También podría gustarte
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDe EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesAún no hay calificaciones
- Prediction of Solidification TimeDocumento9 páginasPrediction of Solidification TimeRaghu BhatAún no hay calificaciones
- Casting Process Design GuidelinesDocumento8 páginasCasting Process Design GuidelinestejassidhpuraAún no hay calificaciones
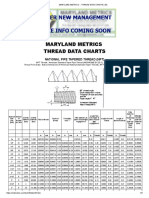
- Maryland Metrics - Thread Data Charts PDFDocumento3 páginasMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanAún no hay calificaciones
- GCE4145 Lecture 3 - CoreDocumento14 páginasGCE4145 Lecture 3 - CoreAbdullah SubbirAún no hay calificaciones
- ME-202 Sheet Metal OperationsDocumento35 páginasME-202 Sheet Metal OperationsAnonymous Zx7EG1PaAún no hay calificaciones
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocumento7 páginasKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaAún no hay calificaciones
- Chor InovDocumento7 páginasChor Inovmanoj ranathiive100% (1)
- MT-2 Core MaterialsDocumento3 páginasMT-2 Core MaterialsRavasaheb BholeAún no hay calificaciones
- Effect of Shape and Size on SolidificationDocumento6 páginasEffect of Shape and Size on Solidificationoğuz kağanAún no hay calificaciones
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Documento6 páginasKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranAún no hay calificaciones
- BS en 736-2 189Documento12 páginasBS en 736-2 189dionepsouzaAún no hay calificaciones
- Manufacturing Process-I (Casting)Documento25 páginasManufacturing Process-I (Casting)Rahul Deb PalAún no hay calificaciones
- PM 2 LibroDocumento18 páginasPM 2 LibrolupitagonzalezAún no hay calificaciones
- AVK Gate Valve HandwheelDocumento2 páginasAVK Gate Valve HandwheelQubit SizedAún no hay calificaciones
- BS EN 1267 BHCGNHHDocumento26 páginasBS EN 1267 BHCGNHHdionepsouzaAún no hay calificaciones
- DIN - ASME - STANDARD - HeadsDocumento3 páginasDIN - ASME - STANDARD - HeadsHong Dae YoonAún no hay calificaciones
- Technical Info FlangesDocumento12 páginasTechnical Info FlangesPopescu LeonardAún no hay calificaciones
- Sand Casting GuideDocumento71 páginasSand Casting Guidevenkat4Aún no hay calificaciones
- KAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enDocumento4 páginasKAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enCarlos Alfaro GuerraAún no hay calificaciones
- BS 5160Documento29 páginasBS 5160surangaAún no hay calificaciones
- Din 2526Documento1 páginaDin 2526MartinsaikiAún no hay calificaciones
- Casting Cores: Types, Properties and Manufacturing ProcessDocumento20 páginasCasting Cores: Types, Properties and Manufacturing ProcesssudhirAún no hay calificaciones
- Redesign of CastingDocumento35 páginasRedesign of Casting20MP62 - GOWTHAM BAún no hay calificaciones
- En 10253 3Documento50 páginasEn 10253 3Thanh Nguyen VanAún no hay calificaciones
- Core CastingDocumento27 páginasCore Castingchetan100% (1)
- Example For Milling CalculationDocumento3 páginasExample For Milling CalculationAbd Muhaimin AmmsAún no hay calificaciones
- DIN 2076 vs. ASTM A 877Documento1 páginaDIN 2076 vs. ASTM A 877tobypadfieldAún no hay calificaciones
- Is 8062-2006 (Part-1 & 3) - Cathodic ProtectionDocumento29 páginasIs 8062-2006 (Part-1 & 3) - Cathodic ProtectionA N MadhavanAún no hay calificaciones
- En 10241Documento33 páginasEn 10241RAHUL MehtaAún no hay calificaciones
- EN 12570 - Sizing Operating ElementDocumento7 páginasEN 12570 - Sizing Operating Elementyashif aliAún no hay calificaciones
- Continuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingDocumento12 páginasContinuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingudayAún no hay calificaciones
- ValveDocumento9 páginasValveAdhie_ginthinkAún no hay calificaciones
- Em1110-2 - 3105Documento454 páginasEm1110-2 - 3105MOHAMMED RAZIAún no hay calificaciones
- Global FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsDocumento18 páginasGlobal FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsMahadevan RamananAún no hay calificaciones
