Bloque-Estadistica I - (Grupo1)EdissonAún no hay calificaciones
- Examen Final - Semana 8 - CB - SEGUNDO BLOQUE-ESTADISTICA I - (GRUPO1) PDFDocumento8 páginasExamen Final - Semana 8 - CB - SEGUNDO BLOQUE-ESTADISTICA I - (GRUPO1) PDFEdissonAún no hay calificaciones
- EjemploDocumento44 páginasEjemplohmurciaAún no hay calificaciones
- Análisis Del Sistema de Medición 2Documento24 páginasAnálisis Del Sistema de Medición 2Hernan Felipe Bustacara TrianaAún no hay calificaciones
- Entregable 6Documento3 páginasEntregable 6alexgova100Aún no hay calificaciones
- Apuntes Distribucion de FrecuenciasDocumento8 páginasApuntes Distribucion de FrecuenciasErics ZeballosAún no hay calificaciones
- T3 Cálculo+1+ Grupo+1Documento8 páginasT3 Cálculo+1+ Grupo+1Jose Daniel Díaz telloAún no hay calificaciones
- Acco4220 M5 Muestreo Estadistico 5 2Documento5 páginasAcco4220 M5 Muestreo Estadistico 5 2Mirelis QuiñonesAún no hay calificaciones
- R R2Documento44 páginasR R2HectorAntonioRinconHerreraAún no hay calificaciones
- Análisis de Sistemas de ManufacturaDocumento3 páginasAnálisis de Sistemas de Manufacturaalexgova100Aún no hay calificaciones
- GRAFICOS ATRIBUTOS-VARIABLESDocumento8 páginasGRAFICOS ATRIBUTOS-VARIABLESSantiago Lleras DíazAún no hay calificaciones
- Prueba de NormalidadDocumento21 páginasPrueba de NormalidadRA CondorAún no hay calificaciones
- Caso 1 Pco PipiDocumento17 páginasCaso 1 Pco PipiEmmanuel AraujoAún no hay calificaciones
- 2020 08 Hematologia GraficasDocumento5 páginas2020 08 Hematologia GraficasJorge Quispe OrtizAún no hay calificaciones
- S - Sem12 - Ses23 - Prueba de Independencia PDFDocumento6 páginasS - Sem12 - Ses23 - Prueba de Independencia PDFjavier vargas50% (2)
- ExamenFinalRepasoSEODocumento2 páginasExamenFinalRepasoSEOMack DayAún no hay calificaciones
- DMAIC Actividad 8Documento5 páginasDMAIC Actividad 8Brandon Vidal0% (1)
- Taller Estadistica Capitulo 6Documento11 páginasTaller Estadistica Capitulo 6Miguel Ángel Lizarazo Mejia75% (4)
- Formula para El Calculo de La Muestra AlfaDocumento15 páginasFormula para El Calculo de La Muestra AlfaMiguel Angel Mosquera ArroyoAún no hay calificaciones
- Barboza_ExamenDocumento31 páginasBarboza_Examenalexander barbozaAún no hay calificaciones
- Kappa e ICCDocumento9 páginasKappa e ICCLuis Enrique LedezmaAún no hay calificaciones
- 7 Ejercicios MinitabDocumento18 páginas7 Ejercicios MinitabJames ChAún no hay calificaciones
- Informe Cartas de Control CP PDFDocumento13 páginasInforme Cartas de Control CP PDFMaria MercadoAún no hay calificaciones
- Encuesta Con ResultadosDocumento14 páginasEncuesta Con ResultadosMiguelA.MoraLunaAún no hay calificaciones
- Evaluación sensorial aplicada a la industria alimentariaDocumento12 páginasEvaluación sensorial aplicada a la industria alimentariaItaloAún no hay calificaciones
- Auditoria MuestreoDocumento5 páginasAuditoria MuestreoMadeline Edubethnia Reyes GarzaroAún no hay calificaciones
- Resumen escenario análisis hipótesis ExcelDocumento8 páginasResumen escenario análisis hipótesis ExcelFrancisca MaldonadoAún no hay calificaciones
- Tecnicas de Muestreo 2018Documento45 páginasTecnicas de Muestreo 2018IvanAún no hay calificaciones
- Evaluación Externa Indirecta Del DesempeñoDocumento20 páginasEvaluación Externa Indirecta Del DesempeñoMónica Marcela García AcevedoAún no hay calificaciones
