También podría gustarte
- INFORMEDocumento12 páginasINFORMEeric cedenoAún no hay calificaciones
- Nutrición y Fertilización de La Caña de Azúcar en Costa Rica-1999.Documento22 páginasNutrición y Fertilización de La Caña de Azúcar en Costa Rica-1999.Pony Jona CastilloAún no hay calificaciones
- SGEn para ALDocumento54 páginasSGEn para ALJessica JessicaAún no hay calificaciones
- Los Costes LogisticosDocumento10 páginasLos Costes LogisticosJean Eneque MartínezAún no hay calificaciones
- Programa de Riego AmancoDocumento6 páginasPrograma de Riego AmancoJohn TorrezAún no hay calificaciones
- Zapallo 3Documento14 páginasZapallo 3Anonymous phosYMdhR100% (1)
- Norma ISO 50001, Energia SustentableDocumento2 páginasNorma ISO 50001, Energia SustentableAdrian VlekAún no hay calificaciones
- Inspector MicrobiologíaDocumento2 páginasInspector MicrobiologíaTanAún no hay calificaciones
- GalletasDocumento7 páginasGalletasLourdes Francisca Lujan BernabeAún no hay calificaciones
- Croquis Vivero CoporaqueDocumento2 páginasCroquis Vivero CoporaqueKaren López CarrascoAún no hay calificaciones
- Cronograma Tareas Implementación 50001Documento1 páginaCronograma Tareas Implementación 50001Christian López LuvianoAún no hay calificaciones
- Iso-Resumen 50001Documento2 páginasIso-Resumen 50001Anonymous 3L9QFWhAún no hay calificaciones
- Panadería informe prevención riesgosDocumento14 páginasPanadería informe prevención riesgosCesarAntonioConchaAún no hay calificaciones
- Control biológico de la pudrición radicular en cebolla con Trichoderma harzianumDocumento137 páginasControl biológico de la pudrición radicular en cebolla con Trichoderma harzianumHaleyda Vannesa Balboa MamaniAún no hay calificaciones
- Proyecto CervezaDocumento20 páginasProyecto CervezaLenner Urtecho CalderonAún no hay calificaciones
- Matriz interesados SIDERPERUDocumento3 páginasMatriz interesados SIDERPERUCARLO JESUS CORNEJO AVILAAún no hay calificaciones
- Ejemplo MPSDocumento9 páginasEjemplo MPSLineth Paola KamargoAún no hay calificaciones
- SESION 4.2-Planeación Agregada - PDocumento40 páginasSESION 4.2-Planeación Agregada - PRAY ANTHONY DELFIN MORENO100% (1)
- Taller de investigación científica UNHV: Cronograma, recursos y presupuestoDocumento9 páginasTaller de investigación científica UNHV: Cronograma, recursos y presupuestoRoland0100% (1)
- Principios de Control y AutomatizaciónDocumento7 páginasPrincipios de Control y AutomatizaciónMarcos SanchezAún no hay calificaciones
- Estudio de TiemposDocumento4 páginasEstudio de TiemposFranklin Alejo BustencioAún no hay calificaciones
- Crea tu propia metodología para planificar tu visiónDocumento155 páginasCrea tu propia metodología para planificar tu visiónMARIA BASTIDASAún no hay calificaciones
- Segundo EntregableDocumento53 páginasSegundo EntregableLorraine Cristina Navarro BlanquicettAún no hay calificaciones
- Emisiones Atmosfericas PDFDocumento47 páginasEmisiones Atmosfericas PDFDaniel Alonso Luna MermaAún no hay calificaciones
- Presentacion ISO 9001Documento74 páginasPresentacion ISO 9001fabian lopez villaAún no hay calificaciones
- Plan de manejo ambiental de la escombrera SolahuaicoDocumento138 páginasPlan de manejo ambiental de la escombrera SolahuaicoFabricio VillarealAún no hay calificaciones
- Operación (8.1 - 8.3)Documento41 páginasOperación (8.1 - 8.3)Franck Maximliano RoblesAún no hay calificaciones
- Sistema Trazabilidad AgroIndustrial TAIDocumento7 páginasSistema Trazabilidad AgroIndustrial TAIJorge Santiago MontielAún no hay calificaciones
- Matriz de Roles y ResponsabilidadesDocumento4 páginasMatriz de Roles y ResponsabilidadesYoberlis ArellanoAún no hay calificaciones