- Cores Make Hollow Castings & Internal FeaturesDocumento4 páginasCores Make Hollow Castings & Internal Featuresahmish kabbaxe100% (1)
- DIN Flange 2502-2503 PDFDocumento2 páginasDIN Flange 2502-2503 PDFHeru Agus SetyawanAún no hay calificaciones
- Toaz - Info Iso 8062-3-2007 Casting Tolerancepdf PRDocumento1 páginaToaz - Info Iso 8062-3-2007 Casting Tolerancepdf PRdineshramya190% (1)
- Core Making Techniques and TypesDocumento14 páginasCore Making Techniques and TypesZaky MuzaffarAún no hay calificaciones
- Waste Heat Recovery Vinay ShuklaDocumento31 páginasWaste Heat Recovery Vinay ShuklaVnyAún no hay calificaciones
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocumento7 páginasOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTAún no hay calificaciones
- Material Comparisons For Astm and JisDocumento2 páginasMaterial Comparisons For Astm and JisNitesh GargAún no hay calificaciones
- E91 202006 20orifice 20plate 20 - 20doschDocumento6 páginasE91 202006 20orifice 20plate 20 - 20doschiaft100% (1)
- Knife Gate Valve - AVKCMSDocumento2 páginasKnife Gate Valve - AVKCMSjuantamad02Aún no hay calificaciones
- En 10088-3Documento2 páginasEn 10088-3H_DEBIANEAún no hay calificaciones
- MssDocumento8 páginasMssGuillermo Gonzales AmayaAún no hay calificaciones
- Metal Ball Valves: General Requirements and Test MethodsDocumento7 páginasMetal Ball Valves: General Requirements and Test Methodsdunknown15Aún no hay calificaciones
- VAG Butterfly Valves Soft Sealing, Maintenance-Free and SafeDocumento27 páginasVAG Butterfly Valves Soft Sealing, Maintenance-Free and SafeLuis Daniel ContrerasAún no hay calificaciones
- ISO Metric Coarse Thread and Tapping Drill Size ChartDocumento9 páginasISO Metric Coarse Thread and Tapping Drill Size Charthisaj4uAún no hay calificaciones
- Chapter 11-Metal Casting ProcessesDocumento80 páginasChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiAún no hay calificaciones
- Cost Effective Casting Design PDFDocumento20 páginasCost Effective Casting Design PDFBambangIrawan48Aún no hay calificaciones
- Images 1 - LefleatsDocumento11 páginasImages 1 - LefleatsJeric Judalena SevillanoAún no hay calificaciones
- Casting DefectDocumento25 páginasCasting Defectravikataria02Aún no hay calificaciones
- DIN Valve Standards GuideDocumento3 páginasDIN Valve Standards Guidelwwwl2Aún no hay calificaciones
- Deva Bmen PDFDocumento20 páginasDeva Bmen PDFDen Bagoes ReditoAún no hay calificaciones
- Parker Fluid Connectors - General Technical InfoDocumento32 páginasParker Fluid Connectors - General Technical InfoJenner Volnney Quispe ChataAún no hay calificaciones
- Swagelok Needle ValvesDocumento12 páginasSwagelok Needle Valvesnegg 348Aún no hay calificaciones
- Butter Valve Thickness PDFDocumento10 páginasButter Valve Thickness PDFAnand KumarAún no hay calificaciones
- Distillation - Tray column DesignDocumento49 páginasDistillation - Tray column DesignJabuAún no hay calificaciones
- Dewatering: Points or Drain, andDocumento40 páginasDewatering: Points or Drain, andProf. N. El-SakhawyAún no hay calificaciones
- Casting ProcessesDocumento33 páginasCasting ProcessesTri Yudha SetiawanAún no hay calificaciones
- Pengecoran1 - Analisa CacatDocumento21 páginasPengecoran1 - Analisa CacatTri Yudha SetiawanAún no hay calificaciones
- Analisis Cacat Coran: Tapered Walls. (A) Elbow Design. (B) Valve Fitting DesignDocumento21 páginasAnalisis Cacat Coran: Tapered Walls. (A) Elbow Design. (B) Valve Fitting DesignTri Yudha SetiawanAún no hay calificaciones
- Casting ProcessesDocumento33 páginasCasting ProcessesTri Yudha SetiawanAún no hay calificaciones
- Spot Welding Manual: Motoman XRC ControllerDocumento50 páginasSpot Welding Manual: Motoman XRC ControllerSesa BalBoaAún no hay calificaciones
- Reliability Design MaintenanceDocumento8 páginasReliability Design MaintenanceTri Yudha SetiawanAún no hay calificaciones
- Conval Clampseal CatalogDocumento40 páginasConval Clampseal CatalogGohilakrishnan Thiagarajan0% (1)
- Pharmaceutics 1300795 SupplementaryDocumento3 páginasPharmaceutics 1300795 Supplementaryamit chavanAún no hay calificaciones
