También podría gustarte
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Pakistan Water Woes PDFDocumento1 páginaPakistan Water Woes PDFdrbasit93Aún no hay calificaciones
- Engg PDFDocumento22 páginasEngg PDFdrbasit93Aún no hay calificaciones
- Engg PDFDocumento22 páginasEngg PDFdrbasit93Aún no hay calificaciones
- Environmental Impacts of Coal On Land and WaterDocumento2 páginasEnvironmental Impacts of Coal On Land and Waterdrbasit93Aún no hay calificaciones
- 8 Simple Ways To Get Rid of Belly FatDocumento1 página8 Simple Ways To Get Rid of Belly Fatdrbasit93Aún no hay calificaciones
- Water Management Using PLCDocumento7 páginasWater Management Using PLCdrbasit93Aún no hay calificaciones
- Water Management Using PLCDocumento7 páginasWater Management Using PLCdrbasit93Aún no hay calificaciones
- Classification of Gears:: Spur GearDocumento2 páginasClassification of Gears:: Spur Geardrbasit93Aún no hay calificaciones
- Crushers For The Mining Industry: Application NotesDocumento2 páginasCrushers For The Mining Industry: Application Notesdrbasit93Aún no hay calificaciones
- The Finite Element Method For Problems in PhysicsDocumento2 páginasThe Finite Element Method For Problems in Physicsdrbasit93Aún no hay calificaciones
- Islamabad: (MIST)Documento7 páginasIslamabad: (MIST)drbasit93Aún no hay calificaciones
- About Us Contact Us AdvertiseDocumento7 páginasAbout Us Contact Us Advertisedrbasit93Aún no hay calificaciones
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
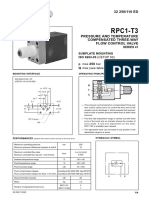
- Flow Control, 3 Way, PR & Temp Compensated, NG6, Type RPC1-T3Documento4 páginasFlow Control, 3 Way, PR & Temp Compensated, NG6, Type RPC1-T3LibinAún no hay calificaciones
- Chrysler 42le A606 Atsg Automatic Transmission Service GroupDocumento104 páginasChrysler 42le A606 Atsg Automatic Transmission Service GroupUriel MendozaAún no hay calificaciones
- AMRI ISORIA 10 Type Series Booklet Data PDFDocumento20 páginasAMRI ISORIA 10 Type Series Booklet Data PDFMurrali Raj Jeyagapal50% (2)
- Clutch: SectionDocumento22 páginasClutch: SectionCleiton aviAún no hay calificaciones
- Turbomolecular Pumping Systems: High Vacuum PumpsDocumento12 páginasTurbomolecular Pumping Systems: High Vacuum PumpsnasmineAún no hay calificaciones
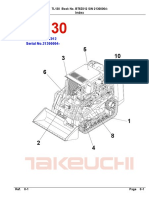
- Takeuchi Parts - Manual - TL130 - BT8Z012 (21300004 ) PDFDocumento495 páginasTakeuchi Parts - Manual - TL130 - BT8Z012 (21300004 ) PDFGustavo100% (1)
- Fundamentals of Fluid Mechanics Chapter 12 Pumps and TurbinesDocumento3 páginasFundamentals of Fluid Mechanics Chapter 12 Pumps and TurbinesNa GaAún no hay calificaciones
- Rekap Alat Berat Ameroro - PetronesiaDocumento14 páginasRekap Alat Berat Ameroro - PetronesiaIan SihombingAún no hay calificaciones
- H115EDocumento8 páginasH115EjunilokoAún no hay calificaciones
- Piezometers in Fully Grouted BoreholesDocumento10 páginasPiezometers in Fully Grouted BoreholesJohan Van StaverenAún no hay calificaciones
- ZARGES Seventec SDocumento2 páginasZARGES Seventec SdragandmiticAún no hay calificaciones
- Ropax 70m-GaDocumento1 páginaRopax 70m-GaEn NdyAún no hay calificaciones
- LM™90 Technical DataDocumento8 páginasLM™90 Technical Datadirkolmos100% (1)
- Referenzen/ Referenze / References: Info@ac-Tec - ItDocumento9 páginasReferenzen/ Referenze / References: Info@ac-Tec - ItEIVAR GUERRERO LEALAún no hay calificaciones
- Komatsu Cod 5 PDFDocumento1000 páginasKomatsu Cod 5 PDFHerlan GarciaAún no hay calificaciones
- Installation and Maintenance Manual: Forbes Marshall Safety Relief ValveDocumento20 páginasInstallation and Maintenance Manual: Forbes Marshall Safety Relief ValveMona UpretiAún no hay calificaciones
- Constant Loaded Regulators: Principle of Operation: Pilot RegulatorDocumento1 páginaConstant Loaded Regulators: Principle of Operation: Pilot RegulatormarioLhrAún no hay calificaciones
- Sigma HLR 7950a Interface ValveDocumento2 páginasSigma HLR 7950a Interface ValveSports LuckyAún no hay calificaciones
- RS Gun Cutter Assemblies: Operation - RepairDocumento28 páginasRS Gun Cutter Assemblies: Operation - RepairAnonymous KWSlohsoAún no hay calificaciones
- Cushman Catalog Rev1Documento36 páginasCushman Catalog Rev1CaryAún no hay calificaciones
- Casing ThreadsDocumento7 páginasCasing ThreadsNaser KhanAún no hay calificaciones
- Johnson Tiles Rajkot Heritage Collection 108Documento24 páginasJohnson Tiles Rajkot Heritage Collection 108Nilesh MeherAún no hay calificaciones
- RAFT FOOTING (SPILLWAY) FinalDocumento3 páginasRAFT FOOTING (SPILLWAY) FinalSUPERINTENDING ENGINEERAún no hay calificaciones
- Lab Manual 5Documento9 páginasLab Manual 5Muhammad Asim Muhammad ArshadAún no hay calificaciones
- Section 05090 Metal FasteningDocumento6 páginasSection 05090 Metal FasteningMØhãmmed ØwięsAún no hay calificaciones
- Hydraulic Control SystemsDocumento15 páginasHydraulic Control SystemsRon McIntyreAún no hay calificaciones
- Denison Calzoni Radial Piston Motor Type MRT, Mrte, MRTF: AlzoniDocumento24 páginasDenison Calzoni Radial Piston Motor Type MRT, Mrte, MRTF: AlzoniElias80Aún no hay calificaciones
- Subgroup - Index: Section Group TypeDocumento26 páginasSubgroup - Index: Section Group TypeSergio Quintana RodriguezAún no hay calificaciones
- imageRUNNER C1022 PCDocumento96 páginasimageRUNNER C1022 PC14558729Aún no hay calificaciones
- Gear Pump (Auxiliary) - Disassemble PDFDocumento6 páginasGear Pump (Auxiliary) - Disassemble PDFIvan PalominoAún no hay calificaciones