También podría gustarte
- Exaltacion Caida y Dignidades PlanetariasDocumento10 páginasExaltacion Caida y Dignidades PlanetariasMilthon PerezAún no hay calificaciones
- Unidad 2 MC 118 2019 2 Aceros AleadosDocumento58 páginasUnidad 2 MC 118 2019 2 Aceros AleadosSebastian GamarraAún no hay calificaciones
- Ejercicios de ProductividadDocumento3 páginasEjercicios de ProductividadMARIA PANTAAún no hay calificaciones
- Metales CompuestosDocumento7 páginasMetales CompuestosAlexis Uicab GíoAún no hay calificaciones
- Procesos de Formado y Recubrimiento de MetalesDocumento27 páginasProcesos de Formado y Recubrimiento de MetalesalexisAún no hay calificaciones
- Industria Basica y ExtractivaDocumento28 páginasIndustria Basica y ExtractivaXcorg78% (9)
- MNF-Propiedades y usos de los principales metales no ferrososDocumento19 páginasMNF-Propiedades y usos de los principales metales no ferrososAlvaro Vega Medina100% (1)
- Procesos de Formado y Recubrimiento de MetalesDocumento34 páginasProcesos de Formado y Recubrimiento de MetalesMarioAún no hay calificaciones
- Propiedades de Los MaterialesDocumento10 páginasPropiedades de Los MaterialesJonathan FloresAún no hay calificaciones
- Ejercicios E TiemposDocumento2 páginasEjercicios E TiemposAracely ASAún no hay calificaciones
- Procesos de ConformadoDocumento97 páginasProcesos de ConformadolamartinezcAún no hay calificaciones
- Tratamiento Térmico Del Acero WordDocumento14 páginasTratamiento Térmico Del Acero WordJhon Angel Salcedo AgueroAún no hay calificaciones
- Cuestionario Aleaciones No FerrosasDocumento9 páginasCuestionario Aleaciones No Ferrosasjuan17henry14Aún no hay calificaciones
- APUNTADORESDocumento12 páginasAPUNTADORESAdriel Alfonso Melchor Diaz100% (1)
- Procesamiento de Materiales Compuestos-Clase01Documento36 páginasProcesamiento de Materiales Compuestos-Clase01Zidani RvAún no hay calificaciones
- Intoduccion A Las Tecnicas de CaracterizacionDocumento20 páginasIntoduccion A Las Tecnicas de CaracterizacionAlberto GArcia100% (1)
- I. Antecedentes de Los Procesos de ManufacturaDocumento16 páginasI. Antecedentes de Los Procesos de ManufacturaHember Monroy BermudezAún no hay calificaciones
- Procesos de Cambio de Forma Fundiciòn.Documento15 páginasProcesos de Cambio de Forma Fundiciòn.Rukia RodriguezAún no hay calificaciones
- Trabajo Mecánico en Caliente y en Frío 27Documento86 páginasTrabajo Mecánico en Caliente y en Frío 27carlosAún no hay calificaciones
- Estudio Del Trabajo 1Documento22 páginasEstudio Del Trabajo 1Miguel TorresAún no hay calificaciones
- Operaciones UnitariasDocumento15 páginasOperaciones UnitariasMilevis Arrieta Bossa0% (1)
- Exposición Estructura Y Propiedades de Los MaterialesDocumento11 páginasExposición Estructura Y Propiedades de Los MaterialesLuis CervantesAún no hay calificaciones
- Cotizacion 176A-122019 Gestamp Puebla 2Documento3 páginasCotizacion 176A-122019 Gestamp Puebla 2Ricardo Rarcia EscorizaAún no hay calificaciones
- 3.4 Proceso Deformacion en FrioDocumento14 páginas3.4 Proceso Deformacion en FrioSantiagoFdezAún no hay calificaciones
- Tratamientos TérmicosDocumento7 páginasTratamientos TérmicosJorgeAún no hay calificaciones
- Recubrimientos mecánicos y sus procesosDocumento69 páginasRecubrimientos mecánicos y sus procesosLuis Rdz MartinezAún no hay calificaciones
- Ejemplos de Problemas Sobre Operaciones de ConjuntosDocumento1 páginaEjemplos de Problemas Sobre Operaciones de ConjuntosMario Gutierrez0% (1)
- Clasificación trabajo mantenimiento mejorar controlDocumento10 páginasClasificación trabajo mantenimiento mejorar controlAndres RodriguezAún no hay calificaciones
- ANUALIDADES Finanzas para IngenieriaDocumento22 páginasANUALIDADES Finanzas para IngenieriazcechAún no hay calificaciones
- 1 1Documento2 páginas1 1Monserrat VásquezAún no hay calificaciones
