También podría gustarte
- Relatos de La Antigua BacataDocumento1 páginaRelatos de La Antigua Bacatayasmin aldanaAún no hay calificaciones
- La APPO y El Desarrollo de La Crisis de Hegemonía en Oaxaca.Documento204 páginasLa APPO y El Desarrollo de La Crisis de Hegemonía en Oaxaca.Joel Ortega ErreguerenaAún no hay calificaciones
- Acosta Linet Evaluacion FyEDocumento18 páginasAcosta Linet Evaluacion FyElinet100% (1)
- Solberg FiltrosDocumento57 páginasSolberg Filtroscesarj29Aún no hay calificaciones
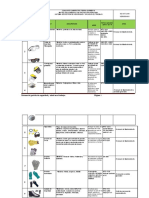
- Matriz EPPDocumento7 páginasMatriz EPPGiovanny AbadiaAún no hay calificaciones
- Rsumen Capitulo A10 NSR-10Documento9 páginasRsumen Capitulo A10 NSR-10Jonny Uribe SalazarAún no hay calificaciones
- Huaygua Yanina Trabajo Practico UNIDAD 2Documento4 páginasHuaygua Yanina Trabajo Practico UNIDAD 2YaniHuayguaAún no hay calificaciones
- Comunicación AntonimoDocumento2 páginasComunicación AntonimoAngel MaciasAún no hay calificaciones
- PDF Informe Composicion y Descomposicion de Vectores CompressDocumento13 páginasPDF Informe Composicion y Descomposicion de Vectores CompressChristian FuentesAún no hay calificaciones
- Juego, Recreación y Educación Luciano Mercado Hsa3Documento37 páginasJuego, Recreación y Educación Luciano Mercado Hsa3SebastianRamirezAún no hay calificaciones
- 1.2.2 Meiosis PDFDocumento29 páginas1.2.2 Meiosis PDFKarlita MariaAún no hay calificaciones
- PARADIGMASDocumento2 páginasPARADIGMASCinthya Lema Galarza0% (1)
- Recursos Claves GloriaDocumento3 páginasRecursos Claves GloriaAlexandra Milagros ApAún no hay calificaciones
- MSDS Loctite 5699Documento6 páginasMSDS Loctite 5699Maria Angelica Gomez PintoAún no hay calificaciones
- Pe - Ficha Tecnica - Amistar 50 WG - Mar 17Documento7 páginasPe - Ficha Tecnica - Amistar 50 WG - Mar 17Steven LudeñaAún no hay calificaciones
- Ext-Cm-1053 FT - Aniosurf NPC - Desinfectante de Pisos y SuperficiesDocumento2 páginasExt-Cm-1053 FT - Aniosurf NPC - Desinfectante de Pisos y SuperficiesdeisyAún no hay calificaciones
- Vedas Tallas Minimas Marisco Cantabria 2020 2021Documento21 páginasVedas Tallas Minimas Marisco Cantabria 2020 2021Marisa Pérez SotoAún no hay calificaciones
- Presentación Capitolio Nacional de ColombiaDocumento10 páginasPresentación Capitolio Nacional de ColombiaSara Elifelet Castellanos MontenegroAún no hay calificaciones
- S04.s2 - Material PDFDocumento12 páginasS04.s2 - Material PDFJohel Marca RomeroAún no hay calificaciones
- Caracterización y Morfología de Gramíneas y LeguminosasDocumento14 páginasCaracterización y Morfología de Gramíneas y LeguminosasKike GarciaAún no hay calificaciones
- Modelado Agil y PrototiposDocumento7 páginasModelado Agil y Prototiposjuan luis cruz valdezAún no hay calificaciones
- Coaching Personalizado de Peligros y Riesgos Conasurmin RDocumento44 páginasCoaching Personalizado de Peligros y Riesgos Conasurmin RalterAún no hay calificaciones
- 3.tornillos Sin FinDocumento15 páginas3.tornillos Sin Findiomer mamaniAún no hay calificaciones
- Ep4 CRMY SCMDocumento4 páginasEp4 CRMY SCMiluminacion LEDAún no hay calificaciones
- Proyecto Individual DPCC SecundariaDocumento2 páginasProyecto Individual DPCC SecundariaAlessandro Fabián Silva CalderónAún no hay calificaciones
- 4 Integracion de Entidades Senales y Variables5Documento24 páginas4 Integracion de Entidades Senales y Variables5Camilo Andres RojasAún no hay calificaciones
- Programa en Excel Mecanica de Los Materiales (Autoguardado)Documento20 páginasPrograma en Excel Mecanica de Los Materiales (Autoguardado)albertoAún no hay calificaciones
- MatemáticoDocumento59 páginasMatemáticoHobber DannesAún no hay calificaciones
- WinchesterDocumento37 páginasWinchesterDiegoAún no hay calificaciones
- Proyecto Nacional y Nueva Ciudadanía 20022 - 1Documento5 páginasProyecto Nacional y Nueva Ciudadanía 20022 - 1Juan PiñaAún no hay calificaciones