- Control de Calidad Intra e InterDocumento30 páginasControl de Calidad Intra e InterZu rielAún no hay calificaciones
- Clase - Modelos de Asociación y DependenciaDocumento18 páginasClase - Modelos de Asociación y DependenciaDiego EspinozaAún no hay calificaciones
- Clases de EstadisticaDocumento27 páginasClases de EstadisticaAugusto V. FernándezAún no hay calificaciones
- Gage RR EXCEL TEMPLATEDocumento8 páginasGage RR EXCEL TEMPLATElilianAún no hay calificaciones
- Error Técnico de MedidaDocumento7 páginasError Técnico de Medidanifej15595Aún no hay calificaciones
- Prueba Discriminativa TriangularDocumento8 páginasPrueba Discriminativa TriangularRony Daniel Machco PinedaAún no hay calificaciones
- Gage RREXCELTEMPLATEDocumento24 páginasGage RREXCELTEMPLATERicardoGutierrezAún no hay calificaciones
- Actividad Complementaria #3Documento2 páginasActividad Complementaria #3Oscar Mauricio Ducuara ArangoAún no hay calificaciones
- Análisis factorial exploratorio (AFE) para la validación de constructoDocumento77 páginasAnálisis factorial exploratorio (AFE) para la validación de constructoNURIA ANALY CRUZ QUIROZAún no hay calificaciones
- Avance de ObjetivosDocumento7 páginasAvance de ObjetivosPaola BardalesAún no hay calificaciones
- Clase-4 - Homogeneidad de Varianzas y Normalidad de DatosDocumento41 páginasClase-4 - Homogeneidad de Varianzas y Normalidad de DatosEIOA eioaAún no hay calificaciones
- Ejercicios de Metodos No ParametricosDocumento4 páginasEjercicios de Metodos No ParametricosYanira Brisbane Quispe TorresAún no hay calificaciones
- Formulas para Taller de Estadistica N 1Documento22 páginasFormulas para Taller de Estadistica N 1elvis martinezAún no hay calificaciones
- Practica Calificada 1Documento9 páginasPractica Calificada 1Lady Marielena Cabellos CáceresAún no hay calificaciones
- Analisis de ResultadoDocumento20 páginasAnalisis de ResultadoFady ZaharanAún no hay calificaciones
- RCBD NotasDocumento9 páginasRCBD NotasjoseabelinoAún no hay calificaciones
- Unidades y Medidas en QuímicaDocumento23 páginasUnidades y Medidas en QuímicaMaria del Pilar Leal GamboaAún no hay calificaciones
- Semana 02 Y 03 Guia PracticaDocumento5 páginasSemana 02 Y 03 Guia PracticablackriperAún no hay calificaciones
- Clase 2-3 - Evaluación de Datos AnalíticosDocumento33 páginasClase 2-3 - Evaluación de Datos AnalíticosSebastian Andres Catalan BrionesAún no hay calificaciones
- Quinatoa Toala Cristhian 1Documento6 páginasQuinatoa Toala Cristhian 1Jordy Alexi Quinatoa ToalaAún no hay calificaciones
- Clasifiquelas Siguientes Variables. Equipo Emiliano Rascon Alejandro Durazo Siañez Jesus SbastianDocumento11 páginasClasifiquelas Siguientes Variables. Equipo Emiliano Rascon Alejandro Durazo Siañez Jesus Sbastianrassc991Aún no hay calificaciones
- R&R Repetibilidad y ReproducibilidadDocumento98 páginasR&R Repetibilidad y ReproducibilidadTomás ManzanoAún no hay calificaciones
- Prueba de hipótesis sobre la media de la vida útil de neumáticosDocumento6 páginasPrueba de hipótesis sobre la media de la vida útil de neumáticosKevin Calderon P.Aún no hay calificaciones
- Análisis Estadístico Datos ExperimentalesDocumento4 páginasAnálisis Estadístico Datos ExperimentalesThalia AponteAún no hay calificaciones
