También podría gustarte
- Asset Integrity Management A Complete Guide - 2020 EditionDe EverandAsset Integrity Management A Complete Guide - 2020 EditionAún no hay calificaciones
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDe EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreAún no hay calificaciones
- TilTing Pad Radial BeaRings PDFDocumento28 páginasTilTing Pad Radial BeaRings PDFmrbookaniAún no hay calificaciones
- Tilting Pad BearingDocumento11 páginasTilting Pad BearingDharmendra JainAún no hay calificaciones
- Boiler FD Fan, Bearing Failure Case StudyDocumento9 páginasBoiler FD Fan, Bearing Failure Case StudyAli Shujah Jafri100% (2)
- Bearing Failure PDFDocumento5 páginasBearing Failure PDF01666754614100% (2)
- Superior Turbine Solutions rotor repair and machining servicesDocumento26 páginasSuperior Turbine Solutions rotor repair and machining servicesramnadh803181100% (1)
- Analysis of Process Fan Failure & Bearing Housing Case - StudyDocumento16 páginasAnalysis of Process Fan Failure & Bearing Housing Case - Studytylerdurdane100% (1)
- Bearing Defect Inspection Based On Machine VisionDocumento20 páginasBearing Defect Inspection Based On Machine VisionArun Kumar100% (1)
- 'TP-800B' Overhauling of Steam TurbineDocumento35 páginas'TP-800B' Overhauling of Steam TurbinewasayAún no hay calificaciones
- Steam Turbine ValvesDocumento2 páginasSteam Turbine ValvesWalter Joseph100% (1)
- Evaluation of Tilting Pad Thrust Bearings PDFDocumento10 páginasEvaluation of Tilting Pad Thrust Bearings PDFVILLANUEVA_DANIEL2064Aún no hay calificaciones
- FAN Presentation 06.04.11Documento52 páginasFAN Presentation 06.04.11Senthil KumarAún no hay calificaciones
- Tilting Pad Bearing PreloadDocumento3 páginasTilting Pad Bearing Preloadrafay0saeed100% (2)
- Bearing Instal at Ion and Maintenance GuideDocumento130 páginasBearing Instal at Ion and Maintenance GuideTeodoru Horia Adrian75% (4)
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedDocumento22 páginasReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (3)
- Bearing Failure 1Documento8 páginasBearing Failure 1Kumar SwamiAún no hay calificaciones
- Centrifugal Pump OverloadingDocumento2 páginasCentrifugal Pump OverloadingAbdul AlimAún no hay calificaciones
- PA Fan High VibrationsDocumento14 páginasPA Fan High VibrationsVIBHAVAún no hay calificaciones
- Bowed Rotor Straightening WebVersion Dec 29 2010Documento2 páginasBowed Rotor Straightening WebVersion Dec 29 2010elrajilAún no hay calificaciones
- A Review of Tilting Pad Bearing TheoryDocumento31 páginasA Review of Tilting Pad Bearing TheoryJose Luis RattiaAún no hay calificaciones
- Waukesha Bearings - Modular TPT Bearings - MS - A4Documento32 páginasWaukesha Bearings - Modular TPT Bearings - MS - A4rafay0saeedAún no hay calificaciones
- OnM Best Practices MPPGCLDocumento42 páginasOnM Best Practices MPPGCLJithinAbraham100% (1)
- Internal Bearing CleardssanceDocumento3 páginasInternal Bearing Cleardssancejicki09Aún no hay calificaciones
- 03 Product OverviewDocumento44 páginas03 Product OverviewMamdouh ElhanafyAún no hay calificaciones
- Turbine FundamentalDocumento18 páginasTurbine FundamentalHamid ArizAún no hay calificaciones
- Bearing Fits PDFDocumento11 páginasBearing Fits PDFkarthiblackAún no hay calificaciones
- SKF Bearing Failure and CausesDocumento44 páginasSKF Bearing Failure and CausescazacuphAún no hay calificaciones
- Cause and Prevention For Steam Turbine BDocumento10 páginasCause and Prevention For Steam Turbine Brudi setiawanAún no hay calificaciones
- Reverse and Rim and Face AlignmentDocumento37 páginasReverse and Rim and Face AlignmentvenkeekuAún no hay calificaciones
- Turbines and GoverningDocumento31 páginasTurbines and GoverningKVV100% (2)