- Calidad Ejemplo Diagrama Causa y EfectoDocumento4 páginasCalidad Ejemplo Diagrama Causa y EfectoCristianAún no hay calificaciones
- Caso Auditor de Calidad Modulo IVDocumento3 páginasCaso Auditor de Calidad Modulo IVRenzo Erick Cabezas GalarzaAún no hay calificaciones
- Manual BPL LaboratorioDocumento18 páginasManual BPL LaboratorioLINA ALEJANDRA RODRIGUEZ RUIZAún no hay calificaciones
- Diagrama de Bloques Del Proceso de Produccion de La CervezaDocumento1 páginaDiagrama de Bloques Del Proceso de Produccion de La Cervezaoscar islas jimenezAún no hay calificaciones
- MN-MA1-PR1 Procedimiento Matenimiento de Equipos (Mecanico y Electrico) e InfraestructuraDocumento7 páginasMN-MA1-PR1 Procedimiento Matenimiento de Equipos (Mecanico y Electrico) e InfraestructuraAlain Giovani España RiberaAún no hay calificaciones
- El Ciclo Del AzufreDocumento6 páginasEl Ciclo Del AzufreANGELICA ALDANA ALVAREZ100% (1)
- PROCEDIMIENTO PARA REVISION POR LA DIRECCION-Ed 00Documento2 páginasPROCEDIMIENTO PARA REVISION POR LA DIRECCION-Ed 00lita30111989Aún no hay calificaciones
- Foccsrm03 Formato de Plan de Auditoría (A31)Documento1 páginaFoccsrm03 Formato de Plan de Auditoría (A31)LUIS RADAMES ATONDO LAGUNAAún no hay calificaciones
- Sesión 01 Ejemplo de Proyecto de Investigación PDFDocumento47 páginasSesión 01 Ejemplo de Proyecto de Investigación PDFGuillermo Linares SánchezAún no hay calificaciones
- t2 PPP - Cubas Mondragon DanielDocumento10 páginast2 PPP - Cubas Mondragon DanielMilagros AlvaradoAún no hay calificaciones
- Café Cecovasa PerúDocumento4 páginasCafé Cecovasa PerúKatherineRamosAún no hay calificaciones
- RFOP 01 V2.1 Formato de Plan de CalidadDocumento10 páginasRFOP 01 V2.1 Formato de Plan de CalidadleancalidadAún no hay calificaciones
- Proyecto ModeloDocumento67 páginasProyecto ModeloDiana ValladaresAún no hay calificaciones
- Desertificación - Calculo de Huella EcologicaDocumento11 páginasDesertificación - Calculo de Huella EcologicaAnallely CarranzaAún no hay calificaciones
- Avicola - La Blanca RocioDocumento15 páginasAvicola - La Blanca RocioWillan Togas GuerreroAún no hay calificaciones
- TPM 2Documento280 páginasTPM 2Samir MejiaAún no hay calificaciones
- Mapa EcobalanceDocumento1 páginaMapa EcobalanceREKTHUR CHUYAAún no hay calificaciones
- Riego FormularioDocumento5 páginasRiego Formulariojorge aguileraAún no hay calificaciones
- Identificación y ficha de indicadores clave para la gestiónDocumento1 páginaIdentificación y ficha de indicadores clave para la gestiónLita Peñafiel TumbacoAún no hay calificaciones
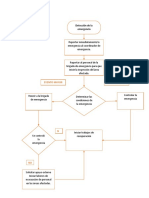
- Trabajo de Diagrama de FlujosDocumento2 páginasTrabajo de Diagrama de FlujosMiguel RicardoAún no hay calificaciones
- Modelos organizacionales analizadosDocumento5 páginasModelos organizacionales analizadosCarolina Cerletti FoythAún no hay calificaciones
- Gestion Ambiental II PDFDocumento37 páginasGestion Ambiental II PDFRuben Alex Ticona ArpasiAún no hay calificaciones
- Sesion - 12 TQM 2016..uDocumento51 páginasSesion - 12 TQM 2016..uRobertRodasAún no hay calificaciones
- Taller 2 Parte 3Documento5 páginasTaller 2 Parte 3Juan Victor Santa CruzAún no hay calificaciones
- 8.1 Planificación y Control OperacionalDocumento5 páginas8.1 Planificación y Control OperacionalLitigius Soluciones JuridicasAún no hay calificaciones
- Proyecto Sistema de Mejoramiento de La Producción de LecheDocumento13 páginasProyecto Sistema de Mejoramiento de La Producción de LecheMargarethSofíaAún no hay calificaciones
- Taller 7 Tamaño de PlantaDocumento3 páginasTaller 7 Tamaño de PlantaArael Herbozo R.Aún no hay calificaciones