- Contabilidad de CostosDocumento15 páginasContabilidad de CostosMABEL PERALTA PICHIULEAún no hay calificaciones
- Preguntas Procesos de ConformadoDocumento8 páginasPreguntas Procesos de ConformadoAshby NarvaezAún no hay calificaciones
- Procesos de ConformadoDocumento9 páginasProcesos de ConformadoMizael MedranoAún no hay calificaciones
- Rutas Tecnológicas de La Producción Del AceroDocumento8 páginasRutas Tecnológicas de La Producción Del Acerodenarira1404Aún no hay calificaciones
- Manual de Practicas Dibujo Industrial AvanzadoDocumento21 páginasManual de Practicas Dibujo Industrial AvanzadoIng Capitanachi0% (1)
- Cuestionario Cap 12 - 13 - 14Documento7 páginasCuestionario Cap 12 - 13 - 14zet wonAún no hay calificaciones
- Clasificacion de Materiales No Metalicos Ceramicas Polimeros y CompuestosDocumento11 páginasClasificacion de Materiales No Metalicos Ceramicas Polimeros y Compuestosedielek50% (4)
- Propiedades de Los MetalesDocumento12 páginasPropiedades de Los MetalesalvaroAún no hay calificaciones
- Tratamientos térmicos clásicos: recocido, normalizado y templeDocumento12 páginasTratamientos térmicos clásicos: recocido, normalizado y templeErika Yazmin Gonzalez Romero0% (2)
- Tratamientos TermoquimicosDocumento11 páginasTratamientos TermoquimicosazaelAún no hay calificaciones
- Material Procesos de MaquinadoDocumento21 páginasMaterial Procesos de MaquinadoRoger PeñaAún no hay calificaciones
- Identificación de Material de Laboratorio 2º F y QDocumento4 páginasIdentificación de Material de Laboratorio 2º F y QmarceloAún no hay calificaciones
- Forja de MaterialesDocumento26 páginasForja de MaterialesD'yanara Kasandra Guerra RiegaAún no hay calificaciones
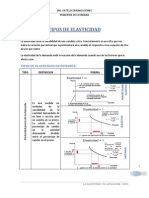
- Tipos de ElasticidadDocumento6 páginasTipos de ElasticidadMaJo MichelAún no hay calificaciones
- Trabajo de Investigación Sobre El SilicioDocumento18 páginasTrabajo de Investigación Sobre El SilicioHector GuerraAún no hay calificaciones
- Calandra DoDocumento18 páginasCalandra Doana9304Aún no hay calificaciones
- Medicion Del Trabajo y Estudio de TiemposDocumento11 páginasMedicion Del Trabajo y Estudio de TiemposKevinAún no hay calificaciones
- Corte de MetalesDocumento3 páginasCorte de MetalesGarcia Rivera MarcoAún no hay calificaciones
- Alto HornoDocumento42 páginasAlto HornoRaúl BarilesAún no hay calificaciones
- Propiedades Físicas de Los Materiales MetálicosDocumento8 páginasPropiedades Físicas de Los Materiales MetálicosMarisa Mojica100% (1)
- Estructura de Los CerámicosDocumento4 páginasEstructura de Los CerámicosJuly OrdóñezAún no hay calificaciones
- Tipos de Hornos en Las Fundiciones de HierroDocumento73 páginasTipos de Hornos en Las Fundiciones de HierroOscar Ernesto RamírezAún no hay calificaciones
- Tratamiento Térmico Revenido RecocidoDocumento10 páginasTratamiento Térmico Revenido RecocidoAndre AliagaAún no hay calificaciones
- 4 Procesos de Maquinado y Máquinas HerramientaDocumento17 páginas4 Procesos de Maquinado y Máquinas HerramientasermucomAún no hay calificaciones
- Clasificación de Los Procesos de Manufacturas SacarDocumento5 páginasClasificación de Los Procesos de Manufacturas Sacargiova50Aún no hay calificaciones
- Carburo de BoroDocumento2 páginasCarburo de BoroAngeles Muñoz0% (1)
- Analisis de MercadoDocumento23 páginasAnalisis de MercadoRaul Hernandez ZentenoAún no hay calificaciones
- Tratamiento Térmico Del Acero d2 JRL y CoveDocumento17 páginasTratamiento Térmico Del Acero d2 JRL y Covecoreano63Aún no hay calificaciones
- 05 Procesos de FormadoDocumento101 páginas05 Procesos de Formadowilliamschanta15089Aún no hay calificaciones
- Procesos de ConformadoDocumento99 páginasProcesos de ConformadoDiego VanegasAún no hay calificaciones