- Vibration Product Training: Gearbox TutorialDocumento10 páginasVibration Product Training: Gearbox TutorialMuhammad afzalAún no hay calificaciones
- Hydrostatic Journal BearingDocumento18 páginasHydrostatic Journal Bearingapi-19775783100% (1)
- Thermal expansion of boilers explainedDocumento5 páginasThermal expansion of boilers explainedThusitha DalpathaduAún no hay calificaciones
- Troubleshooting VTP Vertical Turbine PumpDocumento20 páginasTroubleshooting VTP Vertical Turbine PumpKrrish100% (1)
- Maintenance of Journal (Babbitt) BearingsDocumento34 páginasMaintenance of Journal (Babbitt) BearingsNilav KumarAún no hay calificaciones
- Solid Particle Erosion and Mechanical DamageDocumento5 páginasSolid Particle Erosion and Mechanical DamageCarlos ToscanoAún no hay calificaciones
- Turbine FundamentalsDocumento102 páginasTurbine FundamentalsAkshayAún no hay calificaciones
- Steam Turbines FundamentalsDocumento51 páginasSteam Turbines Fundamentalssevero97100% (1)
- Hydrostatic Journal BearingDocumento14 páginasHydrostatic Journal Bearingapi-19775783100% (4)
- A Study On Failure of Mechanical PumpDocumento34 páginasA Study On Failure of Mechanical PumpAzif Ali MoothantevileyilAún no hay calificaciones
- Classifying Bearings and Selecting the Right TypeDocumento8 páginasClassifying Bearings and Selecting the Right TypeMohamed Sadek100% (1)
- Shaft fits and tolerances chart for radial and thrust bearingsDocumento1 páginaShaft fits and tolerances chart for radial and thrust bearingsSahil KumarAún no hay calificaciones
- Glycol Re-Boiler Tube Damage Case StudyDocumento17 páginasGlycol Re-Boiler Tube Damage Case StudyMohd Shafuaaz KassimAún no hay calificaciones
- Boost Boiler Efficiency With an Air PreheaterDocumento44 páginasBoost Boiler Efficiency With an Air PreheaterAtef BouabdallahAún no hay calificaciones
- Sam Turbo Pump Type ArsDocumento21 páginasSam Turbo Pump Type ArsNor Azman SaaidAún no hay calificaciones
- 1702021839325 overspeed trip case studyDocumento17 páginas1702021839325 overspeed trip case studyMahmoud AbdellatifAún no hay calificaciones
- First Inspection Report Details Engine Repair NeedsDocumento36 páginasFirst Inspection Report Details Engine Repair NeedsCwsAún no hay calificaciones
- Fir Engine TP-542 FMX - 440Documento21 páginasFir Engine TP-542 FMX - 440CwsAún no hay calificaciones
- Sam Industries PumpDocumento52 páginasSam Industries PumpHunney KotiyaAún no hay calificaciones
- Ahmed A'Nasser Handover 22 November PDFDocumento3 páginasAhmed A'Nasser Handover 22 November PDFmohamed hamedAún no hay calificaciones
- Install, Operate and Maintain SAM Turbo PumpDocumento40 páginasInstall, Operate and Maintain SAM Turbo Pumpsanjayagrawal70-1Aún no hay calificaciones
- Pump failure report of 05PC-114ADocumento3 páginasPump failure report of 05PC-114ANupesh katreAún no hay calificaciones
- Ahmed A'nasser Hitch ReportDocumento3 páginasAhmed A'nasser Hitch Reportmohamed hamedAún no hay calificaciones
- Job Report: Overhauling of Waste Water Pump (WP-111)Documento8 páginasJob Report: Overhauling of Waste Water Pump (WP-111)msaqibraza93Aún no hay calificaciones
- Case Study Pumps 1Documento36 páginasCase Study Pumps 1Aravazhi Ramasami Thangaraj100% (1)
- Klasa EngleskiDocumento7 páginasKlasa EngleskiZdravko PeranAún no hay calificaciones
- SB SBH Series Blender IMDocumento22 páginasSB SBH Series Blender IMJOSE BARONAún no hay calificaciones
- Job Report: Overhauling of Waste Water Pump (WP-111)Documento6 páginasJob Report: Overhauling of Waste Water Pump (WP-111)msaqibraza93Aún no hay calificaciones
- Finite Volume Discretization of Governing Equation On Collocated Grid With Heat SourceDocumento10 páginasFinite Volume Discretization of Governing Equation On Collocated Grid With Heat SourceAyush JAinAún no hay calificaciones