- Modelo SGA Empresa AgroindustrialDocumento23 páginasModelo SGA Empresa AgroindustrialAnonymous TOVH397tylAún no hay calificaciones
- Proyecto de Resforestación Junguillo - La MinaDocumento182 páginasProyecto de Resforestación Junguillo - La Minapiersleo0% (1)
- Capacidad de ProducciónDocumento17 páginasCapacidad de ProducciónJeyson Javier MENDEZ RINCONAún no hay calificaciones
- Taller Práctica 7 PLAN MAESTRO DE PRODUCCIONDocumento5 páginasTaller Práctica 7 PLAN MAESTRO DE PRODUCCIONJuan SantofimioAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Cobertura financiera mineras PerúDocumento22 páginasCobertura financiera mineras PerúcanoconsultingAún no hay calificaciones
- Productividad LaboralDocumento11 páginasProductividad LaboralcanoconsultingAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Cobertura financiera mineras PerúDocumento22 páginasCobertura financiera mineras PerúcanoconsultingAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Teoría Del Mercado InternacionalDocumento94 páginasTeoría Del Mercado InternacionalcanoconsultingAún no hay calificaciones
- Negociacion en El Siglo XXIDocumento41 páginasNegociacion en El Siglo XXIcanoconsultingAún no hay calificaciones
- Negociacion en El Siglo XXIDocumento41 páginasNegociacion en El Siglo XXIcanoconsultingAún no hay calificaciones
- Pago de TributosDocumento13 páginasPago de TributoscanoconsultingAún no hay calificaciones
- Plan de Requerimiento de MaterialesDocumento26 páginasPlan de Requerimiento de MaterialescanoconsultingAún no hay calificaciones
- Productividad LaboralDocumento11 páginasProductividad LaboralcanoconsultingAún no hay calificaciones
- Perfil de Las OrganizacionesDocumento34 páginasPerfil de Las OrganizacionescanoconsultingAún no hay calificaciones
- Productividad LaboralDocumento11 páginasProductividad LaboralcanoconsultingAún no hay calificaciones
- Plan de Requerimiento de MaterialesDocumento26 páginasPlan de Requerimiento de MaterialescanoconsultingAún no hay calificaciones
- Comunicación OrganizacionalDocumento33 páginasComunicación OrganizacionalcanoconsultingAún no hay calificaciones
- Modelos Probabilísticos de InventariosDocumento22 páginasModelos Probabilísticos de InventarioscanoconsultingAún no hay calificaciones
- Pago de TributosDocumento13 páginasPago de TributoscanoconsultingAún no hay calificaciones
- Modelos Probabilísticos de InventariosDocumento22 páginasModelos Probabilísticos de InventarioscanoconsultingAún no hay calificaciones
- Análisis y Descripción de CargosDocumento38 páginasAnálisis y Descripción de CargoscanoconsultingAún no hay calificaciones
- Motivación LaboralDocumento20 páginasMotivación Laboralcanoconsulting100% (1)
- Análisis y Descripción de CargosDocumento38 páginasAnálisis y Descripción de CargoscanoconsultingAún no hay calificaciones
- Las Personas Como Socias de La OrganizaciónDocumento19 páginasLas Personas Como Socias de La OrganizacióncanoconsultingAún no hay calificaciones
- Comunicación OrganizacionalDocumento33 páginasComunicación OrganizacionalcanoconsultingAún no hay calificaciones
- Las Personas y Las OrganizacionesDocumento22 páginasLas Personas y Las OrganizacionescanoconsultingAún no hay calificaciones
- Medicion Del Trabajo 2014-1Documento28 páginasMedicion Del Trabajo 2014-1canoconsultingAún no hay calificaciones
- Registro de PozosDocumento30 páginasRegistro de Pozoseddy brachoAún no hay calificaciones
- Ae23-Pets-Min-002 Sostenimiento Con Puntal de SeguridadDocumento2 páginasAe23-Pets-Min-002 Sostenimiento Con Puntal de SeguridadLucho Nolberto huanmanAún no hay calificaciones
