También podría gustarte
- Operations ManagementDocumento10 páginasOperations ManagementAvinash H WarrierAún no hay calificaciones
- MBA0810 OM 17 Purchase Supply ManagementDocumento22 páginasMBA0810 OM 17 Purchase Supply ManagementBhavanams RaoAún no hay calificaciones
- Chapter 06Documento27 páginasChapter 06Merin Lawrance100% (1)
- Project Management QuestionnaireDocumento5 páginasProject Management QuestionnaireNayomi Ekanayake100% (2)
- Operations Management TfoAQD5ZZS PDFDocumento480 páginasOperations Management TfoAQD5ZZS PDFpartha3273Aún no hay calificaciones
- Performance ManagementDocumento3 páginasPerformance Managementsakshi kwatraAún no hay calificaciones
- Understanding MRP and ERP Systems for Production PlanningDocumento43 páginasUnderstanding MRP and ERP Systems for Production PlanningRMAún no hay calificaciones
- CMA Class 5 Sec A 2020 FDocumento82 páginasCMA Class 5 Sec A 2020 FRithesh KAún no hay calificaciones
- (CH - 5) Setting Product StrategyDocumento32 páginas(CH - 5) Setting Product Strategydua memonAún no hay calificaciones
- Managing Sales Force: Dr.S.John Mano RajDocumento38 páginasManaging Sales Force: Dr.S.John Mano RajAbhijeet AnandAún no hay calificaciones
- Development of A Multinational Personnel Selection SystemDocumento5 páginasDevelopment of A Multinational Personnel Selection SystemKaye TiuAún no hay calificaciones
- Econ Cheat SheetDocumento3 páginasEcon Cheat SheetadviceviceAún no hay calificaciones
- ManzanaDocumento9 páginasManzanaDevendra AherAún no hay calificaciones
- Project On Operations ManagementDocumento5 páginasProject On Operations Managementprasanthg_mba6239Aún no hay calificaciones
- Marketing and New Product DevelopmentDocumento67 páginasMarketing and New Product DevelopmentAnonymous KXfZdVuIp100% (1)
- Basic and Applied Questions - Hypothesis Testing-Homework 2 PDFDocumento15 páginasBasic and Applied Questions - Hypothesis Testing-Homework 2 PDFSorin Gabriel100% (1)
- Operations ManagementDocumento10 páginasOperations ManagementKARTHIK145Aún no hay calificaciones
- Target Costing in Developing the Mercedes-Benz M-classDocumento10 páginasTarget Costing in Developing the Mercedes-Benz M-classJames HuangAún no hay calificaciones
- "Match Your Sales Force Structure To Your Business Life Cycle"Documento3 páginas"Match Your Sales Force Structure To Your Business Life Cycle"vipul tutejaAún no hay calificaciones
- Price Discrimination Notes: 1 PreliminariesDocumento12 páginasPrice Discrimination Notes: 1 Preliminarieserdoo17Aún no hay calificaciones
- MBA Vocabulary: For International Students - June 6, 2002Documento53 páginasMBA Vocabulary: For International Students - June 6, 2002fangrong_87100% (2)
- Ansoff MatrixDocumento50 páginasAnsoff Matrixshub_a100% (1)
- Aggregate Planning MbaDocumento5 páginasAggregate Planning MbaharshpooAún no hay calificaciones
- Operations ManagementDocumento80 páginasOperations ManagementgopalsakalaAún no hay calificaciones
- Mco 01 Organisation Theory and Behaviour PDFDocumento334 páginasMco 01 Organisation Theory and Behaviour PDFCA PASSAún no hay calificaciones
- MCQs BC16Documento68 páginasMCQs BC16Zulfiqar Ali0% (1)
- Marginal Costing With Decision MakingDocumento38 páginasMarginal Costing With Decision MakingHaresh Sahitya0% (1)
- Performance Appraisal, Performance ManagementDocumento25 páginasPerformance Appraisal, Performance ManagementMoeshfieq WilliamsAún no hay calificaciones
- Organizational Theory Assignment 1Documento10 páginasOrganizational Theory Assignment 1mightyjoshAún no hay calificaciones
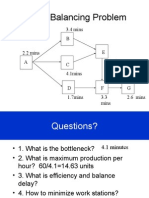
- Examples Line BalancingDocumento11 páginasExamples Line Balancingapi-385643383% (6)
- Management Function Behaviour AssignmentDocumento21 páginasManagement Function Behaviour AssignmentAnand75% (4)
- Demand Forecasting Best ReportDocumento8 páginasDemand Forecasting Best Reportmashakkali100% (5)