- Modeling and Simulation of Gas, Oil and Water Flow in A Catenary-Shaped RiserDocumento17 páginasModeling and Simulation of Gas, Oil and Water Flow in A Catenary-Shaped RiserAyush JAinAún no hay calificaciones
- Erosion Effect Over VelocityDocumento7 páginasErosion Effect Over VelocityAyush JAinAún no hay calificaciones
- Running in Parallel Luc Chin IDocumento13 páginasRunning in Parallel Luc Chin INashrif KarimAún no hay calificaciones
- Numerical investigation of erosion threshold velocity in a pipe with sudden contractionDocumento22 páginasNumerical investigation of erosion threshold velocity in a pipe with sudden contractionAyush JAinAún no hay calificaciones
- Thick Walled CylindersDocumento9 páginasThick Walled CylinderskabangiAún no hay calificaciones
- DPM U BendDocumento13 páginasDPM U BendharabnezhadAún no hay calificaciones
- System Coupling Users GuideDocumento144 páginasSystem Coupling Users GuidegarystevensozAún no hay calificaciones
- Thick-Walled Cylinders and Press Fits StressesDocumento17 páginasThick-Walled Cylinders and Press Fits StressestooocooolAún no hay calificaciones
- Photovoltaic Principles (NREL) PDFDocumento71 páginasPhotovoltaic Principles (NREL) PDFED DK KAAún no hay calificaciones
- Parallelism in StructureDocumento3 páginasParallelism in StructureAyush JAinAún no hay calificaciones
- NS EquationDocumento11 páginasNS EquationAyush JAinAún no hay calificaciones
- Bioinformatics Drug DesignDocumento62 páginasBioinformatics Drug DesignAyush JAinAún no hay calificaciones
- How Photovoltaic Cells Convert Sunlight into Electricity Using the Photovoltaic EffectDocumento1 páginaHow Photovoltaic Cells Convert Sunlight into Electricity Using the Photovoltaic EffectAyush JAinAún no hay calificaciones
- Analysis of DO Sag For Multiple Point Sources: Department of Mathematics, Galgotias University, Greater Noida, IndiaDocumento7 páginasAnalysis of DO Sag For Multiple Point Sources: Department of Mathematics, Galgotias University, Greater Noida, IndiaprateekbaldwaAún no hay calificaciones
- Photoelectric EffectDocumento4 páginasPhotoelectric EffectAyush JAinAún no hay calificaciones
- Dielectric MaterialsDocumento7 páginasDielectric MaterialsAyush JAinAún no hay calificaciones
- DAAD IIT Master Scholarships for GermanyDocumento3 páginasDAAD IIT Master Scholarships for GermanyTarun SachdevaAún no hay calificaciones
- About Ancient BharatDocumento0 páginasAbout Ancient BharatKundan KumawatAún no hay calificaciones
- FAQDocumento9 páginasFAQAyush JAinAún no hay calificaciones
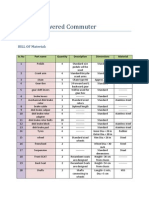
- BOM - Human Powered CommuterDocumento2 páginasBOM - Human Powered CommuterAyush JAinAún no hay calificaciones
- Suspension Design AnalysisDocumento8 páginasSuspension Design AnalysisPrithvish M GowdaAún no hay calificaciones
- Recent Trends in Wind Energy by Ayush JainDocumento3 páginasRecent Trends in Wind Energy by Ayush JainAyush JAinAún no hay calificaciones
- Mechanical, Aeronautical & Manufacturing Rankings 2011: Rank Title Country Academic Employer Citations ScoreDocumento10 páginasMechanical, Aeronautical & Manufacturing Rankings 2011: Rank Title Country Academic Employer Citations ScoreAyush JAinAún no hay calificaciones
- For Academic Customers: Site Creation Request FormDocumento7 páginasFor Academic Customers: Site Creation Request FormAyush JAinAún no hay calificaciones
- Parallel PortDocumento1 páginaParallel PortAyush JAinAún no hay calificaciones
- AjDocumento4 páginasAjAyush JAinAún no hay calificaciones
- HT12D PDFDocumento11 páginasHT12D PDFSwarnalatha ChinnathuraiAún no hay calificaciones
- Theory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsDocumento17 páginasTheory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsYoana Yoa YoaAún no hay calificaciones
