También podría gustarte
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
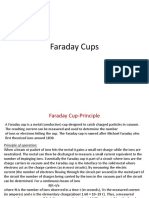
- Faraday CupsDocumento10 páginasFaraday CupsAshish SharmaAún no hay calificaciones
- Arcelormittal Pressure VesselDocumento12 páginasArcelormittal Pressure VesselAnonymous UoHUagAún no hay calificaciones
- Che 3G04 Winter 2004 Mcmaster UniversityDocumento33 páginasChe 3G04 Winter 2004 Mcmaster UniversityAris Koreya100% (2)
- C-Language (All Concepts)Documento129 páginasC-Language (All Concepts)Sunny Chaurasiya100% (1)
- Design of Walls:: IS:456 (cl.B-2.1)Documento8 páginasDesign of Walls:: IS:456 (cl.B-2.1)epe civilAún no hay calificaciones
- DWDM PPT Industrial SeminarDocumento29 páginasDWDM PPT Industrial SeminarRajat Goel100% (1)
- Abrasive Jet MachiningDocumento16 páginasAbrasive Jet MachiningPrasanth NaikAún no hay calificaciones
- Machining Operations and Machine ToolsDocumento73 páginasMachining Operations and Machine ToolstmcoachingcentreAún no hay calificaciones
- Chemical MachiningDocumento9 páginasChemical MachiningSunny ChaurasiyaAún no hay calificaciones
- Abrasive Jet MachiningDocumento11 páginasAbrasive Jet MachiningSunny Chaurasiya100% (1)
- Gagan ChoudharyDocumento1 páginaGagan ChoudharySunny ChaurasiyaAún no hay calificaciones
- Marshall Stability and Flow of Asphalt ConcreteDocumento2 páginasMarshall Stability and Flow of Asphalt ConcreteadeAún no hay calificaciones
- Forces and The Laws of Motion: G9-AthsDocumento25 páginasForces and The Laws of Motion: G9-AthsSalma 7assanAún no hay calificaciones
- Physics 1A Problem Set #5: Spring Forces and Ski Jump SpeedsDocumento2 páginasPhysics 1A Problem Set #5: Spring Forces and Ski Jump Speedshthaier4062Aún no hay calificaciones
- Lab Report 3Documento3 páginasLab Report 3John HowellAún no hay calificaciones
- 5th Semester ESE Paper... (CE)Documento16 páginas5th Semester ESE Paper... (CE)MOHD NAZIM - 33 HBTUAún no hay calificaciones
- Reviews-Solar Updraft Tower PlantDocumento22 páginasReviews-Solar Updraft Tower PlantTAO TAOAún no hay calificaciones
- 1 s2.0 S0925838815310471 MainDocumento6 páginas1 s2.0 S0925838815310471 MainHuckkey HuAún no hay calificaciones
- Impact of Dust, Foliage on Millimeter Wave SignalsDocumento18 páginasImpact of Dust, Foliage on Millimeter Wave SignalsrainydaesAún no hay calificaciones
- The Impact of Preheating and Postcooling On Hot Dip GalvanizingDocumento6 páginasThe Impact of Preheating and Postcooling On Hot Dip GalvanizingkhurshedlakhoAún no hay calificaciones
- Lab Report EnzymesDocumento7 páginasLab Report Enzymesapi-254664546Aún no hay calificaciones
- X-Ray Filtration and Beam QualityDocumento10 páginasX-Ray Filtration and Beam Qualitywajira sanjaya pereraAún no hay calificaciones
- CH3 MergerDocumento45 páginasCH3 MergerRuthAún no hay calificaciones
- SECONDPAPERDocumento5 páginasSECONDPAPERSantiagoSossaUAún no hay calificaciones
- Product Information F737 OberonDocumento2 páginasProduct Information F737 OberonCosmic TitusAún no hay calificaciones
- 5.slab DesignDocumento32 páginas5.slab DesignisurupushAún no hay calificaciones
- Titanium Alloys in Total Joint Replacement - A Materials Science PerspectiveDocumento9 páginasTitanium Alloys in Total Joint Replacement - A Materials Science PerspectiveSatria Adi NugrohoAún no hay calificaciones
- Solenoid Valve: MDF-R SeriesDocumento4 páginasSolenoid Valve: MDF-R SeriesaariefmaulanaAún no hay calificaciones
- Powder TechnologyDocumento12 páginasPowder TechnologyJuliana AguiarAún no hay calificaciones
- CH5 8wGODocumento1 páginaCH5 8wGOkpmaityAún no hay calificaciones
- Lecture 16 17Documento32 páginasLecture 16 17Md. Rafiqul IslamAún no hay calificaciones
- Charging Methods for Conductors: Rubbing, Conduction & InductionDocumento18 páginasCharging Methods for Conductors: Rubbing, Conduction & InductionLora GarciaAún no hay calificaciones
- Atomic Orbital (AO) Molecular Orbital (MO) MO LCAO (Linear Combination of Atomic Orbital)Documento17 páginasAtomic Orbital (AO) Molecular Orbital (MO) MO LCAO (Linear Combination of Atomic Orbital)Imroon de MadritistaAún no hay calificaciones
- Pages From Combined QP - Unit 1 Edexcel Physics A-Level-8Documento2 páginasPages From Combined QP - Unit 1 Edexcel Physics A-Level-8ieswaheedAún no hay calificaciones
- CV Highlights Mechanical EngineerDocumento7 páginasCV Highlights Mechanical EngineerE.s. BinbillahAún no hay calificaciones
- Thermal Expansion in Solids and Liquids: (Item No.: P2310100)Documento8 páginasThermal Expansion in Solids and Liquids: (Item No.: P2310100)Shera IeraAún no hay calificaciones