También podría gustarte
- 12.role of FerriteDocumento2 páginas12.role of FerritevaseaAún no hay calificaciones
- Aisi 4130 Si Aisi 4140Documento1 páginaAisi 4130 Si Aisi 4140vaseaAún no hay calificaciones
- Aisi 4340Documento3 páginasAisi 4340vaseaAún no hay calificaciones
- Material and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieiDocumento1 páginaMaterial and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieivaseaAún no hay calificaciones
- CA6NMDocumento2 páginasCA6NMjoene3Aún no hay calificaciones
- Welding of 13%Cr-4%Ni Stainless Steel: Effects of Composition, Welding Material and Heat TreatmentDocumento19 páginasWelding of 13%Cr-4%Ni Stainless Steel: Effects of Composition, Welding Material and Heat Treatmentvasea100% (1)
- Din 1302 SupplementDocumento2 páginasDin 1302 SupplementRodrigo García Cruz100% (1)
- Metric Insert Catalog SectionDocumento4 páginasMetric Insert Catalog SectionvaseaAún no hay calificaciones
- 1984 Surf Roughness PGDocumento8 páginas1984 Surf Roughness PGHussn YazdanAún no hay calificaciones
- 5 SchaefflerDocumento14 páginas5 Schaefflervasea100% (1)
- Surface Roughness ConversionsDocumento2 páginasSurface Roughness ConversionsvaseaAún no hay calificaciones
- Niobium's Role in Precipitation-Hardened Nickel AlloysDocumento20 páginasNiobium's Role in Precipitation-Hardened Nickel AlloysvaseaAún no hay calificaciones
- Surface Roughness ConversionsDocumento2 páginasSurface Roughness ConversionsvaseaAún no hay calificaciones
- Surface Roughness Conversion ChartDocumento1 páginaSurface Roughness Conversion ChartAnonymous LtbsU1zAún no hay calificaciones
- Propeller Turbine Vs Kaplan TurbineDocumento26 páginasPropeller Turbine Vs Kaplan TurbineUmarKhan0% (1)
- Helicoil Plus en 0100Documento56 páginasHelicoil Plus en 0100vaseaAún no hay calificaciones
- New Generation Polymer Quenchant for Heavy ForgingsDocumento6 páginasNew Generation Polymer Quenchant for Heavy ForgingsvaseaAún no hay calificaciones
- Iron SpecsDocumento1 páginaIron SpecsvaseaAún no hay calificaciones
- WLODAWERpart2 PDFDocumento80 páginasWLODAWERpart2 PDFvivek1312Aún no hay calificaciones
- Diseno de Mazarotas PDFDocumento45 páginasDiseno de Mazarotas PDFAriel GarciaAún no hay calificaciones
- Gating-Risering Sec2Documento35 páginasGating-Risering Sec2jagan_4u100% (1)
- Design of Gating and Riser System For Grate Bar CastingDocumento6 páginasDesign of Gating and Riser System For Grate Bar CastingvaseaAún no hay calificaciones
- Flow 3d Cast PDFDocumento15 páginasFlow 3d Cast PDFvasea100% (1)
- JIS G5501-1995 Gray Iron CastingsDocumento12 páginasJIS G5501-1995 Gray Iron CastingsNicole Keith100% (2)
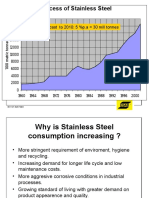
- Success of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesDocumento14 páginasSuccess of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesvaseaAún no hay calificaciones
- Flow 3d Cast PDFDocumento15 páginasFlow 3d Cast PDFvasea100% (1)
- Astm A 247 - 67 R98Documento2 páginasAstm A 247 - 67 R98Er WidodoAún no hay calificaciones
- Cast MaterialsDocumento6 páginasCast MaterialsJhonny AlvarezAún no hay calificaciones
- Tech Data 8APPENDIXAPolymerQuenchingDocumento13 páginasTech Data 8APPENDIXAPolymerQuenchingBalram JiAún no hay calificaciones
- Cast Iron Vs Ductile IronDocumento2 páginasCast Iron Vs Ductile IronJayakrishnan RadhakrishnanAún no hay calificaciones
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- A Comparison of The Clarity of Traditional Construction Contracts and of The New Engineering ContractDocumento7 páginasA Comparison of The Clarity of Traditional Construction Contracts and of The New Engineering Contractiqbal2525100% (1)
- Topic 8 Mathematical SkillsDocumento17 páginasTopic 8 Mathematical SkillssukriskbdAún no hay calificaciones