- Atlas TechNotes - Complete Set Rev Nov 2011Documento50 páginasAtlas TechNotes - Complete Set Rev Nov 2011caod1712Aún no hay calificaciones
- Testing of Rigid Plastic ContainersDocumento22 páginasTesting of Rigid Plastic ContainersBhupendra Singh100% (12)
- Flight Equations of Motion for 6 DOF Aircraft ModelDocumento24 páginasFlight Equations of Motion for 6 DOF Aircraft ModelNeetu SharmaAún no hay calificaciones
- Zetex HandbookDocumento8 páginasZetex HandbookbolermAún no hay calificaciones
- Introduction to Catalysis LectureDocumento22 páginasIntroduction to Catalysis LectureVhyiitrii Shanqk Peñjhaqa Haatii100% (1)
- Teacher Guide Activity 2 AccelerationDocumento4 páginasTeacher Guide Activity 2 AccelerationCanada Railway TimesAún no hay calificaciones
- WMM Plant CalibrationDocumento5 páginasWMM Plant CalibrationAnonymous zyIPjL9vAún no hay calificaciones
- Data Sheet Monocristalino Chint Astronergy PDFDocumento2 páginasData Sheet Monocristalino Chint Astronergy PDFPaulo SousaAún no hay calificaciones
- Solution Manual-Chemical Engineering Thermodynamics - Smith Van NessDocumento621 páginasSolution Manual-Chemical Engineering Thermodynamics - Smith Van NessSurya Budi Widagdo87% (184)
- 4363 111 Machine Design IDocumento6 páginas4363 111 Machine Design Iyogesh_b_k100% (2)
- LECTURE 3 - Shear Stress & Allowable StressDocumento15 páginasLECTURE 3 - Shear Stress & Allowable StressIhab OmarAún no hay calificaciones
- 960 Physics (PPU) Semester 2 Topics-SyllabusDocumento7 páginas960 Physics (PPU) Semester 2 Topics-SyllabusJosh, LRT0% (1)
- Calculation of Electrical Induction Near Power LinesDocumento22 páginasCalculation of Electrical Induction Near Power LinesalpcruzAún no hay calificaciones
- Diagnostic Fracture Injection Tests in Ultra Low Perm FormationsDocumento6 páginasDiagnostic Fracture Injection Tests in Ultra Low Perm FormationsBolsec14Aún no hay calificaciones
- PNA Chemistry Expedite 8900 User's GuideDocumento114 páginasPNA Chemistry Expedite 8900 User's GuideJohnAún no hay calificaciones
- Partial Differential Equations Formula SheetDocumento3 páginasPartial Differential Equations Formula SheetnewyorkstudyAún no hay calificaciones
- Cementing EquipDocumento12 páginasCementing Equipzbhdzp100% (1)
- Information Folder LUCCON PDFDocumento9 páginasInformation Folder LUCCON PDFASHOKKUMAR EAún no hay calificaciones
- Love My LifeDocumento5 páginasLove My LifeLinda Veronica0% (1)
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsDocumento11 páginasHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012Aún no hay calificaciones
- Molykote Greases For Subsea ApplicationsDocumento1 páginaMolykote Greases For Subsea ApplicationsProject Sales CorpAún no hay calificaciones
- Stainless Steel PropertiesDocumento3 páginasStainless Steel Propertieskiwanis_lamAún no hay calificaciones
- Tutorial 16 - CEL - BottleDocumento14 páginasTutorial 16 - CEL - BottleRezaAún no hay calificaciones
- 08 Energy 03 Complementary Strain Energy PDFDocumento2 páginas08 Energy 03 Complementary Strain Energy PDFjack_hero_56Aún no hay calificaciones
- Basic Hazen Williams FormulaDocumento28 páginasBasic Hazen Williams FormulaDhimas IriantoAún no hay calificaciones
- Elders Ray SYstemsDocumento7 páginasElders Ray SYstemssagarmkale4395Aún no hay calificaciones
- Principles of CT and CT TechnologyDocumento15 páginasPrinciples of CT and CT TechnologyLida Velasquez SierraAún no hay calificaciones
- L-3/T-2/CE Date: 07/08/2016Documento30 páginasL-3/T-2/CE Date: 07/08/2016নীল জোছনা0% (1)
- Mark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Documento120 páginasMark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Galeotto Marzio100% (1)