También podría gustarte
- 1.07 TIG Welding Part-2Documento79 páginas1.07 TIG Welding Part-2rohit mathanker100% (1)
- Basic Guide To WeldingDocumento7 páginasBasic Guide To WeldingJaveed A. KhanAún no hay calificaciones
- Welding Technology & Inspection MethodDocumento80 páginasWelding Technology & Inspection MethodVivek Satapathy100% (1)
- Advanced Welding Process (Welding)Documento58 páginasAdvanced Welding Process (Welding)Sk SamsuddinAún no hay calificaciones
- Welding Electrodes Types and Application Procedures Welding DefectsDocumento77 páginasWelding Electrodes Types and Application Procedures Welding DefectsmkpqAún no hay calificaciones
- Welded Tube PDFDocumento17 páginasWelded Tube PDFhirenkumar patelAún no hay calificaciones
- Spot Welding Process LabDocumento4 páginasSpot Welding Process Labjunaid gujratiAún no hay calificaciones
- Welding Process & DefectsDocumento11 páginasWelding Process & DefectsAbhishek TalujaAún no hay calificaciones
- Procedures For Stud WeldignDocumento4 páginasProcedures For Stud WeldignJulius KulvinskasAún no hay calificaciones
- Section 8 - Arc Equipment & Processes266 - 27344Documento36 páginasSection 8 - Arc Equipment & Processes266 - 27344dbircs2010Aún no hay calificaciones
- WeldingDocumento27 páginasWeldingankit4565Aún no hay calificaciones
- Forgings PDFDocumento23 páginasForgings PDFrrameshsmitAún no hay calificaciones
- MD Design ConsiderationDocumento18 páginasMD Design ConsiderationjhpatelAún no hay calificaciones
- Resistance WeldingDocumento5 páginasResistance WeldingJoel BrasilBorgesAún no hay calificaciones
- Press Working Operations - Sheet MetalDocumento16 páginasPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Sheet Metal Form Vinay 1226927986919169 9Documento83 páginasSheet Metal Form Vinay 1226927986919169 9Nhan LeAún no hay calificaciones
- Projection WeldingDocumento23 páginasProjection WeldingFernandoAún no hay calificaciones
- Resistance WeldingDocumento19 páginasResistance WeldingJustin McClendon100% (1)
- CHAPTER 2 Press WorkingDocumento29 páginasCHAPTER 2 Press WorkingDen Yogi HardiyantoAún no hay calificaciones
- UNIT 3 Ferrous and Non Ferrous MetalsDocumento68 páginasUNIT 3 Ferrous and Non Ferrous MetalsAmutha PSGRKCWAún no hay calificaciones
- Gating Design V3Documento31 páginasGating Design V3Chinh Thong TranAún no hay calificaciones
- Resistance WeldingDocumento13 páginasResistance WeldingAashishSethiAún no hay calificaciones
- Resistance Welding ProcessesDocumento47 páginasResistance Welding ProcessesJohan ZraghozAún no hay calificaciones
- Welding Process SeminarDocumento14 páginasWelding Process Seminartemporary hAún no hay calificaciones
- Welding Notes 0Documento70 páginasWelding Notes 0Azmeer Mohamed100% (1)
- Class - 5 - Baics of Arc WeldingDocumento43 páginasClass - 5 - Baics of Arc WeldingroshanpateliaAún no hay calificaciones
- Fundamentals of Joining ProcessesDocumento21 páginasFundamentals of Joining ProcessesNosta Silva100% (1)
- Mig Gmaw Welding 1Documento26 páginasMig Gmaw Welding 1HAZEL BELLOAún no hay calificaciones
- Welding LectureDocumento101 páginasWelding Lecturesumit sengarAún no hay calificaciones
- Welding and Cutting ProcessDocumento60 páginasWelding and Cutting Processquiron2010100% (1)
- Blanking and PiercingDocumento5 páginasBlanking and PiercingPratap VeerAún no hay calificaciones
- BrazingDocumento115 páginasBrazingcheveresan123Aún no hay calificaciones
- Welding CopperDocumento9 páginasWelding CopperSudhakar KumarAún no hay calificaciones
- Resistance WeldingDocumento24 páginasResistance WeldingSenthil Kumar K LAún no hay calificaciones
- Cold WeldingDocumento46 páginasCold WeldingFajar SiradzAún no hay calificaciones
- Classification of Welding ProcessesDocumento25 páginasClassification of Welding ProcessesvelavansuAún no hay calificaciones
- On Resistance WeldingDocumento18 páginasOn Resistance WeldingMadhup Kulshrestha100% (1)
- Metal FormingDocumento49 páginasMetal FormingtejasAún no hay calificaciones
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDocumento20 páginasBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziAún no hay calificaciones
- Electrode Maintenance For Resistance Spot WeldingDocumento3 páginasElectrode Maintenance For Resistance Spot Weldingottou812Aún no hay calificaciones
- Dies1 2Documento23 páginasDies1 2Ajay BabuAún no hay calificaciones
- Alloy & Special SteelsDocumento33 páginasAlloy & Special Steelstanishka narayanAún no hay calificaciones
- Como Soldar 4140Documento4 páginasComo Soldar 4140Luis Jose DuranAún no hay calificaciones
- Lab Manual WeldingDocumento83 páginasLab Manual Weldingknizam1971Aún no hay calificaciones
- INS P 035, Circularity Check - Cyl.sectionsDocumento10 páginasINS P 035, Circularity Check - Cyl.sectionsDeepakAún no hay calificaciones
- Mt1 Unit 4 NotesDocumento11 páginasMt1 Unit 4 Notesvelavansu100% (1)
- Joining Part2Documento27 páginasJoining Part2Dune StarlightAún no hay calificaciones
- Production Technology-I Unit No. 1: Cutting ToolDocumento15 páginasProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraAún no hay calificaciones
- Unit-III - Theory On The Metal Cutting OperationDocumento217 páginasUnit-III - Theory On The Metal Cutting OperationKansath KamalAún no hay calificaciones
- MGF Lab Manual-IIDocumento35 páginasMGF Lab Manual-IIdanielrita570Aún no hay calificaciones
- A5-8 Tig WeldingDocumento104 páginasA5-8 Tig Weldinghema_avraoAún no hay calificaciones
- Welding Lecture 5 Solid State Welding Processes ( - )Documento20 páginasWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudAún no hay calificaciones
- Brazing and Soldering 1.0 Basics of Brazing and SolderingDocumento4 páginasBrazing and Soldering 1.0 Basics of Brazing and SolderingDhananjay ParasharAún no hay calificaciones
- Forgingforging ProcessDocumento13 páginasForgingforging Processpatel ketanAún no hay calificaciones
- Manufacturing Processes (ME361) Lecture 25 and 27Documento40 páginasManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarAún no hay calificaciones
- Closed Die Forging Reading MaterialDocumento27 páginasClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- Types of Electric WeldingDocumento7 páginasTypes of Electric WeldingSUKhanAún no hay calificaciones
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocumento24 páginasLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarAún no hay calificaciones
- Arc Welding Process PDFDocumento12 páginasArc Welding Process PDFBiswanath RoulAún no hay calificaciones
- 20146501.pdf Ga75vsdDocumento34 páginas20146501.pdf Ga75vsdCHATEAUVIEUX Patrick100% (1)
- Test 8 ch8 Phy 9thDocumento1 páginaTest 8 ch8 Phy 9thMurtazaAún no hay calificaciones
- Fault Code 195 Coolant Level Sensor Circuit - Voltage Above Normal or Shorted To High SourceDocumento13 páginasFault Code 195 Coolant Level Sensor Circuit - Voltage Above Normal or Shorted To High SourceAhmedmah100% (1)
- Siemens IEC61850Documento2 páginasSiemens IEC61850g-bearAún no hay calificaciones
- Form 1 AWS D1.1Documento2 páginasForm 1 AWS D1.1Bui Chi TamAún no hay calificaciones
- Start Practice Exam Test Questions Part 1 of The SeriesDocumento155 páginasStart Practice Exam Test Questions Part 1 of The SeriesNida Bagoyboy NatichoAún no hay calificaciones
- Test - Astm 1378 Rev2Documento16 páginasTest - Astm 1378 Rev2Matthew KuttikadAún no hay calificaciones
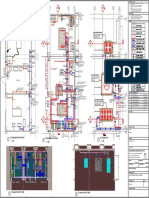
- HPCL-02 - Hvac Piping LayoutDocumento1 páginaHPCL-02 - Hvac Piping LayoutBN YADAVAún no hay calificaciones
- Waterjet 2008 CondensedDocumento12 páginasWaterjet 2008 Condensedkaniappan sakthivelAún no hay calificaciones
- Ped PreviousDocumento12 páginasPed PreviousRahul GogoiAún no hay calificaciones
- The Nine Billion Names of GodDocumento6 páginasThe Nine Billion Names of GodJason MeyerAún no hay calificaciones
- DPR - AHP-PPP ShivSankul, Kolhapur 26.11.2018 PDFDocumento148 páginasDPR - AHP-PPP ShivSankul, Kolhapur 26.11.2018 PDFSantosh KalkutkiAún no hay calificaciones
- Sugar ManufacturingDocumento55 páginasSugar Manufacturingamrialifa100% (3)
- of Gatorade..Documento29 páginasof Gatorade..Jay ThakkarAún no hay calificaciones
- Energy PacDocumento6 páginasEnergy PacMohammad AnasAún no hay calificaciones
- Piping Checklist For 30% 3D Model ReviewDocumento3 páginasPiping Checklist For 30% 3D Model Reviewcherif yahyaoui100% (5)
- Load Flow - CompleteDocumento24 páginasLoad Flow - CompleteJohn Cristouv CortezAún no hay calificaciones
- 2008 Product Catalogue PDFDocumento255 páginas2008 Product Catalogue PDFrenoyaboAún no hay calificaciones
- Eurocode 8-1-3Documento18 páginasEurocode 8-1-3joaoAún no hay calificaciones
- Iec 61330-2005Documento10 páginasIec 61330-2005pradyumnaukAún no hay calificaciones
- TC FLS Sihi Leh 1200 1500 1800 enDocumento10 páginasTC FLS Sihi Leh 1200 1500 1800 enGustavo ZavalaAún no hay calificaciones
- Green Tea ExtractDocumento28 páginasGreen Tea ExtractNikhil TribhuwanAún no hay calificaciones
- Green Buildings, Energy EfficiencyDocumento7 páginasGreen Buildings, Energy EfficiencyAbu Talha FarooqiAún no hay calificaciones
- Survey Questionnaire On Transforming Recycled Cooking Oil Into A Sustainable Butane Alternative For Stove FuelDocumento2 páginasSurvey Questionnaire On Transforming Recycled Cooking Oil Into A Sustainable Butane Alternative For Stove Fueljohnphilipcornelio04Aún no hay calificaciones
- Harris - AN-PRC150 HF-VHF Combat Radio - Instruction ManualDocumento49 páginasHarris - AN-PRC150 HF-VHF Combat Radio - Instruction ManualAbhinav Ashok ChandelAún no hay calificaciones
- "Enron Energy Scandal": Assignment ONDocumento11 páginas"Enron Energy Scandal": Assignment ONDarshan GohilAún no hay calificaciones
- Prarancangan Pabrik Tetrachlorosilane (Sicl) Dari Purified Rice HuskDocumento2 páginasPrarancangan Pabrik Tetrachlorosilane (Sicl) Dari Purified Rice HuskTanti Nabella24Aún no hay calificaciones
- 1 PBDocumento253 páginas1 PBsofyan_shahAún no hay calificaciones
- AMOY StandardDocumento4 páginasAMOY StandardHariyanAún no hay calificaciones
- Iadc Dull Grading: Cutting StructureDocumento2 páginasIadc Dull Grading: Cutting StructuredayanaAún no hay calificaciones