También podría gustarte
- Chip BreakersDocumento38 páginasChip BreakersrosmarinanordinAún no hay calificaciones
- Micro MillingDocumento38 páginasMicro MillingBhushan ChhatreAún no hay calificaciones
- Metal FormingDocumento49 páginasMetal FormingtejasAún no hay calificaciones
- Advanced Fine Finishing Processes on MetalsDocumento10 páginasAdvanced Fine Finishing Processes on MetalsVenkatesh VenkyAún no hay calificaciones
- Ch-5 Sheet Metal OperationDocumento20 páginasCh-5 Sheet Metal OperationJAYANT KUMARAún no hay calificaciones
- Nano Finishing TechniquesDocumento30 páginasNano Finishing TechniquesSujay SaxenaAún no hay calificaciones
- S11-Cutting Forcess & MCDDocumento37 páginasS11-Cutting Forcess & MCDBenita PrinceAún no hay calificaciones
- Plastic Metal Forming of Metals and PowdersDocumento20 páginasPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينAún no hay calificaciones
- Sheet Metal WorkingDocumento23 páginasSheet Metal WorkingSujit MishraAún no hay calificaciones
- Machining Forces and Merchant's Circle Diagram (MCD)Documento40 páginasMachining Forces and Merchant's Circle Diagram (MCD)AswinAún no hay calificaciones
- Design Intent ParametricDocumento21 páginasDesign Intent ParametricRamesh VajramAún no hay calificaciones
- Principle Angle Single Point Cutting ToolsDocumento16 páginasPrinciple Angle Single Point Cutting ToolsSoumik DasAún no hay calificaciones
- EXL Meso FinalDocumento13 páginasEXL Meso FinalNisargaAún no hay calificaciones
- Machining ProcessDocumento51 páginasMachining ProcessSudeepAún no hay calificaciones
- Computer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdiDocumento36 páginasComputer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdinenadAún no hay calificaciones
- High Velocity FormingDocumento54 páginasHigh Velocity FormingKirandeep Singh Srao100% (8)
- Introduction To Design of Machine ElementsDocumento11 páginasIntroduction To Design of Machine Elementssakali aliAún no hay calificaciones
- High Energy Rate Forming ProcessDocumento8 páginasHigh Energy Rate Forming Processjasonmani90Aún no hay calificaciones
- Thermal Aspects of Machining Module 1Documento75 páginasThermal Aspects of Machining Module 1Libin AbrahamAún no hay calificaciones
- Metal cutting process and tool geometry fundamentalsDocumento6 páginasMetal cutting process and tool geometry fundamentalsvijayakumarAún no hay calificaciones
- CH03. Sheet Metal ProcessesDocumento73 páginasCH03. Sheet Metal ProcesseshizanorhudaAún no hay calificaciones
- Stereo Lithography PresentationDocumento28 páginasStereo Lithography PresentationJayanth RajAún no hay calificaciones
- IIT Roorkee Advanced Manufacturing ProcessesDocumento92 páginasIIT Roorkee Advanced Manufacturing Processesvishal guptaAún no hay calificaciones
- MP-I - Unit 5 - Sheet Metal WorkingDocumento60 páginasMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-IAún no hay calificaciones
- MP 2 Unit II MachinabilityDocumento15 páginasMP 2 Unit II MachinabilitySuraj NKAún no hay calificaciones
- Sheet Metal Form Vinay 1226927986919169 9Documento83 páginasSheet Metal Form Vinay 1226927986919169 9Nhan LeAún no hay calificaciones
- Drop ForgingDocumento18 páginasDrop ForgingpunkhunkAún no hay calificaciones
- 2000 09 JIMT Cost Estimation Injection MoldingDocumento11 páginas2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaAún no hay calificaciones
- Progressive Tool Design and Analysis For 49 Lever 5 Stage ToolsDocumento10 páginasProgressive Tool Design and Analysis For 49 Lever 5 Stage ToolsseventhsensegroupAún no hay calificaciones
- Metal Forming Analysis Lab ManualDocumento9 páginasMetal Forming Analysis Lab Manuallecturer.parul100% (1)
- CHAPTER 2 Press WorkingDocumento29 páginasCHAPTER 2 Press WorkingDen Yogi HardiyantoAún no hay calificaciones
- Final ReportDocumento25 páginasFinal ReportAdil SaleemAún no hay calificaciones
- Type MaterialDocumento31 páginasType MaterialChristopherGunawanAún no hay calificaciones
- (PPT) Drawing 1Documento29 páginas(PPT) Drawing 1AXELAún no hay calificaciones
- Strip LayoutDocumento35 páginasStrip LayoutJay PatelAún no hay calificaciones
- Unit-4 Advanced Machining ProcessesDocumento61 páginasUnit-4 Advanced Machining ProcessesHarshalPatilAún no hay calificaciones
- Forming ProcessesDocumento8 páginasForming ProcessesKishor PatilAún no hay calificaciones
- Lecture 19 Rapid Prototyping Concept, Advantages PDFDocumento15 páginasLecture 19 Rapid Prototyping Concept, Advantages PDFRishabh MendirattaAún no hay calificaciones
- Mechanical ForgingDocumento17 páginasMechanical Forgingjjonesche2100% (1)
- Production Process.II (CBCGS) Module.1 Metal CuttingDocumento24 páginasProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeAún no hay calificaciones
- Design of ShaftDocumento32 páginasDesign of ShaftaliAún no hay calificaciones
- Design of Machine Tool GBDocumento39 páginasDesign of Machine Tool GBrahul bachuteAún no hay calificaciones
- True Centrifugal CastingDocumento2 páginasTrue Centrifugal CastingSaiful Zakwan50% (2)
- ME 2202 Casting Gating SystemsDocumento67 páginasME 2202 Casting Gating Systemsyash guptaAún no hay calificaciones
- Metal FormingDocumento40 páginasMetal Formingumesh vasavaAún no hay calificaciones
- Brazing and SolderingDocumento15 páginasBrazing and SolderingAjij MujawarAún no hay calificaciones
- Nettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool TechnologyDocumento25 páginasNettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool Technologynidhin mathewAún no hay calificaciones
- MFG Tooling - 09 Progressive Dies PDFDocumento16 páginasMFG Tooling - 09 Progressive Dies PDFNhan LeAún no hay calificaciones
- Module 1 - Design Considerations DMEDocumento59 páginasModule 1 - Design Considerations DMEsreeramhariharanAún no hay calificaciones
- Lecture Slide Metrology and Inspection - PPT PDFDocumento30 páginasLecture Slide Metrology and Inspection - PPT PDFEdo EdgarAún no hay calificaciones
- Press Working Operations - Sheet MetalDocumento16 páginasPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Student Copy-Manufacturing Process SelectionDocumento49 páginasStudent Copy-Manufacturing Process SelectionAnishMendisAún no hay calificaciones
- Metal Forming & RollingDocumento14 páginasMetal Forming & RollingAmmarAún no hay calificaciones
- CH 2 Metal Cutting ToolsDocumento19 páginasCH 2 Metal Cutting ToolsAlex AdmasAún no hay calificaciones
- Theory of Metal Cutting ProcessesDocumento46 páginasTheory of Metal Cutting ProcessesRaju MathewAún no hay calificaciones
- Body Design and ConstructionDocumento379 páginasBody Design and ConstructionBharath AgarwalAún no hay calificaciones
- Design of Tension MembersDocumento30 páginasDesign of Tension Memberssharer1Aún no hay calificaciones
- Module 4 - Design of Tension MembersDocumento30 páginasModule 4 - Design of Tension MembersSreelakshmi GAún no hay calificaciones
- Tension Members DesignDocumento30 páginasTension Members Designrameshbabu_1979Aún no hay calificaciones
- Thermodynamics Cross WordDocumento3 páginasThermodynamics Cross WordJoAún no hay calificaciones
- Power Plants Explained For School StudentsDocumento6 páginasPower Plants Explained For School StudentsJoAún no hay calificaciones
- Forging FundamentalsDocumento23 páginasForging FundamentalsJoAún no hay calificaciones
- Extrusion FundamentalsDocumento5 páginasExtrusion FundamentalsJoAún no hay calificaciones
- Welding FundamentalsDocumento49 páginasWelding FundamentalsJoAún no hay calificaciones
- Welding - GATE QuestionsDocumento1 páginaWelding - GATE QuestionsJo75% (4)
- Rolling FundamentalsDocumento20 páginasRolling FundamentalsJo100% (6)
- Casting FundamentalsDocumento44 páginasCasting FundamentalsJo100% (1)
- Non Destructive Testing MethodsDocumento10 páginasNon Destructive Testing MethodsJoAún no hay calificaciones
- Rapid PrototypingDocumento18 páginasRapid PrototypingJoAún no hay calificaciones
- PERT Case StudyDocumento26 páginasPERT Case StudyJo50% (2)
- Computer Aided Production Planning & Control Systems ExplainedDocumento32 páginasComputer Aided Production Planning & Control Systems ExplainedJo100% (2)
- Powder MetallurgyDocumento41 páginasPowder MetallurgyJoAún no hay calificaciones
- Appnote VoceraDocumento4 páginasAppnote Vocerajcy1978Aún no hay calificaciones
- EB - Lecture 2 - ECommerce Revenue Models - HDocumento8 páginasEB - Lecture 2 - ECommerce Revenue Models - HXolani MpilaAún no hay calificaciones
- CFPG Meeting Minutes Document TitleDocumento58 páginasCFPG Meeting Minutes Document Titleutpal_50Aún no hay calificaciones
- Economics - HonorsDocumento8 páginasEconomics - Honorsaegis06Aún no hay calificaciones
- Analisis Sonata Mozart PDFDocumento10 páginasAnalisis Sonata Mozart PDFarodcar564Aún no hay calificaciones
- "Sex Kills" by Joni Mitchell (Turbulent Indigo Album)Documento1 página"Sex Kills" by Joni Mitchell (Turbulent Indigo Album)ivan a gargurevichAún no hay calificaciones
- Bintou Sangare - Independent Blog Post ConnectDocumento1 páginaBintou Sangare - Independent Blog Post ConnectBintou SangareAún no hay calificaciones
- Possessive AdjectivesDocumento1 páginaPossessive AdjectivesDavid ZairaAún no hay calificaciones
- Simple Present Tests FullDocumento7 páginasSimple Present Tests FullTora V.Aún no hay calificaciones
- Q2 2023 (Total Viewers)Documento1 páginaQ2 2023 (Total Viewers)alexanderkatz5Aún no hay calificaciones
- (Notes) Before The LawDocumento15 páginas(Notes) Before The LawMarl PuaAún no hay calificaciones
- LatestlogDocumento92 páginasLatestlogmasd17185Aún no hay calificaciones
- 2016-2018 Road Crash Data For Critical Intersection 2020Documento186 páginas2016-2018 Road Crash Data For Critical Intersection 2020Ferdinand Fragata RamiterreAún no hay calificaciones
- Registetered Companies in ZambiaDocumento56 páginasRegistetered Companies in ZambiaNick LunguAún no hay calificaciones
- Listado de Juegos para PC Con EmuladorDocumento5 páginasListado de Juegos para PC Con EmuladorMarcelo IbañezAún no hay calificaciones
- Rules and Regulations & Technical Inspection ManualDocumento38 páginasRules and Regulations & Technical Inspection ManualAdrian JimenezAún no hay calificaciones
- Activate! B2 Extra Vocabulary Tests Test 9: The ShopsDocumento5 páginasActivate! B2 Extra Vocabulary Tests Test 9: The ShopsIsaac CarrilloAún no hay calificaciones
- VIP seating Formula 1Documento2 páginasVIP seating Formula 1Ajit NaleAún no hay calificaciones
- K-Schnake ReferencesDocumento2 páginasK-Schnake Referencesapi-315989347Aún no hay calificaciones
- Billy Idol - Eyes Without A Face (Official Music Video) - Cambridge UniversityDocumento3 páginasBilly Idol - Eyes Without A Face (Official Music Video) - Cambridge UniversityAndres Camilo AcuñaAún no hay calificaciones
- Vizio P42hdtv10a Service ManualDocumento219 páginasVizio P42hdtv10a Service ManualTony AndMichelle WilsonAún no hay calificaciones
- Achmad Sauqi Alex - 22012010464 - B.Inggris 615Documento7 páginasAchmad Sauqi Alex - 22012010464 - B.Inggris 615Mras AlexAún no hay calificaciones
- Task Three: A Radio Programme - Questions 16-25: Euro B2 - ListeningDocumento1 páginaTask Three: A Radio Programme - Questions 16-25: Euro B2 - ListeningAnna PatkósAún no hay calificaciones
- Impression Technique for Implant Procedures Using HonigumDocumento2 páginasImpression Technique for Implant Procedures Using HonigumRomina BitaAún no hay calificaciones
- Chapter Iii: Flexibility Training Exercise: Physical Activities Towards Health and Fitness IIDocumento5 páginasChapter Iii: Flexibility Training Exercise: Physical Activities Towards Health and Fitness II방민준Aún no hay calificaciones
- Extra features Eldritch Knight BladesingerDocumento8 páginasExtra features Eldritch Knight BladesingerAdrián Monárrez100% (1)
- Formula SAE Michigan JUNE Design Judging ScheduleDocumento3 páginasFormula SAE Michigan JUNE Design Judging ScheduleMateus FlausinoAún no hay calificaciones
- High Power FM AM CD Receiver Detachable FaceDocumento37 páginasHigh Power FM AM CD Receiver Detachable FaceikoarboAún no hay calificaciones
- 30 Ratatouille - Passive VoiceDocumento1 página30 Ratatouille - Passive Voicecarlota mas de xaxasAún no hay calificaciones
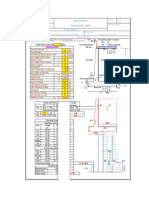
- Design of Retaining Wall Type1 As Per ACI-318-95Documento3 páginasDesign of Retaining Wall Type1 As Per ACI-318-95DIRACLTDAAún no hay calificaciones