- Trabajo Caliente de MetalesDocumento27 páginasTrabajo Caliente de MetalesAlvaro Hermoza GutiérrezAún no hay calificaciones
- Farmacología CardiovascularDocumento10 páginasFarmacología CardiovascularcieloAún no hay calificaciones
- A-BIM Contruccion Industrializada Diseño y Fabricación Con BIMDocumento63 páginasA-BIM Contruccion Industrializada Diseño y Fabricación Con BIMcompAún no hay calificaciones
- Trabajo Final Metodologia EscritoDocumento27 páginasTrabajo Final Metodologia EscritoAgustin GonzalezAún no hay calificaciones
- Mineria Artezanal Convencional e IlegalDocumento16 páginasMineria Artezanal Convencional e IlegalAlexander Teves ZapanaAún no hay calificaciones
- Practica 5-Metodos de SiembraDocumento15 páginasPractica 5-Metodos de SiembraNayeli Avila AbarcaAún no hay calificaciones
- Analisis Horizontal y VerticalDocumento2 páginasAnalisis Horizontal y VerticalyaraAún no hay calificaciones
- FisicaDocumento10 páginasFisicaElmer Escobar RomeroAún no hay calificaciones
- Sesión - Comunicación-12 - AbrilDocumento5 páginasSesión - Comunicación-12 - AbrilDina Padilla SotoAún no hay calificaciones
- Sector ForestalDocumento9 páginasSector ForestalFifufa MarquezAún no hay calificaciones
- SK4000 User-Guide SPDocumento25 páginasSK4000 User-Guide SPLeon HernandezAún no hay calificaciones
- TALLER CLASIFICACION COSTOS (3) FredyDocumento4 páginasTALLER CLASIFICACION COSTOS (3) FredyPaola Bautista CarrionAún no hay calificaciones
- Refletores JosfelDocumento22 páginasRefletores JosfelLuis Vicente LuyoAún no hay calificaciones
- Desastre ChosicaDocumento30 páginasDesastre ChosicaKaterineKataleyaAún no hay calificaciones
- Manual V 1 0Documento78 páginasManual V 1 0isaías_gonzales_1Aún no hay calificaciones
- Informe 1 de Reservorios IIDocumento16 páginasInforme 1 de Reservorios IIMagaly Nicol Quispe MansillaAún no hay calificaciones
- Ventajas y Desventajas Sobre La Evolucion de La WebDocumento3 páginasVentajas y Desventajas Sobre La Evolucion de La WebEST.LUZ ESTELLA DUARTE CUADROSAún no hay calificaciones
- Dulces y ReposteriaDocumento28 páginasDulces y ReposteriaMaximiliano PerezAún no hay calificaciones
- Ensayo 1 - MatemáticaDocumento31 páginasEnsayo 1 - MatemáticaGeral JaraAún no hay calificaciones
- s29 Dia3 2doDocumento1 páginas29 Dia3 2doJorge VasquezAún no hay calificaciones
- Presentación Unidad 8 Plástico y HuleDocumento26 páginasPresentación Unidad 8 Plástico y Hulecope herreraAún no hay calificaciones
- Analisis Organizacional Empresa Nutriorganicos LtdaDocumento20 páginasAnalisis Organizacional Empresa Nutriorganicos LtdaNelson Jose Rincon BarbaAún no hay calificaciones
- Factsheet STATCOM Kusenhorst ENDocumento3 páginasFactsheet STATCOM Kusenhorst ENBRYAN ANTHONY SEGURA GAGOAún no hay calificaciones
- Circuitos ElectricosDocumento19 páginasCircuitos ElectricosAndres DamianAún no hay calificaciones
- Reglamento Tecnico Ecuatoriano Rte Inen 048 - 2010 PDFDocumento8 páginasReglamento Tecnico Ecuatoriano Rte Inen 048 - 2010 PDFFredy Ricardo Luna Encalada100% (1)
- Anexo Contrato de Arrendamiento MiviotDocumento7 páginasAnexo Contrato de Arrendamiento MiviotLidia MefAún no hay calificaciones
- Guia para La Identificacion de Especies de Arboles y Arbustos Comunes en El Agropaisaje de Guatemala PDFDocumento209 páginasGuia para La Identificacion de Especies de Arboles y Arbustos Comunes en El Agropaisaje de Guatemala PDFCarlos MuñozAún no hay calificaciones
- Práctica 3-FQ 2022Documento8 páginasPráctica 3-FQ 2022carolina Nicanor GarzaAún no hay calificaciones
- Equilibrio químico CoCl2-H2ODocumento4 páginasEquilibrio químico CoCl2-H2OColores FalangeAún no hay calificaciones
- Evaluación Avantel y Tarjeta Funcionario (Respuestas)Documento8 páginasEvaluación Avantel y Tarjeta Funcionario (Respuestas)edwin cardozoAún no hay calificaciones