También podría gustarte
- Ch21 Fundamentals of Cutting2Documento70 páginasCh21 Fundamentals of Cutting2manojc68Aún no hay calificaciones
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985De EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeAún no hay calificaciones
- Question Bank BTMEC601 Manufacturing Processes IIDocumento14 páginasQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarAún no hay calificaciones
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDe EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesAún no hay calificaciones
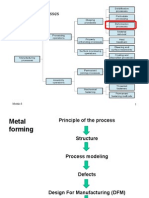
- Metal FormingDocumento40 páginasMetal Formingumesh vasavaAún no hay calificaciones
- Mechanical Working of Metals: Theory and PracticeDe EverandMechanical Working of Metals: Theory and PracticeCalificación: 5 de 5 estrellas5/5 (2)
- Project Report on Rack and Pinion Gear DesignDocumento15 páginasProject Report on Rack and Pinion Gear DesignWaqasAún no hay calificaciones
- Flow Forming PresentatiionDocumento25 páginasFlow Forming PresentatiionSrinivas Ds50% (6)
- Engineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionDe EverandEngineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionAún no hay calificaciones
- IIT Roorkee Advanced Manufacturing ProcessesDocumento92 páginasIIT Roorkee Advanced Manufacturing Processesvishal guptaAún no hay calificaciones
- Lecture 5 Heat Generation in Metal Cutting OperationsDocumento36 páginasLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Aún no hay calificaciones
- Handout-8a-Metal Forming BasicDocumento23 páginasHandout-8a-Metal Forming BasicAmardhianaAún no hay calificaciones
- An Innovative Shearing Process For AHSS Edge Stretchability ImprovementsDocumento28 páginasAn Innovative Shearing Process For AHSS Edge Stretchability ImprovementsYogesh PatelAún no hay calificaciones
- Metal Forming Analysis Lab ManualDocumento9 páginasMetal Forming Analysis Lab Manuallecturer.parul100% (1)
- Dsa 5500Documento12 páginasDsa 5500Nguyen Van ToanAún no hay calificaciones
- ForgingDocumento54 páginasForgingMaheshAún no hay calificaciones
- CH 19Documento11 páginasCH 19Vûmmïttî ChañðĥâñAún no hay calificaciones
- Relationship between angle of twist, torque, length and diameterDocumento6 páginasRelationship between angle of twist, torque, length and diameterAhsan MumtazAún no hay calificaciones
- Joining Processes: Permanent JointsDocumento31 páginasJoining Processes: Permanent JointsgemnikkicAún no hay calificaciones
- 1492Documento15 páginas1492_Anggyaa_Aún no hay calificaciones
- Manufacturing Process Point Vise Syllabus From RaghuvanshiDocumento3 páginasManufacturing Process Point Vise Syllabus From RaghuvanshiRAMAKANT RANAAún no hay calificaciones
- Die CastingDocumento14 páginasDie CastingGhulam AbbasAún no hay calificaciones
- Mid Semester Exam Paper Contains 02 PagesDocumento2 páginasMid Semester Exam Paper Contains 02 PagesBabuli KumarAún no hay calificaciones
- Mechanics of Metal Cutting ExplainedDocumento23 páginasMechanics of Metal Cutting ExplainedzombieAún no hay calificaciones
- Metal Cutting Theory Problems SolvedDocumento12 páginasMetal Cutting Theory Problems SolvedZohaib RafiqAún no hay calificaciones
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Documento67 páginasNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxAún no hay calificaciones
- Chap 3 DieterDocumento25 páginasChap 3 DieterTumelo InnocentAún no hay calificaciones
- Manufacturing Processes ForDocumento3 páginasManufacturing Processes ForSpartan India0% (5)
- EDM, LBM and ECMDocumento30 páginasEDM, LBM and ECMSparsh KatiyarAún no hay calificaciones
- RollingDocumento22 páginasRollingSahil JhambAún no hay calificaciones
- Production Question Set 2013 by S K MondalDocumento63 páginasProduction Question Set 2013 by S K MondalKBSMANIT60% (5)
- Govt Tool Room Training Centre Bangalore Diploma SyllabusDocumento14 páginasGovt Tool Room Training Centre Bangalore Diploma SyllabusAryanAún no hay calificaciones