- Operations Management: Trends & Issues: Author: B. Mahadevan Operations Management: Theory and Practice, 3eDocumento8 páginasOperations Management: Trends & Issues: Author: B. Mahadevan Operations Management: Theory and Practice, 3egeorgeAún no hay calificaciones
- Work StudyDocumento30 páginasWork Studysagar0983% (6)
- B2B-Session-10-Demand Analysis and Forecasting TechniquesDocumento20 páginasB2B-Session-10-Demand Analysis and Forecasting TechniquesRahul KrishnetAún no hay calificaciones
- Demand Forecasting...Documento14 páginasDemand Forecasting...anujjalansAún no hay calificaciones
- Mba Om NotesDocumento159 páginasMba Om Notesprabu06051984Aún no hay calificaciones
- Layout Strategies Chapter 9Documento59 páginasLayout Strategies Chapter 9sunit dasAún no hay calificaciones
- Capacity Planning Chapter5 Feb 11Documento44 páginasCapacity Planning Chapter5 Feb 11JOANNECHUAún no hay calificaciones
- Direct or Indirect Sales Strategy for 5 New EnquiriesDocumento3 páginasDirect or Indirect Sales Strategy for 5 New EnquiriesNitesh AgarwalAún no hay calificaciones
- Business Intelligence and Data Warehousing-MergedDocumento401 páginasBusiness Intelligence and Data Warehousing-MergedTanish SaajanAún no hay calificaciones
- Core Marketing Concepts-IDocumento20 páginasCore Marketing Concepts-IPriyank BavishiAún no hay calificaciones
- MBA08166 CCTMWordDocumentDocumento3 páginasMBA08166 CCTMWordDocumentSaksham AnandAún no hay calificaciones
- Chap001 - Introduction To Operations ManagementDocumento32 páginasChap001 - Introduction To Operations ManagementUmar Saeed100% (1)
- Maintenance MGMT Chapter 19Documento29 páginasMaintenance MGMT Chapter 19veer0000Aún no hay calificaciones
- Ch13 Zikmund Measurement and ScaleDocumento31 páginasCh13 Zikmund Measurement and Scalerohitoberoi1175% (4)
- Capital Budgeting TechniquesDocumento6 páginasCapital Budgeting TechniquesMichael ReyesAún no hay calificaciones
- International Business Strategy: Maximizing Enterprise Value GloballyDocumento14 páginasInternational Business Strategy: Maximizing Enterprise Value GloballycandysagaAún no hay calificaciones
- Why R/3 ERP so successful for Vandelay IndustriesDocumento3 páginasWhy R/3 ERP so successful for Vandelay IndustriesYashita PruthiAún no hay calificaciones
- BPR - Erp Unit 4Documento66 páginasBPR - Erp Unit 4ergo22100% (1)
- TQMDocumento10 páginasTQMpartech206752Aún no hay calificaciones
- Balanced ScorecardDocumento13 páginasBalanced ScorecardPallav Kumar100% (1)
- Resources and CapabilitiesDocumento14 páginasResources and CapabilitiesSaadAún no hay calificaciones
- Process and Capacity Analysis SharedDocumento21 páginasProcess and Capacity Analysis SharedAyesha RachhAún no hay calificaciones
- Labor Utilization and Man to Machine Ratio StudyDocumento10 páginasLabor Utilization and Man to Machine Ratio StudyRowell Tayag DizonAún no hay calificaciones
- Operations ManagementDocumento57 páginasOperations ManagementfrancisAún no hay calificaciones
- Time Waste Identification Using Value Stream Mapping in Wood ManufacturingDocumento10 páginasTime Waste Identification Using Value Stream Mapping in Wood ManufacturingNurul'Ain Haniyun Mohamad FodziAún no hay calificaciones
- Graficos de ControlDocumento7 páginasGraficos de ControlAli BadfaceAún no hay calificaciones
- 059 0058Documento10 páginas059 0058Shaswat SinghAún no hay calificaciones
- Unileverfinal 151201091138 Lva1 App6891Documento42 páginasUnileverfinal 151201091138 Lva1 App6891Mahesh ChandranAún no hay calificaciones
- Integrating ERP & SCM for Improved OperationsDocumento31 páginasIntegrating ERP & SCM for Improved OperationsMahesh ChandranAún no hay calificaciones
- Chapter 05Documento36 páginasChapter 05Mahesh ChandranAún no hay calificaciones
- Engineering Insudtry - MBA (FT) PDFDocumento13 páginasEngineering Insudtry - MBA (FT) PDFMahesh ChandranAún no hay calificaciones
- Chemical Industry - MBA (FT) PDFDocumento15 páginasChemical Industry - MBA (FT) PDFMahesh ChandranAún no hay calificaciones