- Conflictos Internacionales Del Mexico IndependienteDocumento12 páginasConflictos Internacionales Del Mexico IndependienteMiguel Coral0% (1)
- Teoría para Tablas de Vapor Con Ejercicios 3Documento10 páginasTeoría para Tablas de Vapor Con Ejercicios 3José Carlos Quevedo CabarcasAún no hay calificaciones
- Estadística descriptiva universidadDocumento5 páginasEstadística descriptiva universidadJan Silva100% (1)
- Los Cinco Problemas Centrales en La Actividad EconómicaDocumento18 páginasLos Cinco Problemas Centrales en La Actividad EconómicaRobbieFürhMüllerAún no hay calificaciones
- Practicas Modulo 2Documento2 páginasPracticas Modulo 2Luis BetancourtAún no hay calificaciones
- Jesús Elige A Sus ApóstolesDocumento1 páginaJesús Elige A Sus ApóstolesIsraelAún no hay calificaciones
- Guía (Revolución Francesa)Documento7 páginasGuía (Revolución Francesa)Claudia Olate BelloAún no hay calificaciones
- Manual JoomlaDocumento184 páginasManual JoomlaBegoña Escolano100% (1)
- Alveolitis Silvestre LazcanoDocumento7 páginasAlveolitis Silvestre LazcanoMaquillaje RosyAún no hay calificaciones
- Walter-Enderlin, La Terapia Sistemica Como Encuentro Cap.2Documento43 páginasWalter-Enderlin, La Terapia Sistemica Como Encuentro Cap.2Mario Ruben Damiano Rodríguez100% (1)
- Problemas Complementarios Otto 4tDocumento13 páginasProblemas Complementarios Otto 4tIndiraAún no hay calificaciones
- Oro Travel - FinalDocumento131 páginasOro Travel - FinalEvanns P. AzarteAún no hay calificaciones
- Fundamentos en Ciencias SocialesDocumento10 páginasFundamentos en Ciencias Socialeskaren acevedo lizarazoAún no hay calificaciones
- Experiencia Laboratorio 2Documento13 páginasExperiencia Laboratorio 2Jean Carlos OliveraAún no hay calificaciones
- Costumbres y Tradiciones AlexDocumento6 páginasCostumbres y Tradiciones AlexangelaAún no hay calificaciones
- Estructuralismo y PostestructuralismoDocumento16 páginasEstructuralismo y PostestructuralismoAlejandra RomeroAún no hay calificaciones
- Empresa AlicorpDocumento16 páginasEmpresa AlicorpcarlosAún no hay calificaciones
- La Cura Por La PalabraDocumento9 páginasLa Cura Por La PalabraJohn EnriqueAún no hay calificaciones
- Fichas FedecacaoDocumento39 páginasFichas FedecacaoRosmery Cruz O'byrneAún no hay calificaciones
- Talleres Departamentalizacion SofiaDocumento10 páginasTalleres Departamentalizacion SofiaNicole BonillaAún no hay calificaciones
- BROCHURE ITIL 4 26 Julio SMART RM CERTIFIED 1Documento6 páginasBROCHURE ITIL 4 26 Julio SMART RM CERTIFIED 1Alvaro VargasAún no hay calificaciones
- Riesgos psicosociales trabajoDocumento46 páginasRiesgos psicosociales trabajoLiseth Mabel Angarita BonillaAún no hay calificaciones
- 03 - Modulos FotovoltaicosDocumento44 páginas03 - Modulos FotovoltaicosValeria CastilloAún no hay calificaciones
- S.entrega Subsector Textiles Fabricato TejicondorDocumento21 páginasS.entrega Subsector Textiles Fabricato TejicondoralejandraAún no hay calificaciones
- Tercer Avance de Tarea Virtual OU (m2)Documento7 páginasTercer Avance de Tarea Virtual OU (m2)Herlinda AranguenaAún no hay calificaciones
- Clase Practica de PsicometriaDocumento4 páginasClase Practica de PsicometriaVictor GarciaAún no hay calificaciones
- 5 Pasos para Hacer Un Manual de Procedimientos - PymempresarioDocumento7 páginas5 Pasos para Hacer Un Manual de Procedimientos - PymempresarioCuKa HbAún no hay calificaciones
- Definición Y Medición: Selección de Proyectos de Mejora Basados en La Creación de VSMDocumento14 páginasDefinición Y Medición: Selección de Proyectos de Mejora Basados en La Creación de VSMSamuel LozanoAún no hay calificaciones