- METALWORKINGDocumento23 páginasMETALWORKINGDr Rajamani R - PSGCTAún no hay calificaciones
- Question Bank Introduction To CAM: Noble Group of Institutions, JunagadhDocumento5 páginasQuestion Bank Introduction To CAM: Noble Group of Institutions, JunagadhjanakAún no hay calificaciones
- NC CNC Machine ToolDocumento50 páginasNC CNC Machine ToolShoaib MultaniAún no hay calificaciones
- Monthly Test Question Paper Manufacturing ProcessDocumento1 páginaMonthly Test Question Paper Manufacturing ProcessKailas Sree ChandranAún no hay calificaciones
- Extrusion ProcessDocumento24 páginasExtrusion Processchris mushunjeAún no hay calificaciones
- 01 - Fundamentals of Metalworking-2017son01Documento92 páginas01 - Fundamentals of Metalworking-2017son01emreAún no hay calificaciones
- MD Design ConsiderationDocumento18 páginasMD Design ConsiderationjhpatelAún no hay calificaciones
- Manufacturing Process 1 Question BankDocumento8 páginasManufacturing Process 1 Question Bankashok PradhanAún no hay calificaciones
- Machine MouldingDocumento3 páginasMachine MouldingDr.S.Ravi CITAún no hay calificaciones
- CH 4 Metal FormingDocumento44 páginasCH 4 Metal FormingJohn Choi0% (1)
- Finite Element Analysis of V-Die Bending ProcessDocumento23 páginasFinite Element Analysis of V-Die Bending Processmaitoravi78Aún no hay calificaciones
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocumento16 páginasLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarAún no hay calificaciones
- Production Engineering PDFDocumento145 páginasProduction Engineering PDFRabinAún no hay calificaciones
- Nsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingDocumento3 páginasNsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingSanjeev Sahu0% (1)
- Ch-4 Design of RivetDocumento15 páginasCh-4 Design of RivetTadesse AyalewAún no hay calificaciones
- MTM Lab PresentationDocumento26 páginasMTM Lab PresentationMuhammad WaseemAún no hay calificaciones
- Work HoldingDocumento5 páginasWork HoldingKANDALA RAJASHEKAR REDDYAún no hay calificaciones
- IE252 Manufacturing Processes Lab ManualDocumento39 páginasIE252 Manufacturing Processes Lab ManualGosaye DesalegnAún no hay calificaciones
- Computer Aided Machine Drawing Laboratory: Lab ManualDocumento31 páginasComputer Aided Machine Drawing Laboratory: Lab ManualGiridharadhayalanAún no hay calificaciones
- Manufacturing Technology-Fundamentals of MachiningDocumento33 páginasManufacturing Technology-Fundamentals of MachiningDhanis ParamaguruAún no hay calificaciones
- Course Code Course Title: ME212 Machine Drawing 1 6 5Documento4 páginasCourse Code Course Title: ME212 Machine Drawing 1 6 5Kantha RaoAún no hay calificaciones
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocumento52 páginasChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangAún no hay calificaciones
- Ass 1 Mech 6511 Mechanical Shaping of Metals and PlasticsDocumento2 páginasAss 1 Mech 6511 Mechanical Shaping of Metals and PlasticsVarinder ThandiAún no hay calificaciones
- Press Working Operations - Sheet MetalDocumento16 páginasPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Metal Casting Guide: Risers, Solidification Times & MoreDocumento8 páginasMetal Casting Guide: Risers, Solidification Times & MoreYash DesaaiAún no hay calificaciones
- Brezs PresentationDocumento13 páginasBrezs PresentationLoo Tong ShianAún no hay calificaciones
- Assignment1 CsDocumento18 páginasAssignment1 CsLoo Tong ShianAún no hay calificaciones
- Chapter6fatiguefailureloading 140824082905 Phpapp02Documento24 páginasChapter6fatiguefailureloading 140824082905 Phpapp02Loo Tong ShianAún no hay calificaciones
- PWMDocumento6 páginasPWMLoo Tong ShianAún no hay calificaciones
- 1417671993.9844tutorial 4Documento5 páginas1417671993.9844tutorial 4Loo Tong ShianAún no hay calificaciones
- SHEMITAHDocumento29 páginasSHEMITAHxyoraywanAún no hay calificaciones
- Three-Phase A.C. CircuitsDocumento32 páginasThree-Phase A.C. CircuitsĐỗ ĐứcAún no hay calificaciones