- Estadística HODocumento31 páginasEstadística HOMiguel Ángel CervantesAún no hay calificaciones
- Diseño de Ambiente de AprendizajeDocumento4 páginasDiseño de Ambiente de AprendizajeEréndira LimaAún no hay calificaciones
- Método de Casos y Ambientes Virtuales en la EducaciónDocumento21 páginasMétodo de Casos y Ambientes Virtuales en la EducaciónEmiliano AbateAún no hay calificaciones
- CasoDocumento2 páginasCasojose antonioAún no hay calificaciones
- Descripción de PuestoDocumento1 páginaDescripción de Puestojose antonioAún no hay calificaciones
- EXAMENDocumento10 páginasEXAMENjose antonioAún no hay calificaciones
- Extra 2Documento6 páginasExtra 2jose antonioAún no hay calificaciones
- Evaluación rentabilidad inversión camión cargaDocumento5 páginasEvaluación rentabilidad inversión camión cargajose antonioAún no hay calificaciones
- Diagnóstico Del Proceso AdministrativoDocumento4 páginasDiagnóstico Del Proceso Administrativojose antonioAún no hay calificaciones
- PropuestaDocumento11 páginasPropuestajose antonioAún no hay calificaciones
- Ejer Cici OsDocumento1 páginaEjer Cici Osjose antonioAún no hay calificaciones
- Sesión 11Documento48 páginasSesión 11jose antonioAún no hay calificaciones
- Ejer Cici OsDocumento2 páginasEjer Cici Osjose antonioAún no hay calificaciones
- EVIDENCIA1Documento56 páginasEVIDENCIA1ISAAC PEREZAún no hay calificaciones
- Matriz de CongruenciaDocumento2 páginasMatriz de Congruenciajose antonioAún no hay calificaciones
- ProbabilidadDocumento34 páginasProbabilidadjose antonioAún no hay calificaciones
- Necesito Confiar TantoDocumento7 páginasNecesito Confiar Tantojose antonioAún no hay calificaciones
- 9Documento28 páginas9jose antonioAún no hay calificaciones
- 11 MejoraDocumento65 páginas11 Mejorajose antonioAún no hay calificaciones
- Sesión 1 EstadisticaDocumento44 páginasSesión 1 Estadisticajose antonioAún no hay calificaciones
- 4 - Medición - Analisis de Sistema de MedidaDocumento39 páginas4 - Medición - Analisis de Sistema de Medidajose antonioAún no hay calificaciones
- 1 Introduccion - MedicionDocumento31 páginas1 Introduccion - Medicionjose antonioAún no hay calificaciones
- Tipos de Datos: Continuos y DiscretosDocumento59 páginasTipos de Datos: Continuos y Discretosjose antonioAún no hay calificaciones
- 6 - Medición - Conclusión y Herramientas de AcciónDocumento10 páginas6 - Medición - Conclusión y Herramientas de Acciónjose antonioAún no hay calificaciones
- EvaluaciónDocumento1 páginaEvaluaciónjose antonioAún no hay calificaciones
- 5 - Medición - Capacidad de ProcesoDocumento23 páginas5 - Medición - Capacidad de Procesojose antonioAún no hay calificaciones
- 1.-Introducción Al AnálisisDocumento51 páginas1.-Introducción Al Análisisjose antonioAún no hay calificaciones
- 2 - Medición - Proceso de DescubrimientoDocumento81 páginas2 - Medición - Proceso de Descubrimientojose antonioAún no hay calificaciones
- ControlDocumento52 páginasControljose antonioAún no hay calificaciones
- Pde Hipotesis 10Documento54 páginasPde Hipotesis 10jose antonioAún no hay calificaciones
- Análisis Forense pasoDocumento8 páginasAnálisis Forense pasoRicardo PadillaAún no hay calificaciones
- MILTONDocumento6 páginasMILTONMILTON BELTRANAún no hay calificaciones