- Changing Environment and Its Impact On BusinessDocumento11 páginasChanging Environment and Its Impact On BusinessMahesh ChandranAún no hay calificaciones
- DQE Base of Sustainable Competitive AdvantageDocumento16 páginasDQE Base of Sustainable Competitive AdvantageMahesh ChandranAún no hay calificaciones
- MamthaDocumento41 páginasMamthaMahesh ChandranAún no hay calificaciones
- PT041000 Relatedresources Trade Secret Case Law Report 2013cDocumento78 páginasPT041000 Relatedresources Trade Secret Case Law Report 2013cGulshatRaissovaAún no hay calificaciones
- African State Errors: Commission vs OmissionDocumento26 páginasAfrican State Errors: Commission vs OmissionheijumAún no hay calificaciones
- City, Corp liable for market injuryDocumento6 páginasCity, Corp liable for market injuryGeorge PandaAún no hay calificaciones
- Business Finance ReviewerDocumento6 páginasBusiness Finance ReviewerJosca Villamor BasilanAún no hay calificaciones
- Aditya Birla MoreDocumento11 páginasAditya Birla Morearunabh3245Aún no hay calificaciones
- Chap 001Documento41 páginasChap 001ms_cherriesAún no hay calificaciones
- IE511 02a PpuncertaintyDocumento36 páginasIE511 02a PpuncertaintyPrince VermaAún no hay calificaciones
- CAPE U1 Partnership Revaluation QuestionsDocumento6 páginasCAPE U1 Partnership Revaluation QuestionsNadine DavidsonAún no hay calificaciones
- Class Visit Iatmi SM Itb 2022Documento45 páginasClass Visit Iatmi SM Itb 2022entre Ipfest2022Aún no hay calificaciones
- Retailers Perception Towards Pepsi and Coca-ColaDocumento86 páginasRetailers Perception Towards Pepsi and Coca-ColaAnni Blessy100% (5)
- Assignment Strategic ManagementDocumento3 páginasAssignment Strategic ManagementMr. Zahid MasoodAún no hay calificaciones
- Plant Layout New 2017Documento78 páginasPlant Layout New 2017anuroopAún no hay calificaciones
- Principles of Marketing Lesson 1Documento59 páginasPrinciples of Marketing Lesson 1Lorraine Sambile Arroyo67% (3)
- Greenport Parking StudyDocumento32 páginasGreenport Parking StudyRiverhead News-ReviewAún no hay calificaciones
- Mini Project Financial Reporting Statements and Analysis MB20104Documento11 páginasMini Project Financial Reporting Statements and Analysis MB20104KISHORE KRISHAún no hay calificaciones
- Scribd Free - Google SearchDocumento2 páginasScribd Free - Google Searchnaxaji4234Aún no hay calificaciones
- New Product Planning ProcessDocumento18 páginasNew Product Planning ProcessAqeel MuradAún no hay calificaciones
- 1.1 History of The Organization & Its ObjectivesDocumento42 páginas1.1 History of The Organization & Its ObjectivesJaiHanumankiAún no hay calificaciones
- Audit Working Papers ReceivablesDocumento3 páginasAudit Working Papers ReceivablesKeith Joshua GabiasonAún no hay calificaciones
- Market Entry StrategyDocumento6 páginasMarket Entry StrategyRavindu PereraAún no hay calificaciones
- Audit Switching QuestionnaireDocumento2 páginasAudit Switching QuestionnaireAnvly Ho Yoke WeiAún no hay calificaciones
- Perceptions of ABM Students on Becoming Young EntrepreneursDocumento8 páginasPerceptions of ABM Students on Becoming Young EntrepreneursHoward CullugAún no hay calificaciones
- Andra Pradesh PDFDocumento50 páginasAndra Pradesh PDFMichael KSKSAún no hay calificaciones
- Accountability and Responsibility-Lecture Coa 5-12-14Documento4 páginasAccountability and Responsibility-Lecture Coa 5-12-14Gail Fabroa NavarraAún no hay calificaciones
- Composite: Idx Index Fact SheetDocumento3 páginasComposite: Idx Index Fact SheetRaya AndreiniAún no hay calificaciones
- Order for School FurnitureThe title "TITLE Order for School FurnitureDocumento4 páginasOrder for School FurnitureThe title "TITLE Order for School FurnitureBibha KumariAún no hay calificaciones
- Radhakrishnan .P, Prasad .V, Gopalan .MDocumento2 páginasRadhakrishnan .P, Prasad .V, Gopalan .MPGDM IMSAún no hay calificaciones
- Merck Decision TreeDocumento4 páginasMerck Decision Treeparth2k0% (1)
- Big CharimanDocumento39 páginasBig CharimanUpender BhatiAún no hay calificaciones