También podría gustarte
- Lecture-3 Flow Shop 3 MC Problem 23aug22Documento40 páginasLecture-3 Flow Shop 3 MC Problem 23aug22motted groupAún no hay calificaciones
- Production SchedulingDocumento5 páginasProduction SchedulingElbert Leo AstilleroAún no hay calificaciones
- Production Planning and ControlDocumento27 páginasProduction Planning and Controlsagar09Aún no hay calificaciones
- Sequencing Problems 1Documento24 páginasSequencing Problems 1Div SavaliyaAún no hay calificaciones
- Operations Research VII SEMESTER (18ME735) Module - 5: Department of Collegiate and Technical EducationDocumento29 páginasOperations Research VII SEMESTER (18ME735) Module - 5: Department of Collegiate and Technical Educationjhansi lakshmiAún no hay calificaciones
- Flow Shop Scheduling: Chapter ContentsDocumento33 páginasFlow Shop Scheduling: Chapter ContentsRajendra Prasad DashAún no hay calificaciones
- Assignment - 4Documento2 páginasAssignment - 4ranjeet singhAún no hay calificaciones
- Sequencing: The Assumptions There Are Some General Assumptions Made To Solve The SequencingDocumento2 páginasSequencing: The Assumptions There Are Some General Assumptions Made To Solve The Sequencingtejashraj93Aún no hay calificaciones
- Sequencing ProblemsDocumento2 páginasSequencing ProblemsSubramani Lakshmaiha100% (1)
- IJSRDV7I10123Documento3 páginasIJSRDV7I10123uzmanoureenaAún no hay calificaciones
- Unit - II: Sequencing Problems Johnson's RuleDocumento30 páginasUnit - II: Sequencing Problems Johnson's RuleRakib KhanAún no hay calificaciones
- HANAOEUENT SCIENCE Viri. It, No. 10, June, 1970Documento9 páginasHANAOEUENT SCIENCE Viri. It, No. 10, June, 1970Harsha KasaragodAún no hay calificaciones
- Operation Research II Sequencing Problems and Game Theory SolutionsDocumento14 páginasOperation Research II Sequencing Problems and Game Theory SolutionsSSC PREETHIKA R.VAún no hay calificaciones
- Ie 444 Scheduling: Dr. Ahmet AKTAŞDocumento26 páginasIe 444 Scheduling: Dr. Ahmet AKTAŞSezen GökmenAún no hay calificaciones
- Sequenceing: Processing N Jobs Through Two MachinesDocumento8 páginasSequenceing: Processing N Jobs Through Two MachineskhaledawarsiAún no hay calificaciones
- Or M3 Ktunotes - inDocumento62 páginasOr M3 Ktunotes - inJaya sankarAún no hay calificaciones
- Operations Research: Department of MathematicsDocumento13 páginasOperations Research: Department of MathematicsNaga AvinashAún no hay calificaciones
- 7 Sequencing ProblemsDocumento40 páginas7 Sequencing Problemschaitanya mudlapurAún no hay calificaciones
- Sequencing Models: Nitrav J Bhavsar Ddu, NadiadDocumento24 páginasSequencing Models: Nitrav J Bhavsar Ddu, NadiadBansi TumbadiaAún no hay calificaciones
- Scheduling & Sequencing Njobs 2 Machines 2012Documento80 páginasScheduling & Sequencing Njobs 2 Machines 2012gay mojicaAún no hay calificaciones
- END 395 Lecture 5 HandoutDocumento5 páginasEND 395 Lecture 5 HandoutFerda ÇetikAún no hay calificaciones
- Operations Research: Job Sequencing and Replacement TheoryDocumento9 páginasOperations Research: Job Sequencing and Replacement TheoryAhmad Zia YaqoobiAún no hay calificaciones
- SequencingDocumento16 páginasSequencingSundaramali Govindaswamy GAún no hay calificaciones
- Chapter 6 Job SchedulingDocumento25 páginasChapter 6 Job Schedulingnescafe okAún no hay calificaciones
- Assignment ProblemsDocumento36 páginasAssignment ProblemsAniruddha SAún no hay calificaciones
- KMB 206 OR Unit - 4Documento21 páginasKMB 206 OR Unit - 4Prashant SharmaAún no hay calificaciones
- Lecture-2 Flow Shop Scheduling Johnson's Method 22aug22Documento29 páginasLecture-2 Flow Shop Scheduling Johnson's Method 22aug22motted groupAún no hay calificaciones
- Memetic For JSPDocumento11 páginasMemetic For JSPHyma MadivadaAún no hay calificaciones
- Independent: Le-Machine e The MinimizingDocumento1 páginaIndependent: Le-Machine e The MinimizingPragyan Kumar PradhanAún no hay calificaciones
- Chapter 4 Assignment ProblemDocumento36 páginasChapter 4 Assignment ProblemTamiru BeyeneAún no hay calificaciones