- InterruptDocumento8 páginasInterruptLoo Tong ShianAún no hay calificaciones
- 1.0 Fundamentals of Machining (B)Documento42 páginas1.0 Fundamentals of Machining (B)Loo Tong ShianAún no hay calificaciones
- 1.0 Fundamentals of CastingDocumento43 páginas1.0 Fundamentals of CastingLoo Tong ShianAún no hay calificaciones
- Metal Casting Processes Chapter ExplainedDocumento88 páginasMetal Casting Processes Chapter ExplainedTham Wai Hung89% (9)
- 015 PDFDocumento108 páginas015 PDFlorenapipAún no hay calificaciones
- Strip LayoutDocumento35 páginasStrip LayoutJay PatelAún no hay calificaciones
- GS-3000 GS-2000: SeriesDocumento28 páginasGS-3000 GS-2000: SeriessunhuynhAún no hay calificaciones
- Unbrako New Price List Jan 2021-3 PDFDocumento1 páginaUnbrako New Price List Jan 2021-3 PDFManoj Doshi67% (3)
- WPQT SawDocumento2 páginasWPQT Sawkiran144Aún no hay calificaciones
- Summary of Cutting Data For Profile Surface - Ball Nose: Material DetailsDocumento5 páginasSummary of Cutting Data For Profile Surface - Ball Nose: Material DetailsPalade LucianAún no hay calificaciones
- Metal FormingDocumento20 páginasMetal FormingPrashant ShreshthaAún no hay calificaciones
- Kant Twist Clamp AssemblyDocumento6 páginasKant Twist Clamp Assemblysuzycreamcheeze60% (5)
- TOOL MAKING-Bench Work-Practical. Reference Notes For Engineers.Documento84 páginasTOOL MAKING-Bench Work-Practical. Reference Notes For Engineers.Kamatar PbkamatarAún no hay calificaciones
- Page 0004Documento1 páginaPage 0004has sasAún no hay calificaciones
- ISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFDocumento2 páginasISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFYohanes Wahyu TdAún no hay calificaciones
- Visual TestingDocumento95 páginasVisual TestingLeon Heart FCAún no hay calificaciones
- 1 Principles of Mold Design: 1.1 Types of Injection MoldsDocumento16 páginas1 Principles of Mold Design: 1.1 Types of Injection MoldssalimmalmaliAún no hay calificaciones
- Wilson Tool - Scule Standard, Speciale Si Accesorii Pentru Masini Thick TurretDocumento145 páginasWilson Tool - Scule Standard, Speciale Si Accesorii Pentru Masini Thick TurretSM TECH SRLAún no hay calificaciones
- EXL Meso FinalDocumento13 páginasEXL Meso FinalNisargaAún no hay calificaciones
- Unit 3. Components and AssembliesDocumento10 páginasUnit 3. Components and AssembliesFiqhi Fahrizal HaffidAún no hay calificaciones
- Cut FasterDocumento5 páginasCut Fasterpipedown456Aún no hay calificaciones
- GmorsDocumento9 páginasGmorssteve@air-innovations.co.zaAún no hay calificaciones
- PDM Engineering Pvt. LTDDocumento24 páginasPDM Engineering Pvt. LTDMithun SarkarAún no hay calificaciones
- KORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryDocumento1333 páginasKORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryD3nnSGTAVAún no hay calificaciones
- Wps Repair WorDocumento1 páginaWps Repair WorMajdi JerbiAún no hay calificaciones
- Coat-Rack GrinwoodDocumento8 páginasCoat-Rack GrinwoodKVVenkatasubramanianAún no hay calificaciones
- Welding Procedure Specification GuideDocumento4 páginasWelding Procedure Specification GuideAndhira FarizkiAún no hay calificaciones
- Lab 6 - Face Milling On CNC MachineDocumento5 páginasLab 6 - Face Milling On CNC MachineHaris NaveedAún no hay calificaciones
- CBH-21-007 Stud Bolt M6 X 1000 ZC3 8.8Documento1 páginaCBH-21-007 Stud Bolt M6 X 1000 ZC3 8.8qualityAún no hay calificaciones
- Type F9 by Lindapter 983Documento1 páginaType F9 by Lindapter 983Dan Dela PeñaAún no hay calificaciones
- All in One MC 50 (2023)Documento98 páginasAll in One MC 50 (2023)YashuAún no hay calificaciones
- Operation Management Objective QuestionsDocumento22 páginasOperation Management Objective QuestionsAnonymous LFgO4WbIDAún no hay calificaciones
- Pipeline Welding SpecificationDocumento35 páginasPipeline Welding Specificationyehia100% (1)
- By Group 7: Maintenance of CNC MachinesDocumento27 páginasBy Group 7: Maintenance of CNC MachinesFerdian Gamalea DelastaAún no hay calificaciones