- Catalogo Unidades DAIKINDocumento42 páginasCatalogo Unidades DAIKINBraulio Ramón PeñaAún no hay calificaciones
- Válvula Direcional - Série d41Documento16 páginasVálvula Direcional - Série d41Fabricio LucioAún no hay calificaciones
- Coagulation and Floculation - 062 - Part 2Documento18 páginasCoagulation and Floculation - 062 - Part 2Joce8888100% (1)
- Guide to Safe Handling of Compressed Gas CylindersDocumento30 páginasGuide to Safe Handling of Compressed Gas CylindersMuneeb RehmanAún no hay calificaciones
- Water Hammer Tutorials Attempt The Tutorials and Check Your Answers Against The Solutions GivenDocumento3 páginasWater Hammer Tutorials Attempt The Tutorials and Check Your Answers Against The Solutions GivenNickson KomsAún no hay calificaciones
- Fried & Idelchik - Flow Reistance A Guide For EngineersDocumento3 páginasFried & Idelchik - Flow Reistance A Guide For Engineersreliability1Aún no hay calificaciones
- Department of Chemical Engineering Manipal University JaipurDocumento26 páginasDepartment of Chemical Engineering Manipal University JaipurHarshit JoshiAún no hay calificaciones
- 016 - Quotation LABIOVAK Uil Water - Membrane by Inge - Part Replacement (Rev.01)Documento2 páginas016 - Quotation LABIOVAK Uil Water - Membrane by Inge - Part Replacement (Rev.01)Iqbalilah RamdaniAún no hay calificaciones
- Soil mechanics assignment calculates permeability and stressesDocumento6 páginasSoil mechanics assignment calculates permeability and stressesRex SabersonAún no hay calificaciones
- Calculate Darcy Velocity and Travel Time Using Darcy's LawDocumento16 páginasCalculate Darcy Velocity and Travel Time Using Darcy's LawSohail AliAún no hay calificaciones
- Gas Hold-Up, Mixing Time and Circulation Time in InternalDocumento9 páginasGas Hold-Up, Mixing Time and Circulation Time in Internalali abdulrahman al-ezziAún no hay calificaciones
- Power Plant and Calculations: Danfoss High Pressure PumpsDocumento6 páginasPower Plant and Calculations: Danfoss High Pressure PumpsLakshmi NarayanAún no hay calificaciones
- JIS Japan Sizes Combined G 3456/3458/3460/3454: 20 Tps Tube & Pipe SizesDocumento2 páginasJIS Japan Sizes Combined G 3456/3458/3460/3454: 20 Tps Tube & Pipe Sizessyaiful.bahri13Aún no hay calificaciones
- Kpa Pump SealDocumento6 páginasKpa Pump Sealedwin edarAún no hay calificaciones
- Sly Venturi ScrubberDocumento2 páginasSly Venturi Scrubberzguy360Aún no hay calificaciones
- Spillway DesignDocumento6 páginasSpillway DesignguildkeyAún no hay calificaciones
- AmmoniaDocumento9 páginasAmmoniaAditya Anugerah Putra100% (1)
- SPPPL - Profile (Shree Pinak Processing PVT LTD.)Documento4 páginasSPPPL - Profile (Shree Pinak Processing PVT LTD.)Amit KaleAún no hay calificaciones
- ProblemsDocumento11 páginasProblemsVOJAún no hay calificaciones
- Hydraulic Filters & Accessories: CategoryDocumento75 páginasHydraulic Filters & Accessories: Categorygerardo floresAún no hay calificaciones
- Measurement of Thermal Conductivity: Engineering Properties of Biological Materials and Food Quality 3 (2+1)Documento17 páginasMeasurement of Thermal Conductivity: Engineering Properties of Biological Materials and Food Quality 3 (2+1)Mel CapalunganAún no hay calificaciones
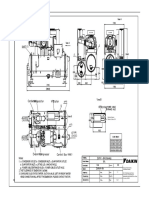
- Dibujo - Chller 300 TR - IDocumento1 páginaDibujo - Chller 300 TR - Ijuan yenqueAún no hay calificaciones
- Elements or Appurtenances of The Stilling BasinsDocumento21 páginasElements or Appurtenances of The Stilling BasinsAhmad PshtiwanAún no hay calificaciones
- Coagulation FlocculationDocumento71 páginasCoagulation FlocculationDeepa Singh100% (1)
- Bare and Finned Tube Heat ExchangerDocumento5 páginasBare and Finned Tube Heat ExchangermuralidharanAún no hay calificaciones
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Documento7 páginasPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samyAún no hay calificaciones
- Models 106-PR / 206-PR Pressure Reducing Valve: Key FeaturesDocumento3 páginasModels 106-PR / 206-PR Pressure Reducing Valve: Key FeaturesLouie SerranoAún no hay calificaciones
- Rotating Equipment BookDocumento71 páginasRotating Equipment Bookyahya pamungkasAún no hay calificaciones