- Concept of Logical Sort For Idle Time Minimization of Rental/Critical Machine in FlowshopDocumento6 páginasConcept of Logical Sort For Idle Time Minimization of Rental/Critical Machine in FlowshopTJPRC PublicationsAún no hay calificaciones
- Algorithm Solves Job Shop Scheduling with Machine ConstraintsDocumento7 páginasAlgorithm Solves Job Shop Scheduling with Machine Constraintssniperhawk00Aún no hay calificaciones
- Three-machine flowshop optimizationDocumento10 páginasThree-machine flowshop optimizationpkj009Aún no hay calificaciones
- Assignment Problem TFJTDocumento5 páginasAssignment Problem TFJTHrutik DeshmukhAún no hay calificaciones
- Scheduling and Sequencing-IDocumento71 páginasScheduling and Sequencing-IPrateek Konvicted100% (1)
- M4L3 LNDocumento9 páginasM4L3 LNswapna44Aún no hay calificaciones
- 52213-mt - Operation ResearchDocumento2 páginas52213-mt - Operation ResearchSRINIVASA RAO GANTA100% (2)
- Unit III 2 SPDocumento9 páginasUnit III 2 SPPravah ShuklaAún no hay calificaciones
- Op Scheduling Lesson 8Documento36 páginasOp Scheduling Lesson 8Balraj AnandAún no hay calificaciones
- Or - Assignment Problem Roll No. 93Documento20 páginasOr - Assignment Problem Roll No. 93Pranav AggarwalAún no hay calificaciones
- Designing Product Layouts - Line BalancingDocumento6 páginasDesigning Product Layouts - Line BalancingSabri MaarofAún no hay calificaciones
- Assignment No 1 (Sequence problem)Documento6 páginasAssignment No 1 (Sequence problem)yadu nairAún no hay calificaciones
- ApexDocumento23 páginasApexMadhava PadiyarAún no hay calificaciones
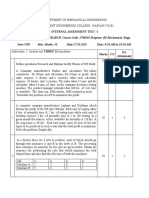
- Course: OERATIONS RESEARCH Course Code: 17ME81 Program: BE Mechanical Engg. Sem - VIII Max. Marks: 30 Date:27.05.2020 Time: 9:30 AM To 10:30 AMDocumento2 páginasCourse: OERATIONS RESEARCH Course Code: 17ME81 Program: BE Mechanical Engg. Sem - VIII Max. Marks: 30 Date:27.05.2020 Time: 9:30 AM To 10:30 AMLokesh Lokesh D SAún no hay calificaciones
- Sequencing Problems - Operation Research CalculatorDocumento2 páginasSequencing Problems - Operation Research Calculatormks5071Aún no hay calificaciones
- Assignment LUfactorisationDocumento5 páginasAssignment LUfactorisationwebforderAún no hay calificaciones
- Machines Jobs: 1 2 3 4 A B C D EDocumento3 páginasMachines Jobs: 1 2 3 4 A B C D EPritiAún no hay calificaciones
- Sequencing (Models) : Job Sequencing What Is Best Sequence: Based On ObjectiveDocumento57 páginasSequencing (Models) : Job Sequencing What Is Best Sequence: Based On Objectivemanendra chopraAún no hay calificaciones
- Sequencing ModelDocumento10 páginasSequencing ModelBisoyeAún no hay calificaciones
- Nawaz 1983Documento5 páginasNawaz 1983LUISA FRAZAO PRIMOAún no hay calificaciones
- Schedule Chapter5 V2Documento18 páginasSchedule Chapter5 V2ミンAún no hay calificaciones
- Chapter 2Documento37 páginasChapter 2schaAún no hay calificaciones
- Job Sequencing On 3 Machines.: - Two Conditions For A Easy SolutionDocumento16 páginasJob Sequencing On 3 Machines.: - Two Conditions For A Easy SolutionSegarta AntoniusAún no hay calificaciones
- Job Sequencing On 3 Machines.: - Two Conditions For A Easy SolutionDocumento16 páginasJob Sequencing On 3 Machines.: - Two Conditions For A Easy SolutionSegarta AntoniusAún no hay calificaciones
- Sequencing ProblemDocumento27 páginasSequencing ProblemSaurabh MishraAún no hay calificaciones
- Chapter 5: Job Shop Scheduling: Phan Nguyen Ky Phuc April 8, 2020Documento18 páginasChapter 5: Job Shop Scheduling: Phan Nguyen Ky Phuc April 8, 2020ManhAún no hay calificaciones
- Production Planning and ControlDocumento45 páginasProduction Planning and Controlsagar09Aún no hay calificaciones
- SEQUENCINGDocumento34 páginasSEQUENCINGmayureshk776Aún no hay calificaciones
- A Brief Introduction to MATLAB: Taken From the Book "MATLAB for Beginners: A Gentle Approach"De EverandA Brief Introduction to MATLAB: Taken From the Book "MATLAB for Beginners: A Gentle Approach"Calificación: 2.5 de 5 estrellas2.5/5 (2)
- DC Motor DrivesDocumento11 páginasDC Motor DrivesVikram NikhilAún no hay calificaciones
- Core Banking Solutions FinalDocumento7 páginasCore Banking Solutions FinalShashank VarmaAún no hay calificaciones
- The Predictive Potential and Organizational Challenges of Near Repeat Armed Street RobberiesDocumento16 páginasThe Predictive Potential and Organizational Challenges of Near Repeat Armed Street Robberiesmilan vAún no hay calificaciones
- Gencon - 2 PDFDocumento43 páginasGencon - 2 PDFJosé Da Silva Mata100% (1)
- Best Software For Civil Engineering & Design in 2020 - G2Documento19 páginasBest Software For Civil Engineering & Design in 2020 - G2sp thipathiAún no hay calificaciones
- 2022 ELA125A Practical Guide v11Documento16 páginas2022 ELA125A Practical Guide v11Ouch ZeroSlackAún no hay calificaciones
- Converting To Base 256 From DecimalDocumento4 páginasConverting To Base 256 From DecimalZohaibAltafKhanAún no hay calificaciones
- StressFree Sketching Week 1 Assignment LTDocumento2 páginasStressFree Sketching Week 1 Assignment LTMariana BelhamAún no hay calificaciones
- Mechanical Engg Classes at Jyothis AcademyDocumento14 páginasMechanical Engg Classes at Jyothis AcademyRAMA RAJU PYDIAún no hay calificaciones
- IBM Websphere Application Server Types of ProfilesDocumento15 páginasIBM Websphere Application Server Types of ProfilessrisylamAún no hay calificaciones
- Photoshop green screen background removalDocumento2 páginasPhotoshop green screen background removalJatiAún no hay calificaciones
- Abstract-An Analog Circuit For The Fitzhugh-Nagumo Equations IsDocumento5 páginasAbstract-An Analog Circuit For The Fitzhugh-Nagumo Equations Isneel1237Aún no hay calificaciones
- Career Objective:: Chandru.K Contact No: E-MailDocumento3 páginasCareer Objective:: Chandru.K Contact No: E-MailChand RuAún no hay calificaciones
- Abbreviation SlidesDocumento23 páginasAbbreviation SlidesHind ChehabeddineAún no hay calificaciones
- Golden Gate TutorialDocumento26 páginasGolden Gate TutorialVimlendu KumarAún no hay calificaciones
- 'Daily Lesson Plan 2023 Class 8Documento4 páginas'Daily Lesson Plan 2023 Class 8hamza ShahidAún no hay calificaciones
- Saswati Chakraborti ResumeDocumento7 páginasSaswati Chakraborti ResumeSaswati ChakrabortiAún no hay calificaciones
- AT100/AT200 Magnetostrictive Level Transmitter: Module Enhancement & Part Number ChangeDocumento2 páginasAT100/AT200 Magnetostrictive Level Transmitter: Module Enhancement & Part Number ChangeadrianioantomaAún no hay calificaciones
- Orphan Process: Write A Program To Create A Thread To Find The Factorial of A Natural Number N'Documento40 páginasOrphan Process: Write A Program To Create A Thread To Find The Factorial of A Natural Number N'srinivasa reddyAún no hay calificaciones
- Radio Interference PDFDocumento76 páginasRadio Interference PDFBorut ZaletelAún no hay calificaciones
- Concentric Cell TechnologyDocumento27 páginasConcentric Cell TechnologyHazem MaherAún no hay calificaciones
- Mtcna: Mikrotik Certified Network Associate TrainingDocumento311 páginasMtcna: Mikrotik Certified Network Associate TrainingAndi Gun's SmithAún no hay calificaciones
- P01-03 Plant Hierarchy V8.1 S0915 enDocumento15 páginasP01-03 Plant Hierarchy V8.1 S0915 ennelle69Aún no hay calificaciones
- Please Note That Cypress Is An Infineon Technologies CompanyDocumento18 páginasPlease Note That Cypress Is An Infineon Technologies Companyyoucef88Aún no hay calificaciones
- Justification d1Documento3 páginasJustification d1api-644892937Aún no hay calificaciones
- Aditya Publication - 150+ Educational TitlesDocumento24 páginasAditya Publication - 150+ Educational Titlesishwarkp17100% (1)
- ReleaseNote - FileList of X441MAR - 2009 - X64 - V1.00Documento7 páginasReleaseNote - FileList of X441MAR - 2009 - X64 - V1.00Johanis.WAún no hay calificaciones
- Airbus A320, A330 Panel Documentation PDFDocumento62 páginasAirbus A320, A330 Panel Documentation PDFharnerto100% (2)
- EV-H-A1R 54C - M - EN - 2014 - D - Heat Detector SalwicoDocumento2 páginasEV-H-A1R 54C - M - EN - 2014 - D - Heat Detector SalwicoCarolinaAún no hay calificaciones
- Masonry Chronicles Spring 2009 PDFDocumento8 páginasMasonry Chronicles Spring 2009 PDFheiner_icAún no hay calificaciones