- Kodak Group6Documento19 páginasKodak Group6Vikas SinghalAún no hay calificaciones
- Workshop Technology Chapter 1 Hand ToolsDocumento74 páginasWorkshop Technology Chapter 1 Hand ToolsPencil neck75% (8)
- IndividualAssignmentUber YapChoonMing MITDocumento6 páginasIndividualAssignmentUber YapChoonMing MITjycm2001100% (1)
- How Linguistics Is A ScienceDocumento7 páginasHow Linguistics Is A ScienceAsad Mehmood100% (11)
- Caterpillar Cat M322F Wheeled Excavator (Prefix FBW) Service Repair Manual (FBW00001 and Up) PDFDocumento21 páginasCaterpillar Cat M322F Wheeled Excavator (Prefix FBW) Service Repair Manual (FBW00001 and Up) PDFfkdmmaAún no hay calificaciones
- Herramienta Software Basado en El Micromundo Denominado Juego de La Cerveza para El Aprendizaje de Comportamiento OrganizacionalDocumento5 páginasHerramienta Software Basado en El Micromundo Denominado Juego de La Cerveza para El Aprendizaje de Comportamiento OrganizacionalEduard AvendañoAún no hay calificaciones
- Business CommunicationDocumento8 páginasBusiness CommunicationDivyanand JhaAún no hay calificaciones
- As 1833-2002 Austenitic Cast IronDocumento6 páginasAs 1833-2002 Austenitic Cast IronSAI Global - APACAún no hay calificaciones
- Columns - Walls - Floors 2013Documento176 páginasColumns - Walls - Floors 2013700spymaster007Aún no hay calificaciones
- Kal Baffi - knotted carpet weaving of Kashmir - Gaatha - गाथा - handicraftsDocumento8 páginasKal Baffi - knotted carpet weaving of Kashmir - Gaatha - गाथा - handicraftsShreya KaleAún no hay calificaciones
- Turbulent Pipe Flow TutorialDocumento37 páginasTurbulent Pipe Flow Tutorialcheh han seumAún no hay calificaciones
- Re-Engineering The Chemical Processing PlantDocumento530 páginasRe-Engineering The Chemical Processing Plantmarktanner100% (1)
- 9th Grade English 1Documento20 páginas9th Grade English 1api-329789147Aún no hay calificaciones
- CREDENTIALSDocumento37 páginasCREDENTIALSbilal chouatAún no hay calificaciones
- Risk Factor of Adolescent AggressionDocumento9 páginasRisk Factor of Adolescent AggressionAsih Nor ZahidahAún no hay calificaciones
- AKU B.Tech 5th Sem Result 2021Documento1 páginaAKU B.Tech 5th Sem Result 2021Affan AkbarAún no hay calificaciones
- King's Interacting Systems FrameworkDocumento23 páginasKing's Interacting Systems FrameworkDienn Phretty Lazaro100% (1)
- Topic 5 3 Formative-2Documento3 páginasTopic 5 3 Formative-2api-296446683Aún no hay calificaciones
- AITS 04 - Hint & Solution (PCM) - Arjuna JEE 2.0 2024Documento10 páginasAITS 04 - Hint & Solution (PCM) - Arjuna JEE 2.0 2024aimiit2025raghavAún no hay calificaciones
- MSDA MineSight Data Analyst 200510Documento2 páginasMSDA MineSight Data Analyst 200510Kenny Casilla100% (1)
- Symbols Mechanical and Elements: Acoustical As Schematic DiagramsDocumento25 páginasSymbols Mechanical and Elements: Acoustical As Schematic Diagramsamine bouizarAún no hay calificaciones
- Exp 5 ProcedureDocumento2 páginasExp 5 ProcedureAndreaAún no hay calificaciones
- Direct Shear Box and Ring Shear Test: Why Internal Friction VariesDocumento17 páginasDirect Shear Box and Ring Shear Test: Why Internal Friction VariesBarry OcayAún no hay calificaciones
- National and Official Languages in Language PlanningDocumento4 páginasNational and Official Languages in Language PlanningAleaaaxxAún no hay calificaciones
- Data Analysis in ResearchDocumento7 páginasData Analysis in ResearchAmna iqbal100% (1)
- Jiyuu No TsubasaDocumento58 páginasJiyuu No TsubasaIgor AraújoAún no hay calificaciones
- Ethnolinguistics: See AlsoDocumento3 páginasEthnolinguistics: See AlsoChika PutriAún no hay calificaciones
- Free Space Optical Communication: Low-Cost, High-Speed Wireless LinkDocumento19 páginasFree Space Optical Communication: Low-Cost, High-Speed Wireless Linkswetamohanty100% (1)