- Laboratorio 1 2019Documento4 páginasLaboratorio 1 2019Joel AlconAún no hay calificaciones
- Mapa Conceptual AlcanceDocumento3 páginasMapa Conceptual AlcanceFederico Yañez TorresAún no hay calificaciones
- Cotización Naviera NeptuniaDocumento4 páginasCotización Naviera NeptuniaAnonymous nrjd0eq0Aún no hay calificaciones
- Juan Medrano TopografiaDocumento32 páginasJuan Medrano TopografiaMedrano JuanAún no hay calificaciones
- Lector de Placas VehicularesDocumento25 páginasLector de Placas VehicularesJhubitza CamposAún no hay calificaciones
- PM6 MesaDocumento36 páginasPM6 MesacrispiperAún no hay calificaciones
- Tarea 16-05-2023Documento3 páginasTarea 16-05-2023OmarAún no hay calificaciones
- Ficha Técnica Medidor Calidad de Aire PDFDocumento4 páginasFicha Técnica Medidor Calidad de Aire PDFMartha ZegarraAún no hay calificaciones
- SPOTIFYDocumento3 páginasSPOTIFYgabpi1972Aún no hay calificaciones
- Paper - IEEE Practica 3Documento6 páginasPaper - IEEE Practica 3Aleja OrtegaAún no hay calificaciones
- Diseño de Red Centro Tutorial Ev FinalDocumento55 páginasDiseño de Red Centro Tutorial Ev FinalDILIAAún no hay calificaciones
- 05 Tarea - AlumnoDocumento3 páginas05 Tarea - AlumnoCamisnzAún no hay calificaciones
- Metodo ACI 211Documento1 páginaMetodo ACI 211jpierre escobAún no hay calificaciones
- Equipos de Tuneles - Leguia Guivin - Llactahuaman Tucta - Melgarejo AcuñaDocumento42 páginasEquipos de Tuneles - Leguia Guivin - Llactahuaman Tucta - Melgarejo Acuñaismael guillermo llactahuaman tuctaAún no hay calificaciones
- Memorias extraíbles: tipos y característicasDocumento10 páginasMemorias extraíbles: tipos y característicasACARAPI CONDORI GIOVANNI STEFANOAún no hay calificaciones
- Dossier Calidad Mecánico PipingDocumento238 páginasDossier Calidad Mecánico Pipingchristian100% (3)
- Transmisión Sincrónica y AsincrónicaDocumento3 páginasTransmisión Sincrónica y AsincrónicaJuleides De LeonAún no hay calificaciones
- Cap 11 y 12Documento49 páginasCap 11 y 12Liliana VillamilAún no hay calificaciones
- Programación Con RDocumento3 páginasProgramación Con RmicroimagesAún no hay calificaciones
- Cotizacion de Laptop - PC, Impresora, Proyector, RackDocumento6 páginasCotizacion de Laptop - PC, Impresora, Proyector, RackLidia De Lourdes Lopez LizanaAún no hay calificaciones
- 1 - Caso Disctech IncDocumento13 páginas1 - Caso Disctech IncAngel Leonardo Cañon CelyAún no hay calificaciones
- Aumentar El Rendimiento de Windows 7Documento16 páginasAumentar El Rendimiento de Windows 7Beer GardenAún no hay calificaciones
- PDF Sobre IconografíaDocumento16 páginasPDF Sobre IconografíaJose ManuelAún no hay calificaciones
- Catalógo Olimpia PerúDocumento36 páginasCatalógo Olimpia PerúKeyla Leiva castilloAún no hay calificaciones
- Interconexión Procesador-MemoroiaDocumento9 páginasInterconexión Procesador-MemoroiaKevin Joel Quiza CalloquispeAún no hay calificaciones
- El Internet Es Una Herramienta Muy ÚtilDocumento5 páginasEl Internet Es Una Herramienta Muy ÚtilDåÿåMëðïnåAún no hay calificaciones
- Mantenimiento Basado en ConfiabilidadDocumento2 páginasMantenimiento Basado en ConfiabilidadJorge ContrerasAún no hay calificaciones
- Teledeteccion Parte IDocumento13 páginasTeledeteccion Parte Ijuan antonioAún no hay calificaciones