También podría gustarte
- 20 consejos para un esposo devotoDocumento1 página20 consejos para un esposo devotoUribe FernandoAún no hay calificaciones
- ExC Actividad Ser ProfesorDocumento1 páginaExC Actividad Ser ProfesorUribe FernandoAún no hay calificaciones
- Evaluacion Septimo 1Documento4 páginasEvaluacion Septimo 1Uribe FernandoAún no hay calificaciones
- El Acuífero Superficial de Bucaramanga Actualmente Se Ha Reconocido en La Meseta de BucaramangaDocumento1 páginaEl Acuífero Superficial de Bucaramanga Actualmente Se Ha Reconocido en La Meseta de BucaramangaUribe FernandoAún no hay calificaciones
- Teoria Basica de ValvulasDocumento31 páginasTeoria Basica de ValvulasUribe FernandoAún no hay calificaciones
- Evaluacion Octavo 1Documento3 páginasEvaluacion Octavo 1Uribe FernandoAún no hay calificaciones
- Paradas y Produccion 07-2018Documento16 páginasParadas y Produccion 07-2018Uribe FernandoAún no hay calificaciones
- Previo de LogicaDocumento2 páginasPrevio de LogicaUribe FernandoAún no hay calificaciones
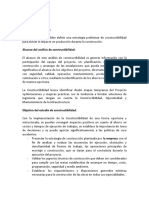
- Análisis constructibilidad proyecto compresoresDocumento11 páginasAnálisis constructibilidad proyecto compresoresUribe Fernando50% (2)
- No Es Lo Mismo Ser Racional Que Ser InteligenteDocumento3 páginasNo Es Lo Mismo Ser Racional Que Ser InteligenteUribe FernandoAún no hay calificaciones
- Informe Salida de CampoDocumento5 páginasInforme Salida de CampoUribe FernandoAún no hay calificaciones
- Cual de Los Siguientes Esta en PeligroDocumento2 páginasCual de Los Siguientes Esta en PeligroUribe FernandoAún no hay calificaciones
- Guia de Quimica 11Documento2 páginasGuia de Quimica 11Uribe FernandoAún no hay calificaciones
- Contenido Final PresionesDocumento2 páginasContenido Final PresionesDavid MontoyaAún no hay calificaciones
- Guia de Matematicas 6Documento1 páginaGuia de Matematicas 6Uribe FernandoAún no hay calificaciones
- Manual Corrosion en La Industria PetroleraDocumento120 páginasManual Corrosion en La Industria PetroleraOfferOfKnow100% (1)
- Calendario y PlaneacionDocumento2 páginasCalendario y PlaneacionUribe FernandoAún no hay calificaciones
- Menejo Manual de Materiales de ContruccionDocumento12 páginasMenejo Manual de Materiales de ContruccionUribe FernandoAún no hay calificaciones
- Copia de Manual de Costos de CompletamientoDocumento46 páginasCopia de Manual de Costos de CompletamientoUribe FernandoAún no hay calificaciones
- Simulacro Concurso Docente PDFDocumento19 páginasSimulacro Concurso Docente PDFAlexaAún no hay calificaciones
- Curso de Manejo de GPS PDFDocumento185 páginasCurso de Manejo de GPS PDFUribe Fernando100% (1)
- Autodesk Manual Implementacion BIMDocumento41 páginasAutodesk Manual Implementacion BIMCristian Lemus BorjaAún no hay calificaciones
- Sistemas DinamicosDocumento11 páginasSistemas DinamicosVanessa AlvaradoAún no hay calificaciones
- Clasificacion de La Mano de ObraDocumento28 páginasClasificacion de La Mano de ObraUribe Fernando100% (1)
- Introd Analisis FundamentalDocumento51 páginasIntrod Analisis Fundamentaldavidarbelo35Aún no hay calificaciones
- SP SimBankDocumento21 páginasSP SimBankUribe FernandoAún no hay calificaciones
- HidraulicaDocumento81 páginasHidraulicaJuan ArevaloAún no hay calificaciones
- 9 Via Arquitectura Espacios UrbanosDocumento153 páginas9 Via Arquitectura Espacios UrbanosEsperanza YasminAún no hay calificaciones
- Plan de Empleo de SANTANDER - Compressed PDFDocumento101 páginasPlan de Empleo de SANTANDER - Compressed PDFUribe FernandoAún no hay calificaciones
- Presentacion Dr. Carlos Luis AyalaDocumento466 páginasPresentacion Dr. Carlos Luis AyalaUribe FernandoAún no hay calificaciones
- 6 - Nomenclatura InorgánicaDocumento8 páginas6 - Nomenclatura InorgánicaFaustino Peña CarrascoAún no hay calificaciones
- Obtención de MetanolDocumento13 páginasObtención de MetanolangelaAún no hay calificaciones
- Alimentacion de Gallinas PonedorasDocumento69 páginasAlimentacion de Gallinas PonedorasLuis Cartagena100% (1)
- Metabolismo OseoDocumento25 páginasMetabolismo OseoEder Isaac Mendez CastroAún no hay calificaciones
- Resumen Procesos MetabolicosDocumento4 páginasResumen Procesos MetabolicosLeider CampoAún no hay calificaciones
- Tecnicas de Perforación DireccionalDocumento10 páginasTecnicas de Perforación DireccionalGeovanny Andres BriceñoAún no hay calificaciones
- Trabajo Mtbe y Tame PDFDocumento27 páginasTrabajo Mtbe y Tame PDFBetty Santiago50% (2)
- Historia de las culturas preincas de la costa norte del PerúDocumento5 páginasHistoria de las culturas preincas de la costa norte del PerúPedro Pariona Quintana0% (1)
- Elementos de Proteccion PersonalDocumento35 páginasElementos de Proteccion PersonalAna Milena RojasAún no hay calificaciones
- Informe científico: Reacciones químicasDocumento2 páginasInforme científico: Reacciones químicasrufina gonzalez100% (1)
- Sistema de Refrigeracion CamineroDocumento31 páginasSistema de Refrigeracion Camineroguillermo guevaraAún no hay calificaciones
- 45 Caso AKAMAI Grupal - 1593982514Documento3 páginas45 Caso AKAMAI Grupal - 1593982514Maria Magdalena Peñaherrera PanduroAún no hay calificaciones
- Clasificación PerfumesDocumento4 páginasClasificación PerfumesJairo JafidAún no hay calificaciones
- Desercion EscolarDocumento2 páginasDesercion EscolarKelvin LopezAún no hay calificaciones
- Extraccion de Aceites EsencialesDocumento6 páginasExtraccion de Aceites EsencialesMaikell FuentesAún no hay calificaciones
- Paquetes6 25tonDocumento2 páginasPaquetes6 25tonjacc42Aún no hay calificaciones
- Transferencia de CalorDocumento3 páginasTransferencia de CalorandreallanasAún no hay calificaciones
- Problemas ambientales y calidad de vidaDocumento21 páginasProblemas ambientales y calidad de vidaRicardo Lora MontellanoAún no hay calificaciones
- ALCALINIDADDocumento22 páginasALCALINIDADpositron1786Aún no hay calificaciones
- Is Ow AllDocumento4 páginasIs Ow AllImanol Asolo BegoñaAún no hay calificaciones
- Cristales de AzucarDocumento3 páginasCristales de AzucarruthAún no hay calificaciones
- Buenas Practicas de Manufactura (BPM) Una AproximacionDocumento37 páginasBuenas Practicas de Manufactura (BPM) Una AproximacionCarlos FloresAún no hay calificaciones
- Diseño y selección de condensadores y evaporadoresDocumento25 páginasDiseño y selección de condensadores y evaporadoresSophie'MedinaAún no hay calificaciones
- Origen de Los MaterialesDocumento8 páginasOrigen de Los MaterialesMario VillanuevaAún no hay calificaciones
- GuytonDocumento13 páginasGuytonNatAún no hay calificaciones
- Solicitud examen rezagados ingeniería civilDocumento3 páginasSolicitud examen rezagados ingeniería civilRem Ramos LibandroAún no hay calificaciones
- Total Ground - Comparativo de Tierra FisicaDocumento14 páginasTotal Ground - Comparativo de Tierra FisicaPedro A Ocanto B100% (1)
- Cementos-Análisis y problemasDocumento8 páginasCementos-Análisis y problemasml_sanchezcruz7875Aún no hay calificaciones
- Hno3 EditDocumento16 páginasHno3 EditBeck DorregarayAún no hay calificaciones
- Certificado 712-22 Inst Zoraida - Bloque A FumigacionDocumento11 páginasCertificado 712-22 Inst Zoraida - Bloque A FumigacionYERALDIN JIMENEZAún no hay calificaciones