También podría gustarte
- UF1180 - Procesos básicos de elaboración de quesosDe EverandUF1180 - Procesos básicos de elaboración de quesosCalificación: 5 de 5 estrellas5/5 (2)
- Productos Lacteos IndustrialesDocumento73 páginasProductos Lacteos IndustrialesJosseph Evaristo MendozaAún no hay calificaciones
- Elaboración de QuesoDocumento9 páginasElaboración de QuesoAngela Guadalupe Martinez MojicaAún no hay calificaciones
- UF1181 - Maduración y envasado de quesosDe EverandUF1181 - Maduración y envasado de quesosCalificación: 5 de 5 estrellas5/5 (1)
- Leche en Polvo FinalDocumento21 páginasLeche en Polvo FinalRouse Hernandez100% (1)
- Proceso de Elaboracion de La Leche EvaporadaDocumento5 páginasProceso de Elaboracion de La Leche EvaporadaMario Jesus Lizarzaburo100% (2)
- Informe de La Leche y Sus DerivadosDocumento19 páginasInforme de La Leche y Sus DerivadosgiscaAún no hay calificaciones
- Leche Evaporada 2Documento24 páginasLeche Evaporada 2Renato GonzaloAún no hay calificaciones
- Proceso de Produccion de La LecheDocumento5 páginasProceso de Produccion de La LecheMónica GarcíaAún no hay calificaciones
- Prescripción Dietética MedicaDocumento3 páginasPrescripción Dietética MedicaNilsa Erica Roberts Sánchez56% (9)
- Tratamientos Previos de La LecheDocumento4 páginasTratamientos Previos de La LecheMirlandy Salcedo100% (1)
- Tema 22Documento29 páginasTema 22Fatima Gervas Alvarez100% (1)
- Diseño y Construccion de Un Molino de MartillosDocumento110 páginasDiseño y Construccion de Un Molino de MartillosAnderssonMc75% (12)
- Unidad Didactica 02. Tecnologia de Leches de ConsumoDocumento35 páginasUnidad Didactica 02. Tecnologia de Leches de ConsumoJorge Alvarado J100% (1)
- LecheenpolvoDocumento36 páginasLecheenpolvoKike S RangelAún no hay calificaciones
- Articulo de DM Intramed PDFDocumento19 páginasArticulo de DM Intramed PDFÁlvaro Raúl Conto MorenoAún no hay calificaciones
- Descripción de La Elaboración de Leche en Polvo PDFDocumento5 páginasDescripción de La Elaboración de Leche en Polvo PDFValeriaZuritaHurtado100% (1)
- Actividad LacteosDocumento14 páginasActividad LacteosMonica Spinosa Diaz100% (1)
- La Refrigeración de LacteosDocumento23 páginasLa Refrigeración de LacteosjsnickoAún no hay calificaciones
- Ley de Tenencia ResponsableDocumento12 páginasLey de Tenencia ResponsableCatalina NaimaAún no hay calificaciones
- Tarea Actividad 3Documento4 páginasTarea Actividad 3Francisco Andrés Toquica GarcíaAún no hay calificaciones
- Presentación Unidad 2Documento31 páginasPresentación Unidad 2Mijail RodriguezAún no hay calificaciones
- Leche en polvo: proceso, materia prima e insumosDocumento9 páginasLeche en polvo: proceso, materia prima e insumosAnonymous Mm7xI3SMAún no hay calificaciones
- Proceso Del QuesoDocumento17 páginasProceso Del QuesoedersonAún no hay calificaciones
- Diapositivas Produccion de La LecheDocumento59 páginasDiapositivas Produccion de La Lecheandre polo100% (1)
- Leches Concentrada OriginalDocumento16 páginasLeches Concentrada Originalmi_am_ca5322100% (1)
- ImplementacionDocumento18 páginasImplementacionjavier humberto leyva zamudioAún no hay calificaciones
- Leche en PolvoDocumento8 páginasLeche en PolvoMariella CordovaAún no hay calificaciones
- LecheSemidesnatadaCalcioProcesoDocumento3 páginasLecheSemidesnatadaCalcioProcesoJhari Izl ZthebAún no hay calificaciones
- Tipología de IndustriasDocumento9 páginasTipología de IndustriasFERNANDAAún no hay calificaciones
- Leche ConcentradaDocumento10 páginasLeche ConcentradaSara Ávila BlanquicetAún no hay calificaciones
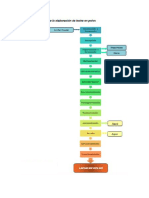
- Flujograma en Proceso Productivo en La Leche en PolvoDocumento3 páginasFlujograma en Proceso Productivo en La Leche en Polvoyazmin isabelAún no hay calificaciones
- Proceso de ProducciónDocumento5 páginasProceso de ProducciónPauloAún no hay calificaciones
- Tecnología de Los LácteosDocumento49 páginasTecnología de Los LácteosFerney Martinez Romero Martinez RomeroAún no hay calificaciones
- Pasteurizacion de La LecheDocumento9 páginasPasteurizacion de La LecheMario MoralesAún no hay calificaciones
- Clase 14 Industrialización Leche 01Documento44 páginasClase 14 Industrialización Leche 01Paula Villegas ReyesAún no hay calificaciones
- Desnatado de La LecheDocumento14 páginasDesnatado de La LecheRocio MillaAún no hay calificaciones
- Leche y Productos LácteosDocumento10 páginasLeche y Productos Lácteoschristian castroAún no hay calificaciones
- U3 Tratamientos Escenciales Aplicados A La LecheDocumento8 páginasU3 Tratamientos Escenciales Aplicados A La LecheJheymi PanosoAún no hay calificaciones
- Elaboracion de Queso FrescoDocumento8 páginasElaboracion de Queso FrescoMarisolPalmaAún no hay calificaciones
- Tema 13 Procesos para Asegurar La Conservación de La Leche CrudaDocumento15 páginasTema 13 Procesos para Asegurar La Conservación de La Leche CrudaAnonymous eHy4sNcra8Aún no hay calificaciones
- INFORME HuevoDocumento7 páginasINFORME HuevoKatrine CastilloAún no hay calificaciones
- Contaminación, Conservación y Ateración de La Leche y DerivadosDocumento7 páginasContaminación, Conservación y Ateración de La Leche y Derivadoskelly rosarioAún no hay calificaciones
- Proceso Productivo de La LecheDocumento6 páginasProceso Productivo de La LecheClaudia RivollierAún no hay calificaciones
- Laboratorio de LechesDocumento36 páginasLaboratorio de LechesAnamaria Pachon ValbuenaAún no hay calificaciones
- Leches ConcentradasDocumento5 páginasLeches ConcentradasAlberto Gonzalez PenaAún no hay calificaciones
- Análisis sensorial de leche en polvoDocumento15 páginasAnálisis sensorial de leche en polvoDavid Vp KydAún no hay calificaciones
- Leche en PolvoDocumento23 páginasLeche en PolvoEdinsonPalaciosGarcés100% (1)
- Objetivo GeneralDocumento11 páginasObjetivo GeneralCelio Sacaca quispe0% (1)
- Trabajo de Leche en PolvoDocumento17 páginasTrabajo de Leche en PolvoJulita CamposAún no hay calificaciones
- Deshidratación FinalDocumento22 páginasDeshidratación FinalStephanie GonzálezAún no hay calificaciones
- Leche en PolvoDocumento14 páginasLeche en PolvoAni CadenaAún no hay calificaciones
- Procesos Industriales y Artesanales de La LecheDocumento26 páginasProcesos Industriales y Artesanales de La Lechejenn lovosAún no hay calificaciones
- Trabajo IndividualDocumento9 páginasTrabajo IndividualjoseAún no hay calificaciones
- Produccion de YogurtDocumento13 páginasProduccion de YogurtYarokxy LazaroAún no hay calificaciones
- Proceso de Envase de La LecheDocumento6 páginasProceso de Envase de La LecheFranklin ChàvezAún no hay calificaciones
- Leche y Sus DerivadosDocumento15 páginasLeche y Sus DerivadosWendy PanozoAún no hay calificaciones
- Diseño Preliminar de Una Planta Procesadora de Leche Polvo MDMDocumento23 páginasDiseño Preliminar de Una Planta Procesadora de Leche Polvo MDMNilson Alexander Carrillo Pérez50% (2)
- Coolechera ProduccionDocumento6 páginasCoolechera ProduccionVioletnceAún no hay calificaciones
- La importancia de la calidad de la leche cruda en la industria lácteaDocumento22 páginasLa importancia de la calidad de la leche cruda en la industria lácteaBryan Arias SimonAún no hay calificaciones
- Actividad 2Documento70 páginasActividad 2BrigitteAún no hay calificaciones
- Ingenieria de Proyectos - Empresa de LacteosDocumento11 páginasIngenieria de Proyectos - Empresa de LacteosMaria MachacaAún no hay calificaciones
- Desnatado de La LecheDocumento14 páginasDesnatado de La Lecheroger osorioAún no hay calificaciones
- PROCESO de ELABORACIÓNDocumento22 páginasPROCESO de ELABORACIÓNdark_caus5054Aún no hay calificaciones
- LalaDocumento15 páginasLalaheriibert0Aún no hay calificaciones
- Trabajo Encargado Problema de MermeladaDocumento4 páginasTrabajo Encargado Problema de MermeladaTony S. Fuentes MeztasAún no hay calificaciones
- Coloma ExcelDocumento2 páginasColoma ExcelTony S. Fuentes MeztasAún no hay calificaciones
- Licor XDDocumento6 páginasLicor XDTony S. Fuentes MeztasAún no hay calificaciones
- MatrizDocumento4 páginasMatrizTony S. Fuentes MeztasAún no hay calificaciones
- Wa0005Documento4 páginasWa0005Tony S. Fuentes MeztasAún no hay calificaciones
- DocumentoDocumento1 páginaDocumentoTony S. Fuentes MeztasAún no hay calificaciones
- Trabajo Encargado Problema de MermeladaDocumento4 páginasTrabajo Encargado Problema de MermeladaTony S. Fuentes MeztasAún no hay calificaciones
- Resolución de mezcla de licores mediante matricesDocumento4 páginasResolución de mezcla de licores mediante matricesTony S. Fuentes MeztasAún no hay calificaciones
- Trabajo Encargado Problema de MermeladaDocumento4 páginasTrabajo Encargado Problema de MermeladaTony S. Fuentes MeztasAún no hay calificaciones
- Licor XDDocumento6 páginasLicor XDTony S. Fuentes MeztasAún no hay calificaciones
- Coloma ExcelDocumento2 páginasColoma ExcelTony S. Fuentes MeztasAún no hay calificaciones
- Ejercicio 5 Regresion PolinomialDocumento3 páginasEjercicio 5 Regresion PolinomialTony S. Fuentes MeztasAún no hay calificaciones
- Calculo de Aporte KcalDocumento8 páginasCalculo de Aporte KcalTony S. Fuentes MeztasAún no hay calificaciones
- 0187 7380 RFM 39 03 00207Documento8 páginas0187 7380 RFM 39 03 00207Karen Estefanía Bohorquez DallosAún no hay calificaciones
- Vol 21 #4Documento11 páginasVol 21 #4Tony S. Fuentes MeztasAún no hay calificaciones
- Archivo Control de LecturaDocumento25 páginasArchivo Control de LecturaTony S. Fuentes MeztasAún no hay calificaciones
- 94-Texto Del Artículo-304-1-10-20190110Documento8 páginas94-Texto Del Artículo-304-1-10-20190110Tony S. Fuentes MeztasAún no hay calificaciones
- Actividades diarias y gasto calóricoDocumento3 páginasActividades diarias y gasto calóricoTony S. Fuentes MeztasAún no hay calificaciones
- Harina de Cañihua (Elaboracion) 08Documento11 páginasHarina de Cañihua (Elaboracion) 08Tony S. Fuentes MeztasAún no hay calificaciones
- Harina de Cañihua (Elaboracion) 08Documento11 páginasHarina de Cañihua (Elaboracion) 08Tony S. Fuentes MeztasAún no hay calificaciones
- Propiedades Nutricionales y Antioxidantes de La Cañihua (Chenopodium Pallidicaule Aellen)Documento7 páginasPropiedades Nutricionales y Antioxidantes de La Cañihua (Chenopodium Pallidicaule Aellen)Victor ZevalloaAún no hay calificaciones
- ExpoDocumento14 páginasExpoTony S. Fuentes MeztasAún no hay calificaciones
- Harina de Cañihua (Elaboracion)Documento10 páginasHarina de Cañihua (Elaboracion)Tony S. Fuentes MeztasAún no hay calificaciones
- CASO APLICADO. Sesión Asíncrona Semana 15, Prueba de Concepto.Documento2 páginasCASO APLICADO. Sesión Asíncrona Semana 15, Prueba de Concepto.Tony S. Fuentes MeztasAún no hay calificaciones
- 95915609Documento10 páginas95915609Katy LarutaAún no hay calificaciones
- CALENDULADocumento135 páginasCALENDULATony S. Fuentes MeztasAún no hay calificaciones
- Transferencia de CalorDocumento1 páginaTransferencia de CalorTony S. Fuentes MeztasAún no hay calificaciones
- Biotecnología AmbientalDocumento34 páginasBiotecnología AmbientalSalvador Cobos BarriosAún no hay calificaciones
- Carbonato de KDocumento6 páginasCarbonato de KMaría Argomedo ReyesAún no hay calificaciones
- Plagas y Enfermedades VidDocumento32 páginasPlagas y Enfermedades VidEnrique KikeAún no hay calificaciones
- Programacion Comida SemanaDocumento2 páginasProgramacion Comida SemanaDuban SallegAún no hay calificaciones
- Mariscos TesisDocumento186 páginasMariscos TesisAquije Juarez Jenny FlorAún no hay calificaciones
- HuasipungoooDocumento5 páginasHuasipungoooabg.georgecowAún no hay calificaciones
- La Mujer Que No Sone JamasDocumento1359 páginasLa Mujer Que No Sone JamasMarcela MartinezAún no hay calificaciones
- Jabon de CenizaDocumento13 páginasJabon de CenizaMiguel Angel Gutierrez50% (2)
- CATALOGO+PRODUCTO+FOREVER+ESP+ver +nov11Documento40 páginasCATALOGO+PRODUCTO+FOREVER+ESP+ver +nov11GáborTengerdiAún no hay calificaciones
- EDUCACION FISICA1°y2° SEM.24 PARA CASA NATTYDocumento3 páginasEDUCACION FISICA1°y2° SEM.24 PARA CASA NATTYArmando Eduardo RodriguezAún no hay calificaciones
- NutricionDocumento2 páginasNutricionShinichi KudoAún no hay calificaciones
- Molienda y Tamizado de AlimentosDocumento13 páginasMolienda y Tamizado de AlimentosKarlo Fernando Farfan Verde100% (1)
- Mazamorra de AirampoDocumento2 páginasMazamorra de AirampoSandro AroAún no hay calificaciones
- Cadena Productiva Del AzucarDocumento15 páginasCadena Productiva Del Azucarnarcisocamayo100% (7)
- Esparrago FrescoDocumento36 páginasEsparrago FrescoAngel Miguel Acosta DavilaAún no hay calificaciones
- 5 Metodos Generales 2017Documento15 páginas5 Metodos Generales 2017Ornella BrogliaAún no hay calificaciones
- Tartas de Frambuesa Con Crema de QuesoDocumento4 páginasTartas de Frambuesa Con Crema de QuesoFIGCAún no hay calificaciones
- Catalogo CuentasDocumento9 páginasCatalogo CuentasOsvaldo Audelo ZanabriaAún no hay calificaciones
- RED VELVET Master Class - 220211 - 195630Documento11 páginasRED VELVET Master Class - 220211 - 195630sandra castilloAún no hay calificaciones
- Diapositivas Defensa de Grado Mayra Aillon-1Documento49 páginasDiapositivas Defensa de Grado Mayra Aillon-1Paul ChicaizaAún no hay calificaciones
- CARP - RECU - 4° Grado - EPTDocumento29 páginasCARP - RECU - 4° Grado - EPTDaNii 18Aún no hay calificaciones
- Prueba Ciencias NaturalesDocumento7 páginasPrueba Ciencias NaturalesPaulina gutiAún no hay calificaciones
- AceitesEsencialesCaracterísticasRendimientosIndustriaGuatemalaDocumento4 páginasAceitesEsencialesCaracterísticasRendimientosIndustriaGuatemalamofy09100% (1)
- Analisis de Galleta y FideosDocumento7 páginasAnalisis de Galleta y Fideosuriel pumaAún no hay calificaciones
- Postres Al Plato1Documento23 páginasPostres Al Plato1Maria Elisa Villalobos KneyberAún no hay calificaciones
- Evaluación de Las Propiedades Fisicoquímicas y Sensoriales Del PaDocumento89 páginasEvaluación de Las Propiedades Fisicoquímicas y Sensoriales Del PaGABRIEL TORRES MORATOAún no hay calificaciones
- Otros CuentosDocumento73 páginasOtros CuentosKatia Lisseth Pardo MaraviAún no hay calificaciones