También podría gustarte
- CobrizadoDocumento6 páginasCobrizadoKuroi Tenshi100% (1)
- Proceso de EmbutidoDocumento56 páginasProceso de Embutidoadriftt200975% (4)
- Moldes PermanentesDocumento16 páginasMoldes PermanentesÓscar E LeónAún no hay calificaciones
- Taladrado profundo: métodos, máquinas y aplicaciones industrialesDocumento5 páginasTaladrado profundo: métodos, máquinas y aplicaciones industrialesLivia MariaAún no hay calificaciones
- Tipos de MoldeoDocumento58 páginasTipos de MoldeoMichael Vera OrellanaAún no hay calificaciones
- 3.1.2 Proceso de EstampadoDocumento8 páginas3.1.2 Proceso de EstampadoSarahi GallosoAún no hay calificaciones
- Fundición Al Vacío o Moldeo en VacíoDocumento3 páginasFundición Al Vacío o Moldeo en VacíoFabio Miranda Quezada100% (1)
- Procesos de FundicionDocumento50 páginasProcesos de FundicionHugo Cedeño100% (1)
- Ejercicios de Doblado PDFDocumento4 páginasEjercicios de Doblado PDFTony Garrido LiñanAún no hay calificaciones
- Clasificación de Las Arenas de MoldeoDocumento6 páginasClasificación de Las Arenas de MoldeoJosh Israel Pritchard0% (1)
- Sistema de AlimentacionDocumento203 páginasSistema de AlimentacionJazmínAR100% (1)
- Informe de Fundicion (Moldeo)Documento3 páginasInforme de Fundicion (Moldeo)mariaelopez96Aún no hay calificaciones
- Proceso de trefilado sin arranque de virutaDocumento13 páginasProceso de trefilado sin arranque de virutaJonnatan Eduardo PomarAún no hay calificaciones
- Tipos de Electrodos para Aceros Al CarbonoDocumento2 páginasTipos de Electrodos para Aceros Al Carbonopedro timana vilchezAún no hay calificaciones
- Proceso de TrefiladoDocumento4 páginasProceso de TrefiladoOmar CordovaAún no hay calificaciones
- Fundicion Clases 2013 - 12 RiserDocumento73 páginasFundicion Clases 2013 - 12 Risertaccama100% (2)
- Proceso de laminación en la Universidad Nacional de TrujilloDocumento69 páginasProceso de laminación en la Universidad Nacional de TrujilloRoberto Molina RoldánAún no hay calificaciones
- Mazarota FundicionDocumento8 páginasMazarota Fundicionemy312330Aún no hay calificaciones
- Sistema de Alimentación y Colada de Piezas FundidasDocumento66 páginasSistema de Alimentación y Colada de Piezas FundidasEnrique Arteaga100% (1)
- Proceso de Doblado de LáminaDocumento6 páginasProceso de Doblado de LáminaCamiloAún no hay calificaciones
- Torno CNCDocumento22 páginasTorno CNCJose Yanez100% (2)
- Trefilado alambre mejorar característicasDocumento23 páginasTrefilado alambre mejorar característicasDavid CaraoAún no hay calificaciones
- Capítulo 01 MOLDEO Y FUNDICIONDocumento137 páginasCapítulo 01 MOLDEO Y FUNDICIONMiguel Angel Simon Martinez100% (1)
- Linea de Tiempo Procesos de FabricacionDocumento7 páginasLinea de Tiempo Procesos de FabricacionAlfredo Cardenas Del AngelAún no hay calificaciones
- Acabados SuperficialesDocumento30 páginasAcabados SuperficialesAlex Lara100% (1)
- Operaciones Del RectificadoDocumento13 páginasOperaciones Del RectificadoChrisVeraGodoyAún no hay calificaciones
- 14.13 Explique Las Funciones de Las Rebabas en Un Forjado Por Impresión de MatrizDocumento7 páginas14.13 Explique Las Funciones de Las Rebabas en Un Forjado Por Impresión de MatrizjuanAún no hay calificaciones
- CIZALLADODocumento16 páginasCIZALLADOAldahir EMAún no hay calificaciones
- Guía Práctica para El Diseño de Mazarotas y EnfriadoresDocumento7 páginasGuía Práctica para El Diseño de Mazarotas y Enfriadoresyhondercapasso0% (1)
- Proceso de TrefiladoDocumento26 páginasProceso de TrefiladoJhordan Sinche BarraAún no hay calificaciones
- Taller ForjadoDocumento7 páginasTaller ForjadoGestión CalidadAún no hay calificaciones
- Procesos de Conformado en FrioDocumento5 páginasProcesos de Conformado en FrioEve QuillupanguiAún no hay calificaciones
- Tipos de Moldes y Sus CaracteristicasDocumento11 páginasTipos de Moldes y Sus CaracteristicasDanny Skynler77% (13)
- Proceso de Doblado - Corregido - Secc. D - Grupo 04Documento23 páginasProceso de Doblado - Corregido - Secc. D - Grupo 04Mario QuiñonesAún no hay calificaciones
- Informe de CuchillaDocumento11 páginasInforme de CuchillaIv TailAún no hay calificaciones
- Procesos de Soldadura Por FusiónDocumento4 páginasProcesos de Soldadura Por FusiónJhovany Yapita ChavezAún no hay calificaciones
- Defectos de La Fundicion de Aluminio.Documento24 páginasDefectos de La Fundicion de Aluminio.Harold Zela Hancco63% (8)
- Esmerilado: proceso de remoción de material con partículas abrasivasDocumento48 páginasEsmerilado: proceso de remoción de material con partículas abrasivasMatiasAún no hay calificaciones
- Forjado con dado cerrado: proceso, ventajas y desventajasDocumento2 páginasForjado con dado cerrado: proceso, ventajas y desventajasRodrigo AlmanzaAún no hay calificaciones
- Proceso de Manufactura Por Brochado, Mortajado y FresadoDocumento45 páginasProceso de Manufactura Por Brochado, Mortajado y FresadoDavidAlfeiroRochaLiizarazo100% (1)
- UNIDAD 2 Proceso Fundición de Metales PDFDocumento24 páginasUNIDAD 2 Proceso Fundición de Metales PDFJuan DE Jesus ReyesAún no hay calificaciones
- Fundición en Moldes Permanentes y DesechablesDocumento15 páginasFundición en Moldes Permanentes y DesechablesCarlos Antonio Fernández SalazarAún no hay calificaciones
- Matrices industrialesDocumento31 páginasMatrices industrialesthiagosibs100% (1)
- Practica Cizallado y RoladoDocumento9 páginasPractica Cizallado y RoladocarrascoAún no hay calificaciones
- Preparación de Arena para La FundiciónDocumento7 páginasPreparación de Arena para La Fundiciónjuan carlosAún no hay calificaciones
- Cianuracion y Carbo2Documento13 páginasCianuracion y Carbo2miguel0% (1)
- Proceso de FundicionDocumento20 páginasProceso de Fundicionマルティネス ロベルトAún no hay calificaciones
- REEMBUTIDODocumento14 páginasREEMBUTIDOjesusAún no hay calificaciones
- Soldadura Por ResistenciaDocumento17 páginasSoldadura Por ResistenciaKevin Jose Alvarado Polo100% (1)
- Tabla de Velocidad de CorteDocumento5 páginasTabla de Velocidad de CorteAntonio DelgadoAún no hay calificaciones
- MAnufactura CepilladoDocumento7 páginasMAnufactura Cepilladolachv346@hotmail.com89% (9)
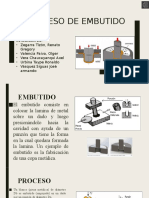
- PROCESO DE EMBUTIDO: CARACTERÍSTICAS, APLICACIONES Y DEFECTOS MÁS COMUNESDocumento18 páginasPROCESO DE EMBUTIDO: CARACTERÍSTICAS, APLICACIONES Y DEFECTOS MÁS COMUNESRenato ZegarraAún no hay calificaciones
- Laboratorio 101 Embutido Reembutido Acunado Recalcado RepujadoDocumento28 páginasLaboratorio 101 Embutido Reembutido Acunado Recalcado RepujadoCarmens RAún no hay calificaciones
- Laboratorio 10 Embutido Reembutido Acunado Recalcado RepujadoDocumento25 páginasLaboratorio 10 Embutido Reembutido Acunado Recalcado Repujadopaolaescobar81100% (1)
- La EmbuticiónDocumento13 páginasLa EmbuticiónjesusAún no hay calificaciones
- CMI 2018A G2 D6 Chilig VillacisDocumento5 páginasCMI 2018A G2 D6 Chilig VillacisFernando ChiligAún no hay calificaciones
- Formabilidad metales embutidoDocumento9 páginasFormabilidad metales embutidoYhojan DiazAún no hay calificaciones
- Actividad N°2Documento4 páginasActividad N°2Maribel AduviriAún no hay calificaciones
- Procesos de manufactura: embutido, acuñado, estampado y recalcadoDocumento44 páginasProcesos de manufactura: embutido, acuñado, estampado y recalcadojoselynortizleyvaAún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Legislacion e Insercion LaboralDocumento10 páginasLegislacion e Insercion LaboralRenato ZegarraAún no hay calificaciones
- InformeDocumento8 páginasInformeRenato ZegarraAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Quien DescubrióDocumento4 páginasQuien DescubrióRenato ZegarraAún no hay calificaciones
- PIROMETALURGIADocumento5 páginasPIROMETALURGIARenato ZegarraAún no hay calificaciones
- Pulpas ChoqueDocumento9 páginasPulpas ChoqueRenato ZegarraAún no hay calificaciones
- Hidrometalurgia Del CobreDocumento8 páginasHidrometalurgia Del CobreRenato ZegarraAún no hay calificaciones
- MinasDocumento8 páginasMinasRenato ZegarraAún no hay calificaciones
- MINA CERRO VERDE: PROCESOS DE EXTRACCIÓN DE COBREDocumento35 páginasMINA CERRO VERDE: PROCESOS DE EXTRACCIÓN DE COBRERenato ZegarraAún no hay calificaciones
- PIROMETALURGIADocumento5 páginasPIROMETALURGIARenato ZegarraAún no hay calificaciones
- Reactivos ChireDocumento9 páginasReactivos ChireRenato ZegarraAún no hay calificaciones
- Resum I EndoDocumento2 páginasResum I EndoRenato ZegarraAún no hay calificaciones
- PROCESO DE EMBUTIDO: CARACTERÍSTICAS, APLICACIONES Y DEFECTOS MÁS COMUNESDocumento18 páginasPROCESO DE EMBUTIDO: CARACTERÍSTICAS, APLICACIONES Y DEFECTOS MÁS COMUNESRenato ZegarraAún no hay calificaciones
- Molinos de BarrasDocumento2 páginasMolinos de BarrasRenato ZegarraAún no hay calificaciones
- Descripción de MineralesDocumento61 páginasDescripción de MineralesRenato ZegarraAún no hay calificaciones
- Estudio de Los Metales Pesados en Una MineríaDocumento1 páginaEstudio de Los Metales Pesados en Una MineríaRenato ZegarraAún no hay calificaciones
- CizalladoDocumento9 páginasCizalladovaleria ccansayaAún no hay calificaciones
- CLASIFICACIONDocumento4 páginasCLASIFICACIONRenato ZegarraAún no hay calificaciones
- FISICADocumento2 páginasFISICARenato ZegarraAún no hay calificaciones
- Proceso de EmbutidoDocumento15 páginasProceso de EmbutidoRenato Zegarra100% (1)
- Ceramicos I PDFDocumento44 páginasCeramicos I PDFEsaul GcAún no hay calificaciones
- PROCESO DE EMBUTIDO: CARACTERÍSTICAS, APLICACIONES Y DEFECTOS MÁS COMUNESDocumento18 páginasPROCESO DE EMBUTIDO: CARACTERÍSTICAS, APLICACIONES Y DEFECTOS MÁS COMUNESRenato ZegarraAún no hay calificaciones
- Aceros InoxidablesDocumento17 páginasAceros InoxidablesRenato ZegarraAún no hay calificaciones
- La Riqueza Biológica de Los Insectos - Análisis de Su Importancia Multidimensional PDFDocumento1 páginaLa Riqueza Biológica de Los Insectos - Análisis de Su Importancia Multidimensional PDFDaniel RodriguezAún no hay calificaciones
- Cómo Fabricar OrgonitasDocumento9 páginasCómo Fabricar OrgonitasJaz MarPer100% (1)
- High Lights 2015Documento479 páginasHigh Lights 2015Jorge Luis PantojaAún no hay calificaciones
- Pgirsh (1334)Documento25 páginasPgirsh (1334)Alberto OntiverosAún no hay calificaciones
- Tesis Tinizaray Rolando PDFDocumento102 páginasTesis Tinizaray Rolando PDFSalvatore Yance RomeroAún no hay calificaciones
- Metodo HumedadDocumento2 páginasMetodo HumedadyhosssyAún no hay calificaciones
- Diseño de un generador de espuma para producir concreto celularDocumento16 páginasDiseño de un generador de espuma para producir concreto celularLenny100% (2)
- Suelo RadianteDocumento50 páginasSuelo RadianteAlex Eddy Huayta RamosAún no hay calificaciones
- Evolución sostenible salida razonableDocumento124 páginasEvolución sostenible salida razonableallartean1232100% (1)
- 1 Vol 3 N2 Desgaste Oclusal2 MondelliDocumento11 páginas1 Vol 3 N2 Desgaste Oclusal2 MondelliPablo BenitezAún no hay calificaciones
- METOD BG Worktops Complete ESDocumento36 páginasMETOD BG Worktops Complete ESSas Parak0% (1)
- Elementos, Fundaciones Estructuras PDFDocumento77 páginasElementos, Fundaciones Estructuras PDFrloayzamariacaAún no hay calificaciones
- Cin Performance Coatings Portfolio Espdf - 1658137174Documento48 páginasCin Performance Coatings Portfolio Espdf - 1658137174AnaAún no hay calificaciones
- Revista de MineriaDocumento76 páginasRevista de MineriaBrian Alex Herrera CheglioAún no hay calificaciones
- MatymetDocumento3 páginasMatymetDiego Javier Rojas SanzAún no hay calificaciones
- RadioDocumento4 páginasRadioMarianelaAún no hay calificaciones
- LibroDocumento8 páginasLibroJonas Villasana PerezAún no hay calificaciones
- YACIMIENTOS DE ÓXIDOS DE Fe-Cu-AuDocumento7 páginasYACIMIENTOS DE ÓXIDOS DE Fe-Cu-Augeo_manuel_18Aún no hay calificaciones
- Análisis de condiciones higrotérmicas para las gallinas de postura en OaxacaDocumento11 páginasAnálisis de condiciones higrotérmicas para las gallinas de postura en OaxacaRamiroAún no hay calificaciones
- Filtros de celulosa Whatman para análisis de laboratorioDocumento6 páginasFiltros de celulosa Whatman para análisis de laboratorioMarylu GómezAún no hay calificaciones
- HMSDS ChamfercordDocumento10 páginasHMSDS ChamfercordGreyci RequizAún no hay calificaciones
- Fundamentos de Metal CastingDocumento58 páginasFundamentos de Metal CastingChristian Oribe Castillo100% (7)
- Modelos de FundicionDocumento18 páginasModelos de FundicionCristobal JM Creativ67% (3)
- ESPECIFICACIONES TECNICAS FOGUAVI CON SERVICIOS CorregidoDocumento7 páginasESPECIFICACIONES TECNICAS FOGUAVI CON SERVICIOS CorregidoHerbert Orlando Castillo ManzoAún no hay calificaciones
- Diseño de Partes Fundidas IDocumento38 páginasDiseño de Partes Fundidas IJulio César MurgueytioAún no hay calificaciones
- Evidencia 4.4 Actividad de InvestigacionDocumento20 páginasEvidencia 4.4 Actividad de InvestigacionFabio ArdAraAún no hay calificaciones
- 6 Etapas Proyecto Minero PDFDocumento28 páginas6 Etapas Proyecto Minero PDFJonathan Alexis ValderramaAún no hay calificaciones
- Guia Practica de Ecologia UrbanaDocumento52 páginasGuia Practica de Ecologia UrbanaAle Lí100% (2)
- Encuesta Creación Empresa de ReciclajeDocumento4 páginasEncuesta Creación Empresa de ReciclajeJuventus7100% (2)
- 4to Grado - Bloque 4 - Ciencias NaturalesDocumento10 páginas4to Grado - Bloque 4 - Ciencias NaturalesAndy GutierrezAún no hay calificaciones