También podría gustarte
- Manual Operacion Cargador FrontalDocumento32 páginasManual Operacion Cargador FrontalJoshua Dalton85% (13)
- 3.1.2 Proceso de EstampadoDocumento8 páginas3.1.2 Proceso de EstampadoSarahi GallosoAún no hay calificaciones
- Manual IL NT AMF 25 EspañolDocumento170 páginasManual IL NT AMF 25 EspañolBarba Luis100% (10)
- Proceso de Medicion CMMDocumento7 páginasProceso de Medicion CMMAlfredo Geovanni Magaña De La FuenteAún no hay calificaciones
- Informe de CuchillaDocumento11 páginasInforme de CuchillaIv TailAún no hay calificaciones
- Códigos de Falla Modelos 4000 SchulzDocumento1 páginaCódigos de Falla Modelos 4000 SchulzEber.CV0% (1)
- Cuestionario TrefiladoDocumento4 páginasCuestionario TrefiladoMireya Luctuala100% (1)
- Fallas de AudioDocumento11 páginasFallas de Audiodaniel14Aún no hay calificaciones
- Examen de Quimica 2 QimestreDocumento10 páginasExamen de Quimica 2 QimestreKevin BarahonaAún no hay calificaciones
- Asignacion 1Documento19 páginasAsignacion 1Laura Massiel Paulino RodriguezAún no hay calificaciones
- Parámetros de CorteDocumento23 páginasParámetros de CorteaylinAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Maquinado Con Rayo LaserDocumento16 páginasMaquinado Con Rayo LaserLalo Torres GarciaAún no hay calificaciones
- Laboratorio de Inspeccion VisualDocumento11 páginasLaboratorio de Inspeccion VisualRuben Dario DeaquizAún no hay calificaciones
- SISTEMA de Lubricación CentralizadaDocumento5 páginasSISTEMA de Lubricación CentralizadaGeovanny Contreras CasadoAún no hay calificaciones
- 5.1 Ingenieria ConcurrenteDocumento1 página5.1 Ingenieria ConcurrenteJose Luis Flores100% (1)
- Proceso de Conformado de Los MaterialesDocumento5 páginasProceso de Conformado de Los MaterialesJose Luis EspinozaAún no hay calificaciones
- Capítulo 8: Procesos para Dar Forma A Los PlásticosDocumento5 páginasCapítulo 8: Procesos para Dar Forma A Los PlásticosnabygaxAún no hay calificaciones
- Ejercicio Cori de 17 A 19Documento4 páginasEjercicio Cori de 17 A 19Dennnis vargasAún no hay calificaciones
- Soldadura Por TermitaDocumento6 páginasSoldadura Por TermitaCristian Sebastian Medina RamirezAún no hay calificaciones
- Lab 2Documento5 páginasLab 2Abigail MontoyaAún no hay calificaciones
- Proceso de Fabricacion de Laminados, Productos ObtenidosDocumento13 páginasProceso de Fabricacion de Laminados, Productos ObtenidosDoménica MeloAún no hay calificaciones
- Aplicaciones del forjado en ingeniería mecánicaDocumento3 páginasAplicaciones del forjado en ingeniería mecánicajennu pullutaxiAún no hay calificaciones
- Ordenanza Metropolitana #404Documento69 páginasOrdenanza Metropolitana #404Steven MolinaAún no hay calificaciones
- Proyecto - U3 ED1 - Práctica de Simulación, Mediante Software Dedicado, de Un Proceso de MoldeoDocumento15 páginasProyecto - U3 ED1 - Práctica de Simulación, Mediante Software Dedicado, de Un Proceso de MoldeoDavid James RodriguezAún no hay calificaciones
- Las Principales Aplicaciones y Usos Del BronceDocumento6 páginasLas Principales Aplicaciones y Usos Del BronceCiro ChahuaAún no hay calificaciones
- Moores Law Forever - En.esDocumento3 páginasMoores Law Forever - En.esCésar UribeAún no hay calificaciones
- Pulvimetalurgia procesos fabricación aleaciones polvoDocumento49 páginasPulvimetalurgia procesos fabricación aleaciones polvoCristian Junior Incacutipa PerezAún no hay calificaciones
- Vocabulario de MetalografiaDocumento3 páginasVocabulario de MetalografiaenaesasAún no hay calificaciones
- Taller Extrusión y EstiradoDocumento3 páginasTaller Extrusión y EstiradoJohana RamirezAún no hay calificaciones
- Arenas de Fundición (Ok)Documento63 páginasArenas de Fundición (Ok)Albert Jhon Haro Castillo100% (8)
- Taller Trefilado - ForjaDocumento2 páginasTaller Trefilado - ForjaAdrianMauricioAún no hay calificaciones
- Proceso de Doblado de LáminaDocumento6 páginasProceso de Doblado de LáminaCamiloAún no hay calificaciones
- Ensayo de MetalografiaDocumento19 páginasEnsayo de MetalografiacamiloAún no hay calificaciones
- Hoja Técnica F1661Documento2 páginasHoja Técnica F1661Tacachiri Chocamani JaimeAún no hay calificaciones
- Corte Con OxiacetilenoDocumento6 páginasCorte Con OxiacetilenoAngel Gonzales0% (1)
- Marco Teórico-Laboratorio de LaminadoDocumento5 páginasMarco Teórico-Laboratorio de LaminadoJOHNY ROSALESAún no hay calificaciones
- Mecanica y Quimica Del MaquinadoDocumento4 páginasMecanica y Quimica Del Maquinadofredy llano quispeAún no hay calificaciones
- PulvimetalurgiaDocumento19 páginasPulvimetalurgiaPedro Romero BonillaAún no hay calificaciones
- Ensayos Tecnológicos de Los MaterialesDocumento6 páginasEnsayos Tecnológicos de Los MaterialesabelardoAún no hay calificaciones
- Rectificado Procesos de Fabricacion PDFDocumento30 páginasRectificado Procesos de Fabricacion PDFAngelGabrielZayasBAún no hay calificaciones
- Analisis de ArenasDocumento8 páginasAnalisis de ArenasLuis EstebanAún no hay calificaciones
- 2 Soldadura Por FusionDocumento8 páginas2 Soldadura Por FusionPedro Cuevas Martínez0% (1)
- TEO4-Acabados SuperficialesDocumento32 páginasTEO4-Acabados SuperficialesJuliana Ramirez LopezAún no hay calificaciones
- Ejercicios de extrusión, forja y trefiladoDocumento2 páginasEjercicios de extrusión, forja y trefiladodep250% (1)
- Ensayo de dureza Brinell en acero mediante máquina universalDocumento4 páginasEnsayo de dureza Brinell en acero mediante máquina universalAnthony ChainAún no hay calificaciones
- Pulvimetalurgia EngranajesDocumento12 páginasPulvimetalurgia EngranajesSebastian AcostaAún no hay calificaciones
- Tarea Del TetraedroDocumento3 páginasTarea Del TetraedroDeili Noemi Pérez NavarroAún no hay calificaciones
- Ecuaciones para el proceso de laminadoDocumento2 páginasEcuaciones para el proceso de laminadoJuan Pablo A A100% (2)
- Fresado Químico - HerreraDocumento21 páginasFresado Químico - HerreraErick YenqueAún no hay calificaciones
- Ensayo de TorsiónDocumento13 páginasEnsayo de TorsiónMike Moreno AcevedoAún no hay calificaciones
- Practica #6 Conformado de PlasticosDocumento8 páginasPractica #6 Conformado de PlasticosjoseAún no hay calificaciones
- Laminación de PlomoDocumento7 páginasLaminación de PlomoCarla Chaiña HanccoAún no hay calificaciones
- No BakeDocumento5 páginasNo BakeAndrey GomezAún no hay calificaciones
- Parámetros de corte para mecanizado de desbaste de Acero SAE 1020 en tornoDocumento12 páginasParámetros de corte para mecanizado de desbaste de Acero SAE 1020 en tornoHAROLD LUCIANO MARTINEZ FERNANDEZAún no hay calificaciones
- Rolado o Laminado de MetalesDocumento5 páginasRolado o Laminado de MetalesIan Francisco NoeAún no hay calificaciones
- Fundicion SolarDocumento18 páginasFundicion Solarcamilo isazaAún no hay calificaciones
- Practica 4 Pulido de Una Muestra MetalograficaDocumento4 páginasPractica 4 Pulido de Una Muestra MetalograficaMiguel Camargo50% (2)
- Problemas Sistemas 2 #11Documento16 páginasProblemas Sistemas 2 #11Manuel AlejandroAún no hay calificaciones
- Informe de Laboratorio Recocido Acero Aisi O1Documento12 páginasInforme de Laboratorio Recocido Acero Aisi O1SebaxtIan BarrIosAún no hay calificaciones
- PulvimetalurgiaDocumento31 páginasPulvimetalurgiaEvi GinaAún no hay calificaciones
- LECCION #8 - PulvimetalurgiaDocumento32 páginasLECCION #8 - PulvimetalurgiaFrank CaritasAún no hay calificaciones
- Metalurgia de Polvos PDFDocumento8 páginasMetalurgia de Polvos PDFNathalie HernandezAún no hay calificaciones
- PulvimetalurgiaDocumento11 páginasPulvimetalurgiaVJouleAún no hay calificaciones
- Tema 9Documento44 páginasTema 9PUBG MOBILE SG9Aún no hay calificaciones
- Clase 5 Pmac I-Dppractica Parte 1Documento58 páginasClase 5 Pmac I-Dppractica Parte 1Julio OruéAún no hay calificaciones
- La increíble historia de Lionel MessiDocumento15 páginasLa increíble historia de Lionel MessiDaniel SilesAún no hay calificaciones
- Clase II 250319Documento22 páginasClase II 250319Julio OruéAún no hay calificaciones
- Bombas MagnéticasDocumento4 páginasBombas MagnéticasJulio OruéAún no hay calificaciones
- Guia de Laboratorio 5 PulvimetalurgiaDocumento19 páginasGuia de Laboratorio 5 PulvimetalurgiaJulio OruéAún no hay calificaciones
- El Motor de Combustion InternaDocumento20 páginasEl Motor de Combustion InternaJulio OruéAún no hay calificaciones
- Calderos Pirotubulares2Documento20 páginasCalderos Pirotubulares2Julio OruéAún no hay calificaciones
- Costos IiDocumento40 páginasCostos IiJulio OruéAún no hay calificaciones
- Solucionario Examen Sustitutorio Gestión Personal 2014-IDocumento3 páginasSolucionario Examen Sustitutorio Gestión Personal 2014-IJulio OruéAún no hay calificaciones
- Mecánica de BancoDocumento43 páginasMecánica de BancoJulio OruéAún no hay calificaciones
- Prueba 2 Quimica OrganicaDocumento5 páginasPrueba 2 Quimica OrganicaPablo Salvador Calderon SantanderAún no hay calificaciones
- INCOGTDocumento54 páginasINCOGTnonoskycomAún no hay calificaciones
- Fundamentos QuímicosDocumento28 páginasFundamentos QuímicosJahzelAún no hay calificaciones
- TR1 de ComponentesDocumento9 páginasTR1 de Componentesjuan jose romani parejaAún no hay calificaciones
- 4 Ejercicios Corriente ElectricaDocumento3 páginas4 Ejercicios Corriente ElectricaPIERO MIGUEL VILLARAN PABLOAún no hay calificaciones
- Compuestos OrganometálicosDocumento27 páginasCompuestos OrganometálicosSebastián Lescano100% (1)
- Adobe Premiere Pro DiapositivaDocumento15 páginasAdobe Premiere Pro DiapositivaNohelia Magda Leo RafaeleAún no hay calificaciones
- Acceso Directo A MemoriaDocumento21 páginasAcceso Directo A MemoriaJosé ManuelAún no hay calificaciones
- Catálogo COMASADocumento2 páginasCatálogo COMASANoel SalazarAún no hay calificaciones
- Historia de Las ComputadorasDocumento10 páginasHistoria de Las ComputadorasValeria TisbeAún no hay calificaciones
- Boleta de Venta Electrónica: Universidad Andina Del CuscoDocumento1 páginaBoleta de Venta Electrónica: Universidad Andina Del CuscoJheferson PauccarAún no hay calificaciones
- Manual de Instalacion TOYOTA EPCDocumento25 páginasManual de Instalacion TOYOTA EPCjunior8363Aún no hay calificaciones
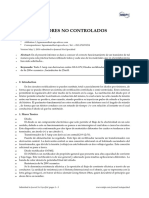
- Rectificadores No ControladosDocumento3 páginasRectificadores No ControladosBryan Lexheriito MHAún no hay calificaciones
- Proyecto Final-Redes Emergentes-Perla Jennifer Mendoza MartinezDocumento69 páginasProyecto Final-Redes Emergentes-Perla Jennifer Mendoza MartinezPerla Jennifer Mendoza MartinezAún no hay calificaciones
- Aficio MP 2550 3350 PDFDocumento6 páginasAficio MP 2550 3350 PDFMay JoseAún no hay calificaciones
- Permeabilidad magnética: propiedades y aplicaciones de los materiales magnéticosDocumento4 páginasPermeabilidad magnética: propiedades y aplicaciones de los materiales magnéticosCarlos Andres GAún no hay calificaciones
- PREINFORME Practica #3Documento4 páginasPREINFORME Practica #3AndresCeronAún no hay calificaciones
- Lab 01 - Motor ElectricoDocumento13 páginasLab 01 - Motor ElectricoSantiago Santa CruzAún no hay calificaciones
- Practica 4Documento3 páginasPractica 4Christian OrtizAún no hay calificaciones
- Datasheet.7905 en EspañolDocumento2 páginasDatasheet.7905 en EspañolCamila Mendoza GaonaAún no hay calificaciones
- Prueba de Matemática DecimalesDocumento3 páginasPrueba de Matemática DecimalesDanielitaLindaAún no hay calificaciones
- Manual de Inspeccion y Evaluacion para El MantenimientoDocumento4 páginasManual de Inspeccion y Evaluacion para El MantenimientoJuan Carlos Nuñez CanalAún no hay calificaciones
- Introducción a los Microcontroladores PIC16F8XX: Aplicaciones, Periféricos y Programación BásicaDocumento31 páginasIntroducción a los Microcontroladores PIC16F8XX: Aplicaciones, Periféricos y Programación BásicacarlosbuitronAún no hay calificaciones
- Comercial PhanehauseDocumento105 páginasComercial Phanehausemegane1772Aún no hay calificaciones
- Corriente Continua Vs Corriente AlternaDocumento2 páginasCorriente Continua Vs Corriente AlternaAnderson VasquezAún no hay calificaciones