También podría gustarte
- Proceso de Producción Caretas de Protección FacialDocumento3 páginasProceso de Producción Caretas de Protección FacialdavidAún no hay calificaciones
- 2021-0 EET - Evaluacion Virtual PC1 - GrupalDocumento2 páginas2021-0 EET - Evaluacion Virtual PC1 - GrupalKarla RodríguezAún no hay calificaciones
- Amfe de Una Puerta (Grupo2)Documento12 páginasAmfe de Una Puerta (Grupo2)Jhosua Haro GarciaAún no hay calificaciones
- Fabricación de zapatos: proceso de corte, armado y cocidoDocumento2 páginasFabricación de zapatos: proceso de corte, armado y cocidoJose VasquezAún no hay calificaciones
- Ficha Tecnica AceroDocumento3 páginasFicha Tecnica AceroAnonymous vuPzDUkSAún no hay calificaciones
- Pareto Dop Dap-2Documento11 páginasPareto Dop Dap-2Frank Espinoza LeónAún no hay calificaciones
- Dap DopDocumento2 páginasDap DopJorge Gamarra Tolentino0% (1)
- Trabajo Final de Gandules - Grupo 8Documento24 páginasTrabajo Final de Gandules - Grupo 8Cr GuevaraAún no hay calificaciones
- 01 de Julio - SEM 3 - DAP-RECORRIDOSDocumento26 páginas01 de Julio - SEM 3 - DAP-RECORRIDOSLuis Miguel Abanto CruzAún no hay calificaciones
- Tarea Academica 2 DDocumento2 páginasTarea Academica 2 DManuel Laura MamaniAún no hay calificaciones
- Fabricacion Del Vidrio CurvoDocumento6 páginasFabricacion Del Vidrio CurvoJonathan PortillaAún no hay calificaciones
- Producto Académico #2: Tarea Colaborativa: 1. Consideraciones: Criterio Detalle Tema o Asunto EnunciadoDocumento3 páginasProducto Académico #2: Tarea Colaborativa: 1. Consideraciones: Criterio Detalle Tema o Asunto Enunciadom cla yacolAún no hay calificaciones
- Guillermo Emanuelle Mejía Morales - Ejercicio PDFDocumento2 páginasGuillermo Emanuelle Mejía Morales - Ejercicio PDFGuillermö Emanuelle M MAún no hay calificaciones
- Diseño de planta industrial para fabricación de ollas y teteras de aluminioDocumento46 páginasDiseño de planta industrial para fabricación de ollas y teteras de aluminioMaryan Quiñones33% (3)
- Ciencias AplicadasDocumento13 páginasCiencias AplicadasJosé antonioAún no hay calificaciones
- Tarea No.3 ProductividadDocumento2 páginasTarea No.3 ProductividadRosarioAún no hay calificaciones
- Sustitutos y Complementarios del AceroDocumento7 páginasSustitutos y Complementarios del AceroBerlyn QuispeAún no hay calificaciones
- Ruedas DentadasDocumento26 páginasRuedas DentadasPablo Maldonado AlaniaAún no hay calificaciones
- Guia de Producto Academico - 2 - MetrologíaDocumento13 páginasGuia de Producto Academico - 2 - MetrologíaYosh VDAún no hay calificaciones
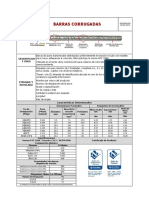
- Ficha Tecnica Barras CorrugadasDocumento1 páginaFicha Tecnica Barras CorrugadasJheisson Andres Rodriguez ZambranoAún no hay calificaciones
- PC 2 Ingeniería de MétodosDocumento8 páginasPC 2 Ingeniería de MétodosAndrea SuarezAún no hay calificaciones
- Dop y DapDocumento5 páginasDop y DapAnthony MerinoAún no hay calificaciones
- Química I - Parte práctica seminario No1Documento12 páginasQuímica I - Parte práctica seminario No1Angel RosalesAún no hay calificaciones
- Actividad 6. Cálculo de Materiales y Energía en Proceso de Extrusión-DesarrolladoDocumento21 páginasActividad 6. Cálculo de Materiales y Energía en Proceso de Extrusión-Desarrolladomirka del pilarAún no hay calificaciones
- Mandiles DesechablesDocumento12 páginasMandiles DesechablesEliana FloresAún no hay calificaciones
- Laboratorio Grupal NDocumento6 páginasLaboratorio Grupal NKarla Rodríguez100% (1)
- AvanceTrabajoBizagi GRUPO5Documento8 páginasAvanceTrabajoBizagi GRUPO5ELIZABETH QUISPE HUAMANI0% (1)
- Sistema EmpresarialDocumento10 páginasSistema EmpresarialRoger RuizAún no hay calificaciones
- Actividad 5. Cuestionario Sobre Criterios de Selección Parámetros de CorteDocumento4 páginasActividad 5. Cuestionario Sobre Criterios de Selección Parámetros de CorteJhon MOAún no hay calificaciones
- Elabore Un DOPDocumento6 páginasElabore Un DOPInvi MayaAún no hay calificaciones
- S08 S1-HistogramasDocumento25 páginasS08 S1-HistogramasVictor SantiagoAún no hay calificaciones
- S04.s1-Material Práctica de LaboratorioDocumento10 páginasS04.s1-Material Práctica de Laboratoriocielo tacaAún no hay calificaciones
- Fii01am04 - 0120123 Oscilaciones PDFDocumento5 páginasFii01am04 - 0120123 Oscilaciones PDFwotto208Aún no hay calificaciones
- S14 s1+-+Material+FQDocumento33 páginasS14 s1+-+Material+FQCASTELO CORTEZ CARMEN ROSAAún no hay calificaciones
- Avance 01 Grupo 01Documento59 páginasAvance 01 Grupo 01Elvis RoqueAún no hay calificaciones
- Unitarias FinaleDocumento4 páginasUnitarias FinaleDaniel HerreraAún no hay calificaciones
- Ambiental ParcialDocumento28 páginasAmbiental ParcialCRISTIAN abanto100% (1)
- Dop y DapDocumento5 páginasDop y DapLanzFAlFpAún no hay calificaciones
- Disposicion de Planta - Unidad 1 - Semana 1 - Sesion 2Documento29 páginasDisposicion de Planta - Unidad 1 - Semana 1 - Sesion 2Jorge CanepaAún no hay calificaciones
- Dop ErgonomiaDocumento1 páginaDop ErgonomiaLeonel Ghino Huamaní BonifacioAún no hay calificaciones
- SECADORES INDUSTRIALES: TIPOS Y APLICACIONESDocumento13 páginasSECADORES INDUSTRIALES: TIPOS Y APLICACIONESvictorAún no hay calificaciones
- Herramientas para El Planeamiento Sistematico DiseñoDocumento9 páginasHerramientas para El Planeamiento Sistematico DiseñoLuisAngelVargasAún no hay calificaciones
- Primer Avance-Empresa TextilV5Documento42 páginasPrimer Avance-Empresa TextilV5Joseph Stiven RiverosAún no hay calificaciones
- Examen Sustitutorio Ingeniería Métodos II - 2021-IDocumento5 páginasExamen Sustitutorio Ingeniería Métodos II - 2021-IAlvaro VargasAún no hay calificaciones
- Ef GRRHH 2021 AgostoDocumento2 páginasEf GRRHH 2021 AgostoLUZ CAMILA ARROSQUIPA SUNIAún no hay calificaciones
- Integrador ExposiciónDocumento54 páginasIntegrador ExposiciónCarlos Calderon BravoAún no hay calificaciones
- Mejoras Proceso Corte Fleje Acero Inoxidable - MetalvinDocumento8 páginasMejoras Proceso Corte Fleje Acero Inoxidable - Metalvinmetalvin100% (1)
- Proceso productivo del néctar de piñaDocumento3 páginasProceso productivo del néctar de piñaJimena Jimenez0% (1)
- Dop EnunciadosDocumento6 páginasDop EnunciadosHugo Enrique Oblitas SalinasAún no hay calificaciones
- Pco 16406 - PC2 Lu - Mi 2020Documento1 páginaPco 16406 - PC2 Lu - Mi 2020fiorelaAún no hay calificaciones
- S12.s1 - Material - Diseño de AlmacénDocumento6 páginasS12.s1 - Material - Diseño de AlmacénDeysi Noalcca GutierrezAún no hay calificaciones
- Guia 10 Carnot y DSDocumento2 páginasGuia 10 Carnot y DSFernandoAún no hay calificaciones
- Los Enfoques de Ishikawa, Taguchi, FeigenbaumDocumento8 páginasLos Enfoques de Ishikawa, Taguchi, FeigenbaumErick omar Huaman araujoAún no hay calificaciones
- Solución DOP ejemplos mesa telefono lápizDocumento2 páginasSolución DOP ejemplos mesa telefono lápizJhon Alejandro GuillermoAún no hay calificaciones
- G5 Ta1 Grupal ErgonomíaDocumento18 páginasG5 Ta1 Grupal ErgonomíaVictor MedinaAún no hay calificaciones
- S3 - Técnicas de Pronóstico de La DemandaDocumento2 páginasS3 - Técnicas de Pronóstico de La Demandafrodriguezp30Aún no hay calificaciones
- Consumiendo: Introducción al consumo y al consumidor colombianoDe EverandConsumiendo: Introducción al consumo y al consumidor colombianoAún no hay calificaciones
- 03 DecapadomecanicoDocumento46 páginas03 DecapadomecanicoCeleste Orbegoso PantojaAún no hay calificaciones
- ECUAMATRIZDocumento15 páginasECUAMATRIZJosh FysAún no hay calificaciones
- Trefilado A Altas VelocidadesDocumento45 páginasTrefilado A Altas Velocidadesmagon1984Aún no hay calificaciones
- Enunciado CASO PRACTICO DEL USO KARDEXDocumento2 páginasEnunciado CASO PRACTICO DEL USO KARDEXCarlos Miguel Anchayhua Ramos100% (1)
- Randy Practica DirigidaDocumento17 páginasRandy Practica DirigidaCarlos Miguel Anchayhua RamosAún no hay calificaciones
- 4 Percepción Atribución y Comport CasoDocumento42 páginas4 Percepción Atribución y Comport CasoMartin OrdoñezAún no hay calificaciones
- PRACTICA CALIFICADA 3 - GP 304V – PARTE II: Ejercicios MRP Bicicleta y ProblemaDocumento3 páginasPRACTICA CALIFICADA 3 - GP 304V – PARTE II: Ejercicios MRP Bicicleta y ProblemaCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Objetivos KPIs Jefe Operaciones transporteDocumento2 páginasObjetivos KPIs Jefe Operaciones transporteAngel ChirinosAún no hay calificaciones
- Enfoque DiagnósticoDocumento20 páginasEnfoque DiagnósticoCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Liderazgo. Tipos. CaracterísticasDocumento37 páginasLiderazgo. Tipos. CaracterísticasCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Web PATITAS DE AMOR JoomlaDocumento10 páginasWeb PATITAS DE AMOR JoomlaCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Liderazgo y Motivación. RefuerzoDocumento25 páginasLiderazgo y Motivación. RefuerzoCarlos Miguel Anchayhua RamosAún no hay calificaciones
- s11 Estilos de Liderazgo - CasofriedmanDocumento48 páginass11 Estilos de Liderazgo - CasofriedmanJhonatan Contreras AparicioAún no hay calificaciones
- Analisis Del Caso Del Robot AsesinoDocumento1 páginaAnalisis Del Caso Del Robot AsesinoCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Mantenimiento de ImpresoraDocumento5 páginasMantenimiento de ImpresoraCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Caso 1 Wendel 12Documento10 páginasCaso 1 Wendel 12Carlos Miguel Anchayhua RamosAún no hay calificaciones
- Sistemas Operativos Control de Lectura 7 - PreguntasDocumento2 páginasSistemas Operativos Control de Lectura 7 - PreguntasCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Objetivos y KPIs del Jefe de VentasDocumento2 páginasObjetivos y KPIs del Jefe de VentasCarlos Miguel Anchayhua Ramos0% (1)
- Plan de inventarios optimoDocumento13 páginasPlan de inventarios optimoCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Fijación Del Precio Del Gas Natural en El Mercado IndustrialDocumento1 páginaFijación Del Precio Del Gas Natural en El Mercado IndustrialCarlos Miguel Anchayhua RamosAún no hay calificaciones
- ST 314U - ProgInst - 2019IDocumento4 páginasST 314U - ProgInst - 2019ICarlos Miguel Anchayhua RamosAún no hay calificaciones
- Mantenimiento de ImpresoraDocumento5 páginasMantenimiento de ImpresoraCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Ases - 2020 07 23Documento2 páginasAses - 2020 07 23Carlos Miguel Anchayhua RamosAún no hay calificaciones
- Consolidado Tópicos - KFCDocumento37 páginasConsolidado Tópicos - KFCCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Control de Lectura 5Documento2 páginasControl de Lectura 5Carlos Miguel Anchayhua RamosAún no hay calificaciones
- Grupo B de estudiantes ordenados por correoDocumento12 páginasGrupo B de estudiantes ordenados por correoCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Arquitectura Del Computador Tarea CDocumento2 páginasArquitectura Del Computador Tarea CCarlos Miguel Anchayhua RamosAún no hay calificaciones
- Deva - Grupo de Trabajo-20201Documento1 páginaDeva - Grupo de Trabajo-20201Carlos Miguel Anchayhua RamosAún no hay calificaciones
- MARE - PLANTILLA - v7.1Documento29 páginasMARE - PLANTILLA - v7.1Carlos Miguel Anchayhua RamosAún no hay calificaciones
- Marketing - 1er Entregable - FinalDocumento25 páginasMarketing - 1er Entregable - FinalCarlos Miguel Anchayhua RamosAún no hay calificaciones
- ASES - 2020 04 25 - v1Documento2 páginasASES - 2020 04 25 - v1Carlos Miguel Anchayhua RamosAún no hay calificaciones
- Ases - 2020 07 23Documento2 páginasAses - 2020 07 23Carlos Miguel Anchayhua RamosAún no hay calificaciones
- POKT - PLANTILLA - v4.7Documento1 páginaPOKT - PLANTILLA - v4.7Carlos Miguel Anchayhua RamosAún no hay calificaciones
- Elementos de Amoblamiento Urbano - RampasDocumento11 páginasElementos de Amoblamiento Urbano - Rampascamilo gilAún no hay calificaciones
- Ejemplo Redes WiFiDocumento18 páginasEjemplo Redes WiFiArmando RodriguezAún no hay calificaciones
- Cisco IOS Voice Translations - En.esDocumento4 páginasCisco IOS Voice Translations - En.esmaldonadopxAún no hay calificaciones
- Proyecto Final HCGDocumento24 páginasProyecto Final HCGIleana MoránAún no hay calificaciones
- ASIGNACION No 5 SISTEMA DE TUBERIAS, ELECTRICO, ABASTECIMIENTO DE AGUAS BLANCAS Y AGUAS SERVIDADDocumento11 páginasASIGNACION No 5 SISTEMA DE TUBERIAS, ELECTRICO, ABASTECIMIENTO DE AGUAS BLANCAS Y AGUAS SERVIDADDENNIS HERNANDEZAún no hay calificaciones
- RS480 - Mantenimiento Centrado en La Confiabilidad PDFDocumento244 páginasRS480 - Mantenimiento Centrado en La Confiabilidad PDFWalther Larico67% (3)
- MinutasDocumento9 páginasMinutasMaria Lorean CasasolaAún no hay calificaciones
- Diseño Estr RecipientesDocumento316 páginasDiseño Estr RecipientesviglesAún no hay calificaciones
- Guia Practica Hospitalseguro PDFDocumento24 páginasGuia Practica Hospitalseguro PDFRuben MartinezAún no hay calificaciones
- El Pandeo Es Un Fenómeno de Inestabilidad Elástica Que Puede Darse en Elementos Comprimidos EsbeltosDocumento4 páginasEl Pandeo Es Un Fenómeno de Inestabilidad Elástica Que Puede Darse en Elementos Comprimidos Esbeltosvictor911223Aún no hay calificaciones
- Estadisticas INECDocumento191 páginasEstadisticas INECJorge LopezAún no hay calificaciones
- Programacion Academica 11 03 2019 09 - 50 - 42Documento7 páginasProgramacion Academica 11 03 2019 09 - 50 - 42Camila Ximena Anaya AlarcónAún no hay calificaciones
- Cavero Cavero Jose MartinDocumento15 páginasCavero Cavero Jose MartinJose CaveroAún no hay calificaciones
- Actividad 2 La Importancia de Las MatemáticasDocumento7 páginasActividad 2 La Importancia de Las MatemáticasJessica RojasAún no hay calificaciones
- Reinicio de Obras Directiva 052020CIACEPDocumento17 páginasReinicio de Obras Directiva 052020CIACEPalexAún no hay calificaciones
- Curriculo y DidacticaDocumento5 páginasCurriculo y Didacticaomar100% (1)
- 1456-Texto Del Artículo-5629-1-10-20120327Documento4 páginas1456-Texto Del Artículo-5629-1-10-20120327Lou AndreasAún no hay calificaciones
- Analisis Estadistico de Probetas - GUIADocumento8 páginasAnalisis Estadistico de Probetas - GUIAFreddy Viveros MenachoAún no hay calificaciones
- AsciiDocumento4 páginasAsciiRicardo5199Aún no hay calificaciones
- La distopía en la literatura: comparación de Un mundo feliz, 1984 y Fahrenheit 451Documento3 páginasLa distopía en la literatura: comparación de Un mundo feliz, 1984 y Fahrenheit 451maria llanos100% (1)
- YOLANDA .CLAVIJO Guia de Aprendizaje Introducción MIPGDocumento7 páginasYOLANDA .CLAVIJO Guia de Aprendizaje Introducción MIPGYolanda Clavijo CortesAún no hay calificaciones
- Teorema de Pitágoras en la teoría de matricesDocumento80 páginasTeorema de Pitágoras en la teoría de matricestigredelmonte100% (1)
- Afrontamiento Del Estrés PowerDocumento10 páginasAfrontamiento Del Estrés Powercarolina garciaAún no hay calificaciones
- Ensayo PsuDocumento13 páginasEnsayo Psuandrea gonzalezAún no hay calificaciones
- Programa de Salud Publica 2022.CIO Salud - FinalDocumento5 páginasPrograma de Salud Publica 2022.CIO Salud - FinalAndrea ParedesAún no hay calificaciones
- Las propiedades de los suelos y su comportamiento como material de construcciónDocumento5 páginasLas propiedades de los suelos y su comportamiento como material de construcciónJhonatan Francisco Villalobos AguilarAún no hay calificaciones
- Leyes de KeplerDocumento7 páginasLeyes de KeplerJose Luis Garcia GonzalesAún no hay calificaciones
- Fichas Didacticas ProporcionalidadDocumento38 páginasFichas Didacticas Proporcionalidadmichingon50% (2)
- Calidad de La InvestigaciónDocumento21 páginasCalidad de La InvestigaciónPaola injanteAún no hay calificaciones
- Jonathan Gonzalez Introduccion A La Programacion Semana 7Documento10 páginasJonathan Gonzalez Introduccion A La Programacion Semana 7cristian chacon muñozAún no